离心泵叶轮切割定律的分析
- 格式:doc
- 大小:60.50 KB
- 文档页数:5
离心泵叶轮切割定律的分析离心泵叶轮切割定律的分析IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】离心泵叶轮切割定律的分析武汉三源泵业制造有限公司杨爱荣,甘根喜本文介绍了几种离心泵叶轮的切割定律及针对每种切割定律作出的具体分析,以寻找一个较为准确的计算叶轮切割的方法,从而达到一台泵的多性能要求,提高产品的通用性和系列化。
一、叶轮切割定律存在的条件及原因分析叶轮切割定律一式中:为叶轮切割前的流量、扬程、轴功率和叶轮外径。
Q、H、N、D2'为叶轮切割后的流量、扬程、轴功率和叶轮外径。
Q'、H'、N'、D2以上公式成立的条件是:1、叶轮切割前后的容积效率不变。
2、叶轮吸入口前液流无预旋,即绝对速度的圆周分量V u1等于零。
3、切割前后流液相似,速度三角形对应成比例。
4、切割前后叶轮出口宽度相等,即b2'=b2;出口面积不变即F2'=F2。
5、切割前后叶片出口角度不变,即β2'=β2.从大量的试验结果来看,4、5两个条件很难满足。
事实上切割前后的叶轮出口宽度、面积、叶片出口角有的变化较大,最大的变化约为10%。
这样就降低了叶轮切割定律的计算精度。
在实际应用中往往进行保守切割,增加切割次数来确认要求的性能参数。
另外瑞士的苏尔寿公司针对以上存在的问题提出了的修正系数,即D2'=D2'+(D2-D2'),该公司认为的修正系数安全可靠,在高效区运行时采用此法切割的叶轮特性曲线略高于要求的曲线。
以上方法在实际应用中较麻烦,而且要多次用试验验证计算结果。
因此有关文献针对不同比转数的泵提出了不同的计算方法,陈述事如下: 对于n s<60的低比转速离心泵:(a)、叶轮切割后叶片的出口角β2可能因叶轮外径D2的减小而发生一些变化,但可以用锉销叶片出口端面的方法加以修正,认为β2'=β2;(b)、锥形叶片出口端将会因切削而变厚,修锉叶片使它恢复到原形大小,可以认为切削叶前后叶片的排挤系数不变;(c)、对于n s<60的叶轮可以认为叶轮是前后盖板平行的经流叶轮,因此可近似地认为叶轮切割前后的出口宽度不变。
水泵叶轮切割分析水泵叶轮是水泵中最关键的部件之一,其工作原理是通过叶轮旋转将液体抽送出去。
因此,叶轮的切割分析对于水泵的性能和效率有着重要的影响。
首先,叶轮的切割形状对水泵的性能有着直接的影响。
叶轮的切割形状通常可以分为封闭式和开放式两种形式。
封闭式叶轮的切割形状类似于一个圆盘,中间开有若干个叶片,这种形状适合于输送液体粘度较高、含有固体颗粒较多的情况。
而开放式叶轮的切割形状类似于一个圆环,只有外围开有叶片,这种形状适合于输送清水或者低粘度的液体。
叶轮的切割形状还会影响到水泵的静压和动压分布,进而影响到水泵的扬程和流量。
