离心泵叶轮切割定律的应用
- 格式:doc
- 大小:22.50 KB
- 文档页数:2
离心泵叶轮切割定律的分析离心泵叶轮切割定律的分析IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】离心泵叶轮切割定律的分析武汉三源泵业制造有限公司杨爱荣,甘根喜本文介绍了几种离心泵叶轮的切割定律及针对每种切割定律作出的具体分析,以寻找一个较为准确的计算叶轮切割的方法,从而达到一台泵的多性能要求,提高产品的通用性和系列化。
一、叶轮切割定律存在的条件及原因分析叶轮切割定律一式中:为叶轮切割前的流量、扬程、轴功率和叶轮外径。
Q、H、N、D2'为叶轮切割后的流量、扬程、轴功率和叶轮外径。
Q'、H'、N'、D2以上公式成立的条件是:1、叶轮切割前后的容积效率不变。
2、叶轮吸入口前液流无预旋,即绝对速度的圆周分量V u1等于零。
3、切割前后流液相似,速度三角形对应成比例。
4、切割前后叶轮出口宽度相等,即b2'=b2;出口面积不变即F2'=F2。
5、切割前后叶片出口角度不变,即β2'=β2.从大量的试验结果来看,4、5两个条件很难满足。
事实上切割前后的叶轮出口宽度、面积、叶片出口角有的变化较大,最大的变化约为10%。
这样就降低了叶轮切割定律的计算精度。
在实际应用中往往进行保守切割,增加切割次数来确认要求的性能参数。
另外瑞士的苏尔寿公司针对以上存在的问题提出了的修正系数,即D2'=D2'+(D2-D2'),该公司认为的修正系数安全可靠,在高效区运行时采用此法切割的叶轮特性曲线略高于要求的曲线。
以上方法在实际应用中较麻烦,而且要多次用试验验证计算结果。
因此有关文献针对不同比转数的泵提出了不同的计算方法,陈述事如下: 对于n s<60的低比转速离心泵:(a)、叶轮切割后叶片的出口角β2可能因叶轮外径D2的减小而发生一些变化,但可以用锉销叶片出口端面的方法加以修正,认为β2'=β2;(b)、锥形叶片出口端将会因切削而变厚,修锉叶片使它恢复到原形大小,可以认为切削叶前后叶片的排挤系数不变;(c)、对于n s<60的叶轮可以认为叶轮是前后盖板平行的经流叶轮,因此可近似地认为叶轮切割前后的出口宽度不变。
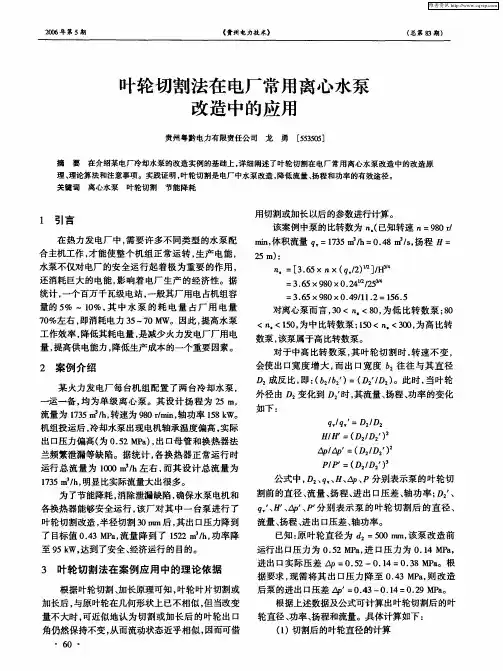
叶轮切割针对某一叶轮,可以切割其外径来改变性能,以下标2表示切割后尺寸和性能,下标1表示原来的性能,则切割前后的性能在相同转速下的变化如下:流量Q2/Q1=D2/D1;扬程H2/H1=(D2/D1)^2;功率N2/N1==(D2/D1)^3。
需要注意的是,上述公式只在一定范围内切割外径时成立,一般范围是不超过原直径的30%。
Q2/Q1=D2/D1:流量与直径成正比。
H2/H1=(D2/D1)^2:扬程与直径的平方成正比,因为直径与线速度成正比,而动能是与速度的平方成正比的。
N2/N1==(D2/D1)^3:功率与流量和扬程成正比,所以是与直径的3次方成正比。
叶轮口环的检修工艺泵在运转中,由于自然磨损、介质中含有固体颗粒、叶轮晃动等原因,使离心泵叶轮口环与密封环的径向间隙变大或出现密封环破裂的现象,起不到密封作用,造成大量回流,降低泵的实际流量。
检修叶轮口环时,首先应当检查密封环是否完好,然后测量其径向间隙。
