硬质合金堆焊工艺应用实践
- 格式:pdf
- 大小:719.01 KB
- 文档页数:2
硬面堆焊技术在各个领域的应用硬面堆焊就是对耐磨部件表面硬化处理的过程。
采用高硬度的药芯焊丝和WD-BX1型专业明弧平焊焊接设备进行表面堆焊,从而使耐磨部件表面形成比母材材质更耐磨的高铬复合碳化物,并能够使该高铬碳化物与母材很好的结合成一个整体。
采用这种技术会节约采购成本的50%以上,有效生产使用时间是原新品的2倍以上。
例如:企业购置新品进行生产活动,在耐磨件磨损到最佳生产效率以下时(磨损量约占新品总重量的一小部分),企业就会报废该部件重新购置,那么余下的大部分报废处理不经济,增加采购费用,加重企业经济负担。
因为采用硬面堆焊技术可以降低采购费用,又能延长耐磨部件的使用寿命,在各个行业得到了广泛的关注与应用。
下面就各个行业的实际情况,介绍硬面堆焊技术的应用。
1、钢铁行业硬面堆焊技术的应用钢铁厂的耐磨部件工作环境非常恶劣。
生产过程中温度高,冷热循环频繁,使耐磨设备加速磨损,增加钢铁厂的维修成本及工作人员的劳动强度。
例如钢铁厂中的连铸辊是连轧机的主体,在生产过程中,连铸辊通过产生挤压力来使钢坯成型。
此种工作原理使连铸辊受到钢坯的高温及反作用力的影响,就会使连铸辊的表面产生非疲劳性裂纹,可以直观看清,甚至成片状脱落。
给生产运行带来极大的不便,影响生产效率,甚至造成停产。
很多钢铁厂深知,购买新品交货工期长,而且生产成本也提高了一半以上。
以连轧机中的一个连铸辊为例,当该辊磨损到最佳生产率以下时,实际消耗不足整体辊子的1/10,那么9/10的铸辊报废处理不经济。
所以钢铁厂大都采用硬面堆焊技术,在报废的辊子表面堆焊硬面合金,直到堆到辊子原表面尺寸。
这样,一来可以降低生产成本的一半以上,二来缩短恢复生产的时间,另外,过钢量增长8~10倍,经济合理。
2、水泥生产企业硬面堆焊技术的应用目前新型干法生产线在我国蓬勃发展,立式磨机以它的低能耗被广泛应用到水泥生产线中。
例如:生料粉磨、熟料粉磨、煤粉粉磨以及矿渣粉磨。
立式磨机(通常称为立磨)因此成为相关企业关注的热点,从而也应运而生很多服务项目。


硬质合金钎焊技术的研究进展及展望金海斌发布时间:2021-08-27T06:39:01.220Z 来源:《基层建设》2021年第16期作者:金海斌[导读] 随着当前我国现代工业刀具领域的快速发展,硬质合金钎焊凭借其极高的化学硬度、强度及高的耐磨性浙江新锐焊接科技股份有限公司浙江 312452摘要:随着当前我国现代工业刀具领域的快速发展,硬质合金钎焊凭借其极高的化学硬度、强度及高的耐磨性,使其已经成为现代钎焊刀具技术的主要钎焊刀具专用材料,这也直接使得了硬质镍铬合金钢在钎焊刀具技术行业发展迅速。
本文对目前硬质合金钎焊耐热技术进展进行了探讨,明确目前有效提高硬质合金钎焊技术的几种相关研究方法,并对硬质合金钎焊技术在未来工业发展进一步需要解决的新技术问题研究做出了具体展望。
关键词:硬质合金,钎焊技术,研究进展近几年来,我国化工生产技术水平的不断稳步提高,使硬质金属合金刀具产品数量不断快速增长,目前已经逐渐占到所有合金刀具产品数量的60%以上。