其次,叶轮的切割尺寸对水泵的效率和运行稳定性也有着重要的影响。
叶轮的切割尺寸主要包括叶片的角度、叶片的长度、叶片的宽度等参数。
叶片的角度决定了叶轮与进口流体的角度,直接影响到叶轮的进口流道形状和出口流体的动能转换效率。
叶片的长度和宽度决定了叶轮的流道面积,影响到叶轮的流量和扬程。
叶轮的切割尺寸一般需要经过流体动力学分析和叶轮磨损预测等步骤得到最优解。
最后,叶轮的材质选择和切割工艺也需要进行分析。
叶轮通常采用金属材质,如铸铁、不锈钢等。
材质的选择需要考虑叶轮的强度、耐蚀性、耐磨性等因素。
叶轮的切割工艺一般采用数控切割或者电火花切割等工艺,以保证切割的精度和表面质量。
综上所述,水泵叶轮的切割分析对于水泵的性能和效率有着重要的影响。
切割形状、尺寸、材料和工艺等因素都需要进行综合考虑,通过流体动力学分析和叶轮磨损预测等手段得到最优化的切割方案,以提高水泵的运行效率和稳定性。
叶轮切割针对某一叶轮,可以切割其外径来改变性能,以下标2表示切割后尺寸和性能,下标1表示原来的性能,则切割前后的性能在相同转速下的变化如下:流量Q2/Q1=D2/D1;扬程H2/H1=(D2/D1)^2;功率N2/N1==(D2/D1)^3。
需要注意的是,上述公式只在一定范围内切割外径时成立,一般范围是不超过原直径的30%。
Q2/Q1=D2/D1:流量与直径成正比。
H2/H1=(D2/D1)^2:扬程与直径的平方成正比,因为直径与线速度成正比,而动能是与速度的平方成正比的。
N2/N1==(D2/D1)^3:功率与流量和扬程成正比,所以是与直径的3次方成正比。
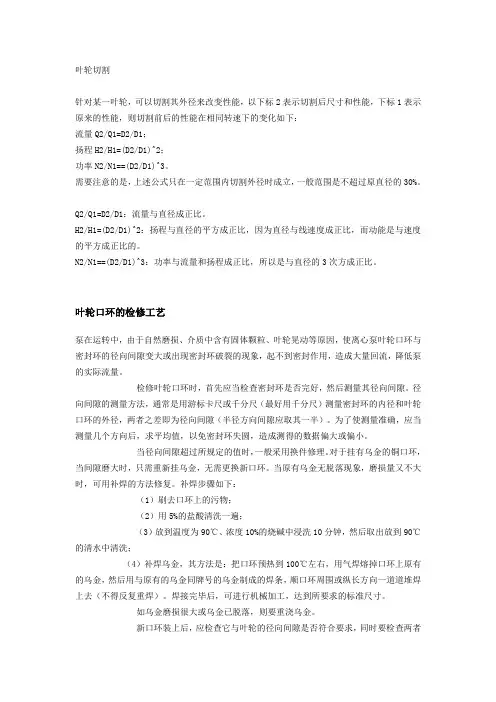
叶轮口环的检修工艺泵在运转中,由于自然磨损、介质中含有固体颗粒、叶轮晃动等原因,使离心泵叶轮口环与密封环的径向间隙变大或出现密封环破裂的现象,起不到密封作用,造成大量回流,降低泵的实际流量。
检修叶轮口环时,首先应当检查密封环是否完好,然后测量其径向间隙。
径向间隙的测量方法,通常是用游标卡尺或千分尺(最好用千分尺)测量密封环的内径和叶轮口环的外径,两者之差即为径向间隙(半径方向间隙应取其一半)。
为了使测量准确,应当测量几个方向后,求平均值,以免密封环失圆,造成测得的数据偏大或偏小。
当径向间隙超过所规定的值时,一般采用换件修理。
对于挂有乌金的铜口环,当间隙磨大时,只需重新挂乌金,无需更换新口环。
当原有乌金无脱落现象,磨损量又不大时,可用补焊的方法修复。
补焊步骤如下:(1)刷去口环上的污物;(2)用5%的盐酸清洗一遍;(3)放到温度为90℃、浓度10%的烧碱中浸洗10分钟,然后取出放到90℃的清水中清洗;(4)补焊乌金,其方法是:把口环预热到100℃左右,用气焊熔掉口环上原有的乌金,然后用与原有的乌金同牌号的乌金制成的焊条,顺口环周围或纵长方向一道道堆焊上去(不得反复重焊)。