径向间隙的测量方法,通常是用游标卡尺或千分尺(最好用千分尺)测量密封环的内径和叶轮口环的外径,两者之差即为径向间隙(半径方向间隙应取其一半)。
为了使测量准确,应当测量几个方向后,求平均值,以免密封环失圆,造成测得的数据偏大或偏小。
当径向间隙超过所规定的值时,一般采用换件修理。
对于挂有乌金的铜口环,当间隙磨大时,只需重新挂乌金,无需更换新口环。
当原有乌金无脱落现象,磨损量又不大时,可用补焊的方法修复。
补焊步骤如下:(1)刷去口环上的污物;(2)用5%的盐酸清洗一遍;(3)放到温度为90℃、浓度10%的烧碱中浸洗10分钟,然后取出放到90℃的清水中清洗;(4)补焊乌金,其方法是:把口环预热到100℃左右,用气焊熔掉口环上原有的乌金,然后用与原有的乌金同牌号的乌金制成的焊条,顺口环周围或纵长方向一道道堆焊上去(不得反复重焊)。
焊接完毕后,可进行机械加工,达到所要求的标准尺寸。
如乌金磨损很大或乌金已脱落,则要重浇乌金。
浅析离心泵叶轮切割定律及应用摘要:阐述离心泵叶轮切割定律。
通过对某炼油装置常一线离心泵的实际运行情况分析,发现常一线泵出口阀门开度极小,节流严重,导致机泵效率偏低。
为扩大该离心泵的使用范围,运用叶轮切割定律,对叶轮进行切割改造,将叶轮外径由368mm切割为330mm。
改造后,在满足工艺系统要求的使用性能的条件下,达到了节能降耗的目的,具有一定的推广意义。
关键词:离心泵叶轮切割应用前言某炼油厂常压装置常一线离心泵,近年来由于装置产品调整,常一线已无产品出装置,单纯作为回流泵使用。
此泵现有性能参数已经高于工艺所需要性能参数,为了减少不必要的能源浪费,调整该机泵性能参数,扩大使用范围,一般采用叶轮切割或者改变转速来满足使用要求。
对于已有的固定转速机泵,因电机转速恒定,改变转速需要增加变频调速装置,实施起来成本较高,而且增加变频器改变转速,影响电机风扇散热。
对于要求降低机泵的流量及扬程的,但工况稳定,无需频繁进行流量调节,采用叶轮切割就更加简单易行。
因此对常一线泵采用叶轮切割来调整流量和和扬程。
1.离心泵叶轮直径对特性曲线的影响转速固定的离心泵,有且仅有一条扬程-流量特性曲线。
离心泵特性曲线上的每一点都对应着一个工况,离心泵在最高效率点工况运行是最理想的。
但是考虑到用户需要的离心泵使用性能参数千差万别,不一定都在效率最高工况运行。
通常以效率下降5%~8%为界,离心泵在此范围内运行,效率下降不多,此段称为离心泵的工作范围[1]。
当离心泵转速固定时,离心泵的流量主要跟流体介质在叶轮进口处的几何参数有关,叶轮的进口直径、叶片进口安装角不变,离心泵的流量就基本确定。
但是由于叶轮切割前后,叶轮与蜗壳之间的间隙增大,这个间隙的大小直接影响到离心泵的效率。
其主要原因是间隙增大,导致滞留在蜗壳中的流体介质增加了,导致流量减小,效率降低。
图1:离心泵叶轮切割前后叶轮与蜗壳之间间隙为了扩大离心泵的工作范围,可以采用切割离心泵叶轮外径的方法,将工作范围由一条线变为一个面,如图2中的ABCD。
离心泵叶轮切割定律的应用辽阳石化分公司尼龙厂在2011年进行离心机更新换代后,对PW水量需求由原先32 m3/h提升至34 m3/h,扬程需由20 m提到23 m。