与此同时,由于硬质钎焊合金材料本身无法广泛用于复杂不同形状合金刀具的焊接制备,再者又加上这种硬质钎焊合金材料相比于不锈钢来说,有着显著的热胀和膨胀应力系数上的差异,从而容易造成这种硬质钎焊合金刀具在传统钎焊操作过程中会因为在焊接时的应力过大而极易导致发生焊接开裂,这大大程度影响了传统钎焊合金技术的实际应用生产效果。
随着目前人们对金属焊接工业技术理论研究的不断深入,我国已经发明了许多新的金属焊接技术方法,如tig焊、电子束应力焊、扩散应力焊等,但这些焊接方法很难广泛适用于煤矿地质勘探、机械加工、矿山资源开采等焊接作业,因此我们只能选择采用合金钎焊焊接技术,虽然目前我国对硬质材料合金金属钎焊焊接技术已经进行了许多相应的技术改进,但很多人,们在实际工业生产中对使用硬质金属合金焊接工具也已经有了更高的技术要求,如何使硬质合金焊接工具具有更高的焊接性能,提高合金钎焊的效果,逐渐成为焊接行业技术发展中亟待解决的技术问题。
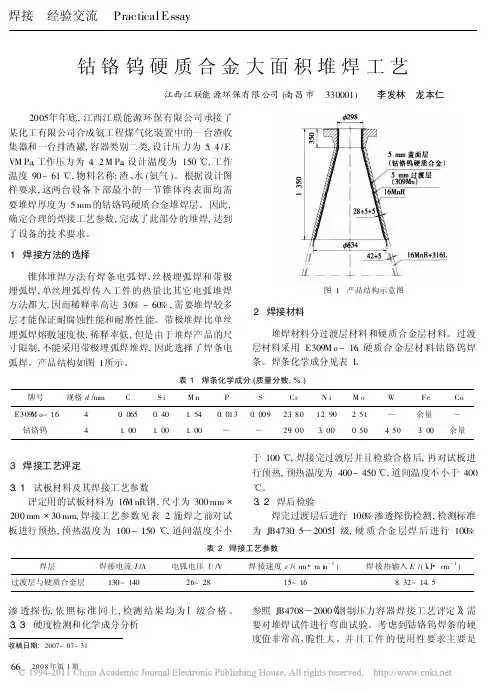
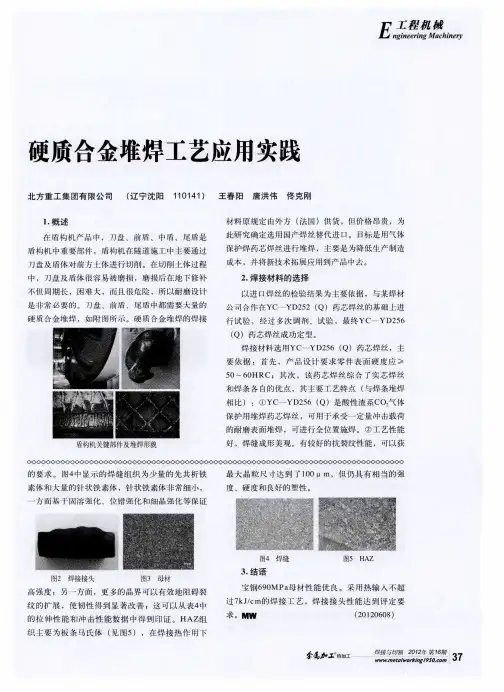
焊接 经验交流 Practical Essay2008年第1期钴铬钨硬质合金大面积堆焊工艺江西江联能源环保有限公司(南昌市 330001) 李发林 龙本仁2005年年底,江西江联能源环保有限公司承接了某化工有限公司合成氨工程煤气化装置中的一台渣收集器和一台排渣罐,容器类别二类,设计压力为5.4/F .VM Pa ,工作压力为4.2M Pa ,设计温度为150 ,工作温度90~61 ,物料名称:渣、水(氨气)。
根据设计图样要求,这两台设备下部最小的一节锥体内表面均需要堆焊厚度为5mm 的钴铬钨硬质合金堆焊层。
因此,确定合理的焊接工艺参数,完成了此部分的堆焊,达到了设备的技术要求。
1 焊接方法的选择锥体堆焊方法有焊条电弧焊、丝极埋弧焊和带极埋弧焊,单丝埋弧焊传入工件的热量比其它电弧堆焊方法都大,因而稀释率高达30%~60%,需要堆焊较多层才能保证耐腐蚀性能和耐磨性能。
带极堆焊比单丝埋弧焊熔敷速度快,稀释率低,但是由于堆焊产品的尺寸限制,不能采用带极埋弧焊堆焊,因此选择了焊条电弧焊。
产品结构如图1所示。
图1 产品结构示意图2 焊接材料堆焊材料分过渡层材料和硬质合金层材料。
过渡层材料采用E309M o -16,硬质合金层材料钴铬钨焊条。
焊条化学成分见表1。
表1 焊条化学成分(质量分数,%)牌号规格d /mmC S i M n P S Cr N i M o W F e Co E309M o-1640.0650.401.540.0130.00923.8012.902.51 余量 钴铬钨41.001.001.0029.003.000.504.503.00余量3 焊接工艺评定3.1 试板材料及其焊接工艺参数评定用的试板材料为16M nR 钢,尺寸为300mm200mm 30mm,焊接工艺参数见表2,施焊之前对试板进行预热,预热温度为100~150 ,道间温度不小于100 ,焊接完过渡层并且检验合格后,再对试板进行预热,预热温度为400~450 ,道间温度不小于400 。