焊接完毕后,可进行机械加工,达到所要求的标准尺寸。
如乌金磨损很大或乌金已脱落,则要重浇乌金。
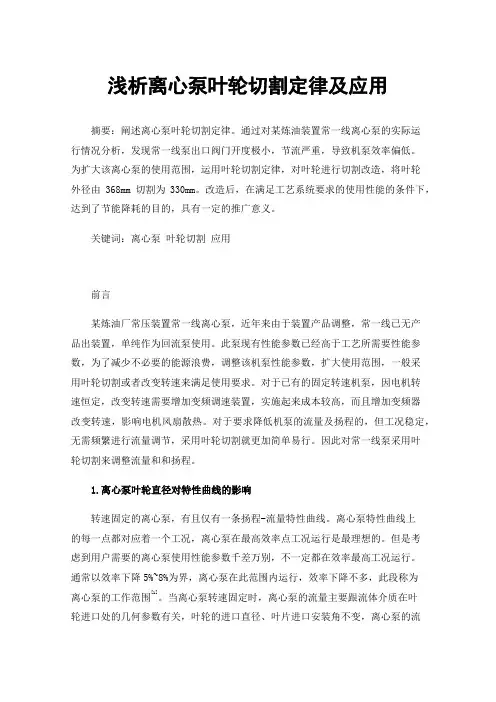
浅析离心泵叶轮切割定律及应用摘要:阐述离心泵叶轮切割定律。
通过对某炼油装置常一线离心泵的实际运行情况分析,发现常一线泵出口阀门开度极小,节流严重,导致机泵效率偏低。
为扩大该离心泵的使用范围,运用叶轮切割定律,对叶轮进行切割改造,将叶轮外径由368mm切割为330mm。
改造后,在满足工艺系统要求的使用性能的条件下,达到了节能降耗的目的,具有一定的推广意义。
关键词:离心泵叶轮切割应用前言某炼油厂常压装置常一线离心泵,近年来由于装置产品调整,常一线已无产品出装置,单纯作为回流泵使用。
此泵现有性能参数已经高于工艺所需要性能参数,为了减少不必要的能源浪费,调整该机泵性能参数,扩大使用范围,一般采用叶轮切割或者改变转速来满足使用要求。
对于已有的固定转速机泵,因电机转速恒定,改变转速需要增加变频调速装置,实施起来成本较高,而且增加变频器改变转速,影响电机风扇散热。
对于要求降低机泵的流量及扬程的,但工况稳定,无需频繁进行流量调节,采用叶轮切割就更加简单易行。
因此对常一线泵采用叶轮切割来调整流量和和扬程。
1.离心泵叶轮直径对特性曲线的影响转速固定的离心泵,有且仅有一条扬程-流量特性曲线。
离心泵特性曲线上的每一点都对应着一个工况,离心泵在最高效率点工况运行是最理想的。
但是考虑到用户需要的离心泵使用性能参数千差万别,不一定都在效率最高工况运行。
通常以效率下降5%~8%为界,离心泵在此范围内运行,效率下降不多,此段称为离心泵的工作范围[1]。
当离心泵转速固定时,离心泵的流量主要跟流体介质在叶轮进口处的几何参数有关,叶轮的进口直径、叶片进口安装角不变,离心泵的流量就基本确定。
但是由于叶轮切割前后,叶轮与蜗壳之间的间隙增大,这个间隙的大小直接影响到离心泵的效率。
其主要原因是间隙增大,导致滞留在蜗壳中的流体介质增加了,导致流量减小,效率降低。
图1:离心泵叶轮切割前后叶轮与蜗壳之间间隙为了扩大离心泵的工作范围,可以采用切割离心泵叶轮外径的方法,将工作范围由一条线变为一个面,如图2中的ABCD。
离心泵的切割定律(H1:H2)2=D1:D2 Q1:Q2=D1:D2从而可以看出叶轮的直径与扬程的平方成正比,与流量成正比。
叶轮直径越大扬程就越大,流量也越大,因为水流出的速度取决于叶轮旋转时产生的离心力和切线上的线速,直径越大,离心力和线速度就越大。
离心泵送水量越与真空度的关系:离心泵是离心力原理来完成抽水的,没有水时空转是会烧坏设备的。
抽真空要用真空泵或者一次抽真空二次抽真空的方法。