整体更换输送PW水的水泵供货时间较长,并且需要大量费用,为此决定对此离心泵进行改造,提高泵的工作能力,以满足生产的需要。
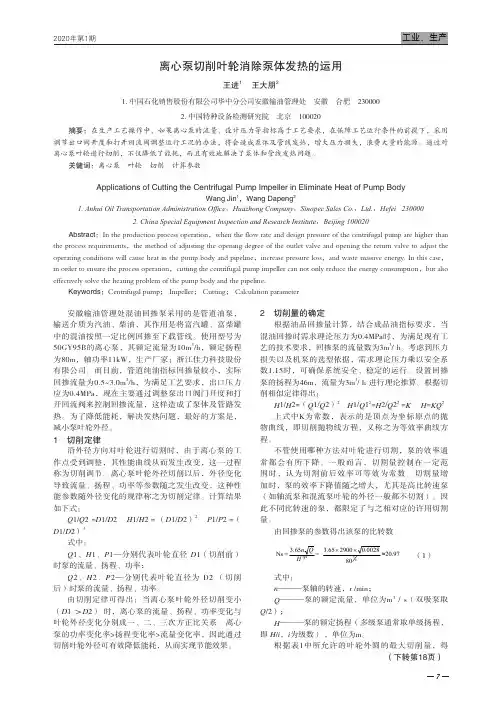
1 离心泵叶轮切割定律在我们国内泵行业,通常采用下面的公式来确定叶轮的切割量:对于低比转数的泵:对于中、高比转速的泵:式中:Q、H、P、D2—叶轮切割前泵的流量、扬程、功率及叶轮直径;Q’、H’、P’、D2’—叶轮切割前泵的流量、扬程、功率及叶轮直径。
2 根据叶轮切割定律计算叶轮直径原泵的参数如下所示:型号ECP50—125,流量qv=32 m3/h,H=20 m,n=2952 r/min,电机功率P电机=5.5 KW,N=3.44 KW,η=60%,Ne=gρqH/1000=1.74 KW,叶轮D2=128 mm,该泵为单级单吸泵。
比转速公式如下所示:式中的流量单位用m3/s,扬程用m,转速用r/min,对于双吸泵的叶轮流量除以2,多级泵扬程除以级数。
计算出泵的ns=107,查表1知该泵为中比转速泵。
切割定律只是近似定律,叶轮切割后,泵的效率一般都有些变化,只有在切割量较小时才可认为效率不变。
为使叶轮切割后,泵的效率不要降低过多,通常规定了叶轮的最大允许切割量(用相对值表示)。
叶轮的最大切割量与比转数nS 有关,下表列出了不同比转数泵的叶轮允许最大切割量。
先将叶轮由128改为135进行试计算,从表二看出该泵叶轮外径的最大切割量为15%,而叶轮外径切割量为5.47%,在允许范围内,将数据代入得出Q’=33.75 m3/h,H2’=22.3 m,P’=2.04 KW。
总功率用下面的功式计算其中ηv、ηhyd、ηm分别是容积效率、水力效率、机械效率,均取最小值以确保总在功率最大情况下不大于电机功率,查表3。
那么总功率P=2.04/(0.90*0.85*0.90*0.60)=4.94<5.5,其中0.90、085、0.90分别是容积效率、水力效率、机械效率,均取最小值以验证泵功率最大情况下不大于电机功率。
离心泵的切割定律(H1:H2)2=D1:D2 Q1:Q2=D1:D2从而可以看出叶轮的直径与扬程的平方成正比,与流量成正比。
叶轮直径越大扬程就越大,流量也越大,因为水流出的速度取决于叶轮旋转时产生的离心力和切线上的线速,直径越大,离心力和线速度就越大。
离心泵送水量越与真空度的关系:离心泵是离心力原理来完成抽水的,没有水时空转是会烧坏设备的。
抽真空要用真空泵或者一次抽真空二次抽真空的方法。
离心泵入口的真空度由三部分组成(建立泵入口处、吸入液面的方程即可得到)。
吸上高度,这个与流量无关,吸入装置的损失,与流量的平方成正文,建立泵入口处的动能头,与流量的平方成正比;其中第二项与第三项都与流量的平方成正比,因此泵进口处的真空度随流量的增加而增加。
水泵比转数定义公式与特性。
定义公式:在设计制造泵时,为了将具有各种各样流量、扬程的水泵进行比较,将某一台泵的实际尺寸,几何相似地缩小为标准泵,次标准泵应该满足流量为75L/s,扬程为1m。
此时标准泵的转数就是实际水泵的比转数。
比转数是从相似理论中得出来的一个综合性有因次量的参数,它说明了流量、扬程、转数之间的相互关系。