离心泵入口的真空度由三部分组成(建立泵入口处、吸入液面的方程即可得到)。
吸上高度,这个与流量无关,吸入装置的损失,与流量的平方成正文,建立泵入口处的动能头,与流量的平方成正比;其中第二项与第三项都与流量的平方成正比,因此泵进口处的真空度随流量的增加而增加。
水泵比转数定义公式与特性。
定义公式:在设计制造泵时,为了将具有各种各样流量、扬程的水泵进行比较,将某一台泵的实际尺寸,几何相似地缩小为标准泵,次标准泵应该满足流量为75L/s,扬程为1m。
此时标准泵的转数就是实际水泵的比转数。
比转数是从相似理论中得出来的一个综合性有因次量的参数,它说明了流量、扬程、转数之间的相互关系。
无因次量的比转数称为形式数,用K表示比转数ns = 3.65n√Q H 0.75 双吸泵Q取Q/2;多吸泵H取单级扬程; 如i级H取H/i ;式中n —转速(r / min) Q —流量(m3 / s); H —扬程(m);型式数K = 2 πn √Q 60 (gH) 0.75特性:同一台泵,在不同的工况下具有不同的比转数;一般是取最高效率工况时的比转数作为水泵的比转数大流量、低扬程的泵,比转数大;小流量、高扬程的泵,比转数小;低比转数的水泵,叶轮出口宽度较小,随着比转数的增加,叶轮出口宽度逐渐增加,这适应于大流量的情况;比转数标志了流量、扬程、转速之间的关系,也决定了叶轮的制造形状;离心泵比转数较低,零流量时轴功率小;混流泵和轴流泵比转数高,零流量时轴功率大;因此离心泵应关闭出口阀起动,混流泵和轴流泵应开启出口阀起动。
离心泵叶轮切割定律的应用离心泵是一种常见的液体输送设备,被广泛应用于工业、建筑和生活中。
离心泵的核心部件之一是叶轮,其设计和制造对泵的性能起着决定性的影响。
离心泵叶轮的设计中应用了离心泵叶轮切割定律,本文将对离心泵叶轮切割定律的应用进行探讨。
离心泵叶轮切割定律是离心泵叶轮的设计原理之一,其基本思想是通过改变叶轮的几何形状和叶片的角度来达到提高泵的效率和性能的目的。
在离心泵叶轮的设计中,切割定律主要应用于叶轮的出口端。
离心泵叶轮切割定律的核心概念是叶轮出口的速度三角,即速度三角法。
速度三角法是通过分析叶轮进口、出口处的流体速度和方向来确定最佳的叶轮叶片角度。
根据速度三角的设计原理,可以调整叶轮的出口流角和进口流角,以获得最佳的泵性能。
在离心泵叶轮切割定律的应用中,首先需要确定泵的设计工况参数,包括流量、扬程和转速等。
这些参数将影响叶轮的尺寸和几何形状。
根据设计工况参数,可以采用速度三角法计算叶轮的出口速度三角形状,进而确定最佳的叶轮出口流角和进口流角。
离心泵叶轮的切割定律还可应用于叶轮的叶片数目和叶片形状的确定。
叶片数目的选择与叶轮的流量和扬程有关。
一般情况下,叶片数目越多,流量越大,扬程越小。
叶片形状的选择与流体的性质、工作条件和叶轮的速度等因素有关。
通常情况下,叶片的前缘较薄、后缘较厚,能提供较高的效率。
离心泵叶轮的切割定律还可应用于叶轮的进口和出口截面形状的确定。
进口截面形状通常选择圆形或矩形,其目的是减小进口损失和提高进口流量。
出口截面形状通常选择背曲线或导流叶片等,以减小离心泵的出口损失和提高泵的性能。
除了叶轮的设计,离心泵叶轮切割定律还可应用于叶轮的制造和检测。
在叶轮的制造中,需要根据离心泵的设计要求和叶轮的几何形状,进行铸造或加工。
在叶轮的检测中,需要根据离心泵的工作参数和叶轮的几何形状,进行流量、扬程和效率等性能指标的测试和分析。
综上所述,离心泵叶轮切割定律在离心泵叶轮设计、制造和检测中起着重要的作用。
泵的相似定律和切割定律
首先,让我们来谈谈泵的相似定律。
泵的相似定律是指,在相
似条件下,模型泵与原型泵的性能参数和流体力学特性是相似的。
这意味着,如果两个泵在几何形状、流体性质和运行条件上是相似的,那么它们的性能参数,比如流量、扬程、效率等,也应该是相
似的。
这为工程设计提供了便利,因为可以通过对小型模型泵进行
测试来预测实际工作条件下的原型泵的性能,从而节约成本和时间。
其次,切割定律是指,当两个泵的几何尺寸相似,但运行速度
不同时,它们的性能参数仍然可以保持相似。
换句话说,如果我们
知道一个泵在某个速度下的性能参数,那么可以通过应用切割定律
来推断在不同速度下的性能参数。
这对于工程师来说非常有用,因
为可以通过调整泵的转速来实现所需的性能,而不必重新设计泵的
几何形状。
总的来说,泵的相似定律和切割定律为液体泵的工程设计提供
了重要的理论基础和实际指导,帮助工程师们更好地设计和选择泵
以满足特定的工程要求。
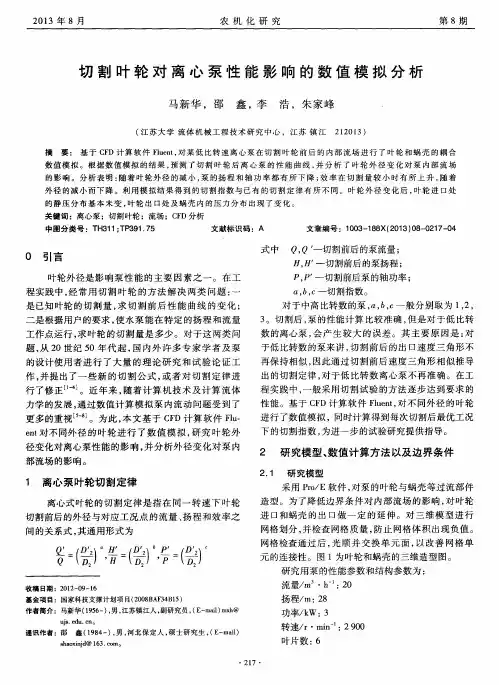
单级双吸离心泵叶轮切割定律应用实例摘要:离心泵在使用过程中存在驱动电机运行电流超额定电流,离心泵轴承振动和温度偏高,不能保证设备长周期稳定运行。
运用离心泵叶轮切割定律,重新计算叶轮尺寸,对叶轮进行机械切割,达到预期切割效果。
关键字:离心泵;叶轮;切割0引言离心泵安装后未能达到预期的满负荷运行效果,尤其是在供水高峰时,未能满足大负荷供水要求。
为了解决离心泵运行问题,曾考虑由离心泵厂家重新计算叶轮数据,制作新叶轮,再更换原装叶轮。
但是考虑到采购周期和费用问题,决定自己进行叶轮切割改造。
当离心泵出口阀门开度超过12%时,电机运行超出额定电流,离心泵流量仅是额定流量的71%,流量较小,且离心泵轴承振动和温度偏高。
1叶轮切割前现状和叶轮切割目的离心泵是卧式单级双吸水平剖分式结构,型号KQSN350-N4/765T,额定流量1450m³/小时,离心泵额定工作压力为2.0MPa,额定扬程200m,电机额定电流93.3A,正常运行时出口开度超过12%会造成电动机运行电流大于93.3A、出口压力1.9MPa。