无因次量的比转数称为形式数,用K表示比转数ns = 3.65n√Q H 0.75 双吸泵Q取Q/2;多吸泵H取单级扬程; 如i级H取H/i ;式中n —转速(r / min) Q —流量(m3 / s); H —扬程(m);型式数K = 2 πn √Q 60 (gH) 0.75特性:同一台泵,在不同的工况下具有不同的比转数;一般是取最高效率工况时的比转数作为水泵的比转数大流量、低扬程的泵,比转数大;小流量、高扬程的泵,比转数小;低比转数的水泵,叶轮出口宽度较小,随着比转数的增加,叶轮出口宽度逐渐增加,这适应于大流量的情况;比转数标志了流量、扬程、转速之间的关系,也决定了叶轮的制造形状;离心泵比转数较低,零流量时轴功率小;混流泵和轴流泵比转数高,零流量时轴功率大;因此离心泵应关闭出口阀起动,混流泵和轴流泵应开启出口阀起动。
离心泵叶轮切割定律的应用离心泵是一种常见的液体输送设备,被广泛应用于工业、建筑和生活中。
离心泵的核心部件之一是叶轮,其设计和制造对泵的性能起着决定性的影响。
离心泵叶轮的设计中应用了离心泵叶轮切割定律,本文将对离心泵叶轮切割定律的应用进行探讨。
离心泵叶轮切割定律是离心泵叶轮的设计原理之一,其基本思想是通过改变叶轮的几何形状和叶片的角度来达到提高泵的效率和性能的目的。
在离心泵叶轮的设计中,切割定律主要应用于叶轮的出口端。
离心泵叶轮切割定律的核心概念是叶轮出口的速度三角,即速度三角法。
速度三角法是通过分析叶轮进口、出口处的流体速度和方向来确定最佳的叶轮叶片角度。
根据速度三角的设计原理,可以调整叶轮的出口流角和进口流角,以获得最佳的泵性能。
在离心泵叶轮切割定律的应用中,首先需要确定泵的设计工况参数,包括流量、扬程和转速等。
这些参数将影响叶轮的尺寸和几何形状。
根据设计工况参数,可以采用速度三角法计算叶轮的出口速度三角形状,进而确定最佳的叶轮出口流角和进口流角。
离心泵叶轮的切割定律还可应用于叶轮的叶片数目和叶片形状的确定。
叶片数目的选择与叶轮的流量和扬程有关。
一般情况下,叶片数目越多,流量越大,扬程越小。
叶片形状的选择与流体的性质、工作条件和叶轮的速度等因素有关。
通常情况下,叶片的前缘较薄、后缘较厚,能提供较高的效率。
离心泵叶轮的切割定律还可应用于叶轮的进口和出口截面形状的确定。
进口截面形状通常选择圆形或矩形,其目的是减小进口损失和提高进口流量。
出口截面形状通常选择背曲线或导流叶片等,以减小离心泵的出口损失和提高泵的性能。
除了叶轮的设计,离心泵叶轮切割定律还可应用于叶轮的制造和检测。
在叶轮的制造中,需要根据离心泵的设计要求和叶轮的几何形状,进行铸造或加工。
在叶轮的检测中,需要根据离心泵的工作参数和叶轮的几何形状,进行流量、扬程和效率等性能指标的测试和分析。
综上所述,离心泵叶轮切割定律在离心泵叶轮设计、制造和检测中起着重要的作用。
单级双吸离心泵叶轮切割定律应用实例摘要:离心泵在使用过程中存在驱动电机运行电流超额定电流,离心泵轴承振动和温度偏高,不能保证设备长周期稳定运行。
运用离心泵叶轮切割定律,重新计算叶轮尺寸,对叶轮进行机械切割,达到预期切割效果。
关键字:离心泵;叶轮;切割0引言离心泵安装后未能达到预期的满负荷运行效果,尤其是在供水高峰时,未能满足大负荷供水要求。