由于离心泵出口压力在1.9MPa时,出口开度不超过12%,离心泵产生憋压,导致泵振动偏大,轴承温度在高值运行,无法满足设备长周期稳定运行的目标。
经过供水工艺系统实际测算,系统需要离心泵额定工作压力为1.7MPa,额定扬程170m,满负荷运行扬程高于130m,即离心泵满负荷运行表压大于1.3MPa,即可满足工艺要求。
叶轮切割前离心泵运行表压最大值是2.0MPa,离心泵运行压力明显高于供水系统运行压力,叶轮切割主要目的是降低出口压力(扬程)和离心泵功率,同时降低离心泵的轴承振动值和驱动电机运行电流。
2离心泵比转速计算n s = 3.65nQ1/2/H(3/4)式中参数名称及在本文中的取值: n s—比转速;Q—水泵或水轮机的流量m3/s,Q=0.19444m3/s,SH泵双吸Q=1/2Q;H—水泵扬程或水轮机水头m,H=200m;n—水泵或水轮机的转速r/min,n=1480/min。
关于叶轮切割,如何计算?若用户要求的性能低于已有泵的性能,或泵出厂试验结果流量,扬程偏高以及同一台泵装几种不同直径的叶轮提高产品的通用性,可以用切割叶轮外径作为解决这种问题的一种方法。
首先要了解一下:什么叫离心泵的切割定律?注意,本文主要讲离心泵, 混流泵会有点不一样.将离心泵原来的叶轮直径切小,如图2-1-3。
.即由D1 切割后改变为D2 时,它的流量、扬程、轴功率随之也要发生变化,这叫泵的切割定律。
式中——原来的叶轮直径、流量、扬程、轴功率;——泵叶轮直径切割后的叶轮直径、流量、扬程、轴功率。
举个例子吧:己知泵的叶轮直径=200mm。
流量=45m³/h,轴功率=12kW,求当叶轮直径切割到=170mm时,流量、扬程、轴功率有什么变化?解:切割叶轮直径后的流量为:切割叶轮直径后的扬程为:切割叶轮直径后的轴功率为:可见叶轮直径切小后,对应的流量、扬程、轴功率都变小了。
那效率会怎么变化了? 效率修正公式比较复杂, 此处就不列出, 只告诉大家结论: 效率会下降,具体下降程度, 大家可以用相关软件计算, 或用义维选型软件自动计算.还需要特别说明的是: 上面的计算公式只是理论上的, 还有很多计算公式, 例如:(一)经验修正公式(二)苏尔寿公式在实际应用中,推荐大家使用扬程切割公式更加准确。
再举个例子吧:己知泵的叶轮直径=300mm。
流量=100m³/h, 扬程137,轴功率=57kW,转速2950,如何达到扬程106m, 如何切割?解:由扬程切割公式计算过程如下利用选型软件绘制结果:叶轮直径允许切割量为多少?可以根据如下经验公式计算:。
设备运维关于离心泵叶轮外径切割方法的分析李明霖(中国石化海南炼油化工有限公司,海南洋浦578101)摘要:为增加离心泵工作范畴,人们常使用切割叶轮的方法,其不但操作简单,而且为实际生产创造了便利条件。
本文首先介绍了校对原型泵的性能参数与曲线,然后通过求解A 点的抛物线方程,确定相似工况点B的位置,最后提供离心泵叶轮外径外切割的有效方法。
旨在为有关人员提供参考,不断提高工作效率和质量。
关键词:离心泵;叶轮外径;切割方法1校对原型泵的性能参数和曲线在离心泵的性能曲线上,任何一点都代表着一个泵的作业工况,最佳的作业工况即在泵最高效率点稳定运作。
但用户对泵的要求各有所别,无法与此条件的工况保持统一。
要想让所有用户所需的泵都能在此点下稳定运作,则泵的规格将会越来越多。
鉴于此,划定一个范围,通常以效率下滑5%为界线。
泵在这一范围下运作,效率下滑不会过于明显,那么将此段叫做泵的工作范围。
利用改变转变切割叶轮外径或者更改转速的方法能增加泵的作业范围,从而保证工作效率下滑不会大于5%。
相同的离心泵在转速不变的情况下,叶轮外径的尺寸会对泵的性能参数造成重要影响。
直径愈大泵的扬程、轴功率和流量也就会愈大,直径愈小这几方面则会随之减少。
使用本文提供的方法能顺利找到原型泵和叶轮外径切割以后相关的性能参数点,有利于叶轮外径切割到位,满足不同用户的不同要求。
根据我国下发的有关规定要求,检测出泵的性能参数并描绘出对应曲线,即Q-H/P/η曲线。
若泵已经具有性能曲线,那么要校对工况点和之前工况点是否完全匹配。
如果匹配,要以之前性能曲线为基准展开接下来的工作,如果不匹配,便要以现在的性能曲线为基准展开后续工作。
2求解过A点的抛物线方程,定位相似工况点B 根据提供的参数,扬程H与流量Q,决定A工况点。
按照相似定律:一是Q1/Q=D1/D,二是H1/H=D1/D,算出H= H1Q2/Q12,令K=H1/Q12=const,得到H=KQ2。
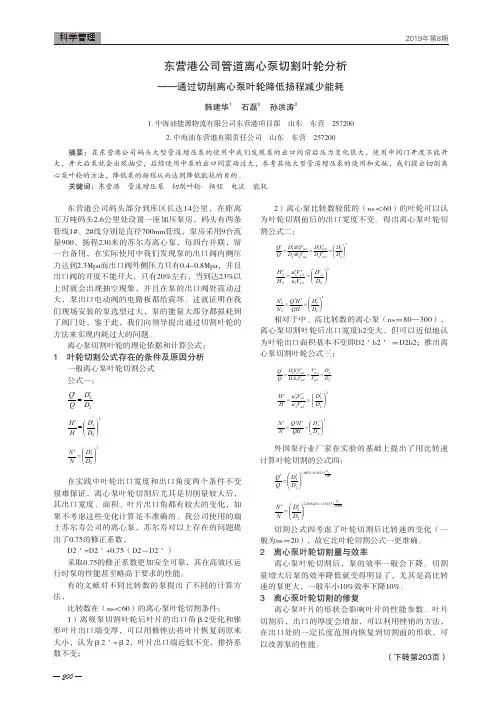
离心泵叶轮切割定律的分析
武汉三源泵业制造有限公司 杨爱荣,甘根喜
本文介绍了几种离心泵叶轮的切割定律及针对每种切割定律作出的具体分析,以寻找一个较为准确的计算叶轮切割的方法,从而达到一台泵的多性能要求,提高产品的通用性和系列化。
一、 叶轮切割定律存在的条件及原因分析 叶轮切割定律一
()12
2 D D Q Q '=' ()22
22 ⎪⎪⎭
⎫ ⎝⎛'='D D H H ()33
22 ⎪⎪⎭
⎫ ⎝⎛'='D D N N 式中:
Q 、H 、N 、D 2为叶轮切割前的流量、扬程、轴功率和叶轮外径。
Q '、H '、N '、D 2'为叶轮切割后的流量、扬程、轴功率和叶轮外径。
以上公式成立的条件是:
1、叶轮切割前后的容积效率不变。
2、叶轮吸入口前液流无预旋,即绝对速度的圆周分量V u1等于零。
3、切割前后流液相似,速度三角形对应成比例。
4、切割前后叶轮出口宽度相等,即b 2'=b 2;出口面积不变即F 2'=F 2。
5、切割前后叶片出口角度不变,即β2'=β2.