为了解决离心泵运行问题,曾考虑由离心泵厂家重新计算叶轮数据,制作新叶轮,再更换原装叶轮。
但是考虑到采购周期和费用问题,决定自己进行叶轮切割改造。
当离心泵出口阀门开度超过12%时,电机运行超出额定电流,离心泵流量仅是额定流量的71%,流量较小,且离心泵轴承振动和温度偏高。
1叶轮切割前现状和叶轮切割目的离心泵是卧式单级双吸水平剖分式结构,型号KQSN350-N4/765T,额定流量1450m³/小时,离心泵额定工作压力为2.0MPa,额定扬程200m,电机额定电流93.3A,正常运行时出口开度超过12%会造成电动机运行电流大于93.3A、出口压力1.9MPa。
由于离心泵出口压力在1.9MPa时,出口开度不超过12%,离心泵产生憋压,导致泵振动偏大,轴承温度在高值运行,无法满足设备长周期稳定运行的目标。
经过供水工艺系统实际测算,系统需要离心泵额定工作压力为1.7MPa,额定扬程170m,满负荷运行扬程高于130m,即离心泵满负荷运行表压大于1.3MPa,即可满足工艺要求。
叶轮切割前离心泵运行表压最大值是2.0MPa,离心泵运行压力明显高于供水系统运行压力,叶轮切割主要目的是降低出口压力(扬程)和离心泵功率,同时降低离心泵的轴承振动值和驱动电机运行电流。
2离心泵比转速计算n s = 3.65nQ1/2/H(3/4)式中参数名称及在本文中的取值: n s—比转速;Q—水泵或水轮机的流量m3/s,Q=0.19444m3/s,SH泵双吸Q=1/2Q;H—水泵扬程或水轮机水头m,H=200m;n—水泵或水轮机的转速r/min,n=1480/min。
优秀水泵制造商-上海沈泉泵阀制造有限公司是一家专业生产,销售管道泵,隔膜泵,磁力泵,自吸泵,螺杆泵,排污泵,消防泵,化工泵等给排水设备的厂家,产品涉及工矿企业、农业、城市供水、石油化工、电站、船舶、冶金、高层建筑、消防供水、工业水处理和纯净水、食品、制药、锅炉、空调循环系统等行业领域。
管道离心泵叶轮的切割次数有什么作用相信大家都知道,管道离心泵作为一种目前比较常见的水泵,其主要作用是用于远距离运输、循环用水、增压运水等等。
故而常被大量用于各种工业项目和城市水务系统当中。
而在管道离心泵中有着这样一个比较重要的关键部件,那就是水泵叶轮。
叶轮的质量和工艺会直接到水泵的性能和寿命。
因此,水泵的叶轮通常需要经过切割来达到设计要求所需要的流量和扬程。
而近来,就有来自蓬莱的用户向小编咨询了这样的一个问题,那就是水泵叶轮的切割次数具体有什么作用?对此,上海沈泉管道泵厂家便为大家整理出了以下内容,现在就请大家跟着小编一起来看看吧。
一般来讲,水泵叶轮的切割次数是会直接影响到其质量和尺寸的,如果叶轮的切割次数太多的话,就会导致叶轮的质量下降,甚至是出现裂纹、断裂等情况,进而影响到泵的性能和使用寿命。
但如果叶轮的切割次数太少的话,那么叶轮的尺寸又有可能无法满足设计的需求,这也会对泵的性能和寿命有所影响。
此外,切割的次数还会影响到叶轮的平衡性。
这是因为在切割的过程中,会在叶片的不同位置进行切割,这就导致了叶轮的重量分布不均匀,从而影响到叶轮的平衡性。
而不平衡的叶轮在被使用时,就很容易出现振动大、噪音大以及轴承磨损加剧等问题,严重时还会将泵给损坏。
所以,在生产的过程中,需要根据具体的情况以及严格按照设计的要求,来进行合理的控制叶轮的切割次数。