从大量的试验结果来看,4、5两个条件很难满足。
事实上切割
前后的叶轮出口宽度、面积、叶片出口角有的变化较大,最大的变化约为10%。
这样就降低了叶轮切割定律的计算精度。
在实际应用中往往进行保守切割,增加切割次数来确认要求的性能参数。
另外瑞士的苏尔寿公司针对以上存在的问题提出了的修正系数,即D 2'=D 2'+(D 2-D 2'),该公司认为的修正系数安全可靠,在高效区运行时采用此法切割的叶轮特性曲线略高于要求的曲线。
以上方法在实际应用中较麻烦,而且要多次用试验验证计算结果。
因此有关文献针对不同比转数的泵提出了不同的计算方法,陈述事如下:
对于n s <60的低比转速离心泵:
(a )、叶轮切割后叶片的出口角β2可能因叶轮外径D 2的减小而发生一些变化,但可以用锉销叶片出口端面的方法加以修正,认为β2'=β2;
(b)、锥形叶片出口端将会因切削而变厚,修锉叶片使它恢复到原形大小,可以认为切削叶前后叶片的排挤系数不变;
(c )、对于n s <60的叶轮可以认为叶轮是前后盖板平行的经流叶轮,因此可近似地认为叶轮切割前后的出口宽度不变。
以上分析得出叶轮切割定律二:
()12
222222222222
⎪⎪⎭
⎫ ⎝⎛'=''=''='D D V D V D V b D V b D Q Q m m m m ππ ()22
22222222
⎪⎪⎭
⎫ ⎝⎛'=''='D D V u V u H H u u
()34
2222
⎪⎪⎭
⎫ ⎝⎛'=''='D D QH H Q N N 对中、高比转数的离心泵n s =80—300,叶轮切割后出口宽度b 2
变大,可以近似地认为叶轮出口面积基本不变即D 2'b 2' =D 2b 2由此推出叶轮切割定律三:
()12
222222222
D D V V V b D V b D Q Q m m m m '='='''=' ()22
222222
⎪⎪⎭
⎫ ⎝⎛'=''='D D V u V u H H u u ()33
22 ⎪⎪⎭
⎫ ⎝⎛'=''='D D QH H Q N N 另外国内泵行业泵厂有实验的基础上又提出了用比转速计算叶轮切割的切割定律四:
()1100
29315.00855.122
s
n D D Q Q +⎪⎪⎭
⎫ ⎝⎛'=' ()2100
8438
.053448.122 s
n D D H H +⎪⎪⎭⎫ ⎝⎛'=' ()31000
151551.1305425.222 s
n
D D N N +⎪⎪⎭
⎫ ⎝⎛'='
切割定律四考虑了叶轮切割后比转速的变化(一般为n s =20),故它比叶轮切割定律一更准确,误差更小。
二、 叶轮切割量的限制
不管用哪种方法切割叶轮,叶轮切割后,泵的效率通常下降。
一般而言,切割量不大时,可以认为切割前后效率相等,随着切
割量的增加,效率下降值也增加,尤其是高n s泵(如轴流泵、混流泵叶轮外径一般不切割)。
因此,对不同比转速的泵限定了相应的许用切割量如下表:
三、叶轮切割后的修复
叶片的形状在一定程度上影响了叶片的性能参数。
在叶片切割后,叶片出口的厚度总是有所增加,通常采用锉销的办法使其在出口部位在一定长度范围内恢复到切割前的形状,以便改善泵的性能。
锉销的方法有两种:其一是锉销叶片工作面,这种方法只恢复了原来的叶片出口角,对泵的性能影响不大;其二是锉销叶片的背面,这样就增大了叶轮的有效出口面积,从而达到了增加流量的目的,对叶轮外径和锉销长度也列出了一个推荐的表格:
通过以上分析,我们得出以下几点结论:
1、传统的切割定律一有其局限性,精度不太高,对n s =60~300的离心泵来讲,切割定律一仍然有效,但在计算时建议优先采用公式(2),
这
样计算确度高一些.
2、对n s <60的离心泵用叶轮切割定律二,建议优先采用计算公式(2)
3、直接用n s求切割值,对于n s =30~300的离心泵,建议优先采用计算公式(2)
4、叶轮切割后,建议采用锉销叶片出口背面一定长度的方法尽可能地使其恢复到切割前叶片出口的形状,改善泵的性能。
参考书
水泵技术手册:关醒凡
水泵技术。