以保证叶轮的质量、尺寸和平衡性等能够符合要求,从而提升水泵的性能和使用寿命。
除此以外,在使用水泵的过程中,还要做好对管道离心泵的日常维护与保养,以便能够及时的发现和解决问题。
好了,以上内容由上海沈泉泵阀制造有限公司为大家提供,希望能够对大家有所帮助。
漫谈离心泵叶轮及其应用漫谈离心泵叶轮及其应用前言离心泵叶轮不仅承载着性能(流量、扬程、效率和汽蚀性能)的要求,而且还需要满足泵送介质特性(粘度、固体颗粒、粘度、腐蚀/磨蚀等)及运行工况(包括系统的稳态及瞬态工况)的要求。
因此,叶轮在离心泵所有零部件当中,扮演着非常重要的角色。
今天,泵沙龙将在此简单聊一聊这非常不简单的离心泵叶轮及其应用。
标准对叶轮的规定API 610第11版标准规定:条款6.6.1 除非另有规定,叶轮应当是全封闭、半开或全开的型式。
闭式叶轮轴向位置的灵敏度低,因此,更适用于热膨胀/收缩或由于轴向力可能引起轴向位移的长轴组件。
半开式叶轮由于少一个盖板的圆盘摩擦损失,可以提高效率。
立式泵中的半开式叶轮的运转间隙可以从联轴器或电机的顶部来调整,因此,在不拆卸泵的零件的情况下能够恢复泵的效率和输出功率。
条款6.6.2 叶轮应当是整体铸件、锻件或焊合件。
注:锻造或焊合的叶片有加工的流道,能改善低比转速设计的性能。
开式叶轮开式叶轮不过是一系列附在中心轮毂上的叶片,安装在轴上,无需任何形式的侧壁或盖板。
这种设计比半开式叶轮对叶片磨损更为敏感。
轴流式叶轮是一种典型的全开式叶轮,是为大流量低扬程而设计的。
全开式叶轮也用于有独立排液管的蜗壳式集水坑泵。
半开式叶轮半开式叶轮在叶轮背面有一个盖板。
这是一种最常用的设计,也是大多数ANSI标准泵的设计。
大多数现代泵设计允许在不拆卸泵的情况下调整半开式叶轮。
如果您想通过调整叶轮与蜗壳之间的热膨胀间隙和蜗壳/叶轮磨损来保持泵的效率,这是一个巨大的优势。
但必须注意:如果填料函中配的是机械密封,任何叶轮间隙的调整都会干扰密封面负载。
半开式叶轮典型的与蜗壳或盖板之间的间隙为0.015到0.020英寸(0.4到0.5毫米)。
每增加0.002英寸(0.05毫米),此间隙将使泵损失约1%的流量。
闭式叶轮闭式叶轮在叶片的两侧都有盖板。
这是ISO标准泵、炼油厂应用和两端支撑泵上看到的最常见的设计。
离心泵的比例定律和切割定律离心泵是一种常用的流体输送设备,其工作原理是利用离心力将液体从低压区域输送到高压区域。
离心泵的设计和运行需要遵循一些基本规律,其中比例定律和切割定律是两个重要的原理。
比例定律指出,当离心泵的转速和叶轮直径发生变化时,流量、扬程和功率也会相应变化,但其比值保持不变。
换句话说,当转速提高时,流量也会增加,但扬程和功率也会随之增加。
同样地,当叶轮直径增大时,流量、扬程和功率也会增加,但其比例关系保持不变。
这个定律的应用非常广泛,可以用于离心泵的设计和运行中,帮助工程师选择合适的转速和叶轮直径,以满足特定的流量和扬程要求。
切割定律是离心泵工作的另一个重要原理。
它指出,当液体通过离心泵的叶轮时,叶轮的作用类似于剪刀,将液体切割成一小块一小块的流体,然后通过离心力将其送入高压区域。
这个过程中,液体的动能转化为压能,从而实现了液体的输送。
切割定律的应用使得离心泵能够输送不同粘度、含固量和含气量的液体,具有广泛的适用性。
离心泵的比例定律和切割定律在实际工程中有着重要的应用。
比例定律的应用使得工程师能够根据流量和扬程要求选择合适的离心泵,从而提高泵的效率和性能。
同时,比例定律也可以用于优化离心泵的运行参数,如转速和叶轮直径,以达到更好的工作效果。
切割定律的应用使得离心泵能够适应不同工况和介质的输送要求,提高了离心泵的适用范围和灵活性。
除了比例定律和切割定律,离心泵的设计和运行还需要考虑其他因素,如泵的材质、密封方式、轴承和润滑等。
这些因素的选择和配置都对泵的性能和寿命有着重要影响。
因此,在设计和运行离心泵时,工程师需要综合考虑各种因素,以确保泵的安全、可靠和高效运行。
离心泵的比例定律和切割定律是离心泵设计和运行中的两个重要原理。
比例定律指出了转速、叶轮直径与流量、扬程、功率之间的关系,为离心泵的选择和优化提供了依据。
切割定律则描述了离心泵将液体切割并输送的过程,使得离心泵具有适应不同工况和介质的能力。
离心泵叶轮切割技术在普光气田的研究与应用作者:孙丽来源:《中国化工贸易·上旬刊》2018年第10期摘要:普光气田开发中后期,气井底层产出水量日益增加,普光气田采用离心泵将产出水通过管道排出。
由于泵体在运行过程中频繁过载保护,运行排量远远大于设计排量,导致电流过大,控制柜热继电器频繁跳闸。
本文就叶轮切割的方法对离心泵的改造与应用效果进行阐述。
关键词:离心泵;叶轮切割;普光气田1 概述普光气田位于四川省达州市宣汉县普光镇,属超深、高含硫、高压、复杂山地气田。
为解决气田开发过程中,日益增加的地层产出水带来的生产问题,普光气田于2016年建成普光主体产出水项目。
该项目包括产出水站场8座、污水处理站1座、污水回注站2座。
普光106集气站海拔高度820米,普光107集气站海拔高度743米,普光104集气站海拔高度713米,普光104集气站至普光107集气站产出水管线,相对高差最大107米,设计计算普光104集气站污水缓冲罐罐底泵排量的模拟工况是普光103集气站、普光105集气站、普光106集气站同时向主管线平均输送10 m3/h产出水,相对目前只有普光104集气站单独输送产出水至普光107集气站来说摩阻较大。
对于目前的工况,普光104集气站污水缓冲罐罐底泵排量相对较大。
通过调查,在离心泵的设计中,为了扩大其使用范围,同时要考虑泵的经济性及标准化等因素,要求一台泵能同时适应多个叶轮,另一方面要考虑采用改变泵的转速或叶轮直径等方法来满足各种性能要求,以扩大泵的使用区域。
其中切割叶轮是既经济又简便的方法之一。
在一定程度上可满足性能变化的要求。
2 工作原理离心泵是将原动机输出的能量转换为介质压力能和动能的能量转换装置。
驱动机通过泵轴带动叶轮旋转产生离心力,使液体沿叶片流道被甩向叶轮出口。
液体从叶轮获得能量,使压力能和速度能均增加,并依靠此能量将液体输送到工作地点。
在液体被甩向叶轮出口的同时,叶轮入口中心处形成了低压,在吸液罐和叶轮中心处的液体之间就产生了压差,吸液罐中的液体在这个压差作用下,不断地经吸入管路及泵的吸入室进入叶轮中。
离心泵叶轮切割定律的应用
辽阳石化分公司尼龙厂在2011年进行离心机更新换代后,对PW水量需求由原先32 m3/h提升至34 m3/h,扬程需由20 m提到23 m。
整体更换输送PW水的水泵供货时间较长,并且需要大量费用,为此决定对此离心泵进行改造,提高泵的工作能力,以满足生产的需要。
1 离心泵叶轮切割定律
在我们国内泵行业,通常采用下面的公式来确定叶轮的切割量:
对于低比转数的泵:
对于中、高比转速的泵:
式中:Q、H、P、D2—叶轮切割前泵的流量、扬程、功率及叶轮直径;
Q’、H’、P’、D2’—叶轮切割前泵的流量、扬程、功率及叶轮直径。
2 根据叶轮切割定律计算叶轮直径
原泵的参数如下所示:型号ECP50—125,流量qv=32 m3/h,H=20 m,n=2952 r/min,电机功率P电机=5.5 KW,N=3.44 KW,η=60%,Ne=gρqH/1000=1.74 KW,叶轮D2=128 mm,该泵为单级单吸泵。
比转速公式如下所示:
式中的流量单位用m3/s,扬程用m,转速用r/min,对于双吸泵的叶轮流量除以2,多级泵扬程除以级数。
计算出泵的ns=107,查表1知该泵为中比转速泵。
切割定律只是近似定律,叶轮切割后,泵的效率一般都有些变化,只有在切割量较小时才可认为效率不变。
为使叶轮切割后,泵的效率不要降低过多,通常规定了叶轮的最大允许切割量(用相对值表示)。
叶轮的最大切割量与比转数nS 有关,下表列出了不同比转数泵的叶轮允许最大切割量。
先将叶轮由128改为135进行试计算,从表二看出该泵叶轮外径的最大切割量为15%,而叶轮外径切割量为5.47%,在允许范围内,将数据代入得出Q’=33.75 m3/h,H2’=22.3 m,P’=2.04 KW。
总功率用下面的功式计算
其中ηv、ηhyd、ηm分别是容积效率、水力效率、机械效率,均取最小值以确保总在功率最大情况下不大于电机功率,查表3。
那么总功率P=2.04/(0.90*0.85*0.90*0.60)=4.94<5.5,其中0.90、085、0.90分别是容积效率、水力效率、机械效率,均取最小值以验证泵功率最大情况下不大于电机功率。
将叶轮改为135后已基本可以满足工艺要求,但还差一点,为此对叶轮进行锉削。
锉削的方法有两种:一种为上锉,即锉削叶片工作面;另一种为下锉,即锉削叶片背面。
一般来说,锉削叶片工作面只是恢复了原来的叶片出口安放角,对泵的性能并无大的影响,通常可以忽略不计。
而锉削叶片背面则可使叶片间距增大,增大了叶轮的有效出口面积,随之叶轮的出口速度降低,水力损失减小,使得泵的性能曲线变得较为平坦。
叶轮直径与锉削长度关系见下表:叶轮进切割修正后,需要叶轮重新做静平衡,以消除叶轮切割所造成的叶轮不平衡超差。
3 改造后效果
从现场运行测试结果看,改造后的效果是明显的,完全满足了现场生产的要
求。
4 结论
鉴于现场应用效果,可根据生产工艺需要,对类似的离心泵进行改造,以此提高离心泵的工作能力,满足生产负荷要求,保证装置的安稳长满优运行,并节约大量的费用,值得推广应用。
参考文献
[1]汪云英,张湘亚主编.泵和压缩机[J].北京:石油工业出版社,1985.
[2]斯捷潘诺夫著.离心泵和轴流泵[J].
[3]姜培正.过程流体机械[J].北京:化学工业出版社,2001,8.
[4]关醒凡.现代泵技术手册[J].北京:宇航出版社,1996.。