钴铬钨硬质合金大面积堆焊工艺
- 格式:pdf
- 大小:591.36 KB
- 文档页数:3
焊接 经验交流 Practical Essay2008年第1期钴铬钨硬质合金大面积堆焊工艺江西江联能源环保有限公司(南昌市 330001) 李发林 龙本仁2005年年底,江西江联能源环保有限公司承接了某化工有限公司合成氨工程煤气化装置中的一台渣收集器和一台排渣罐,容器类别二类,设计压力为5.4/F .VM Pa ,工作压力为4.2M Pa ,设计温度为150 ,工作温度90~61 ,物料名称:渣、水(氨气)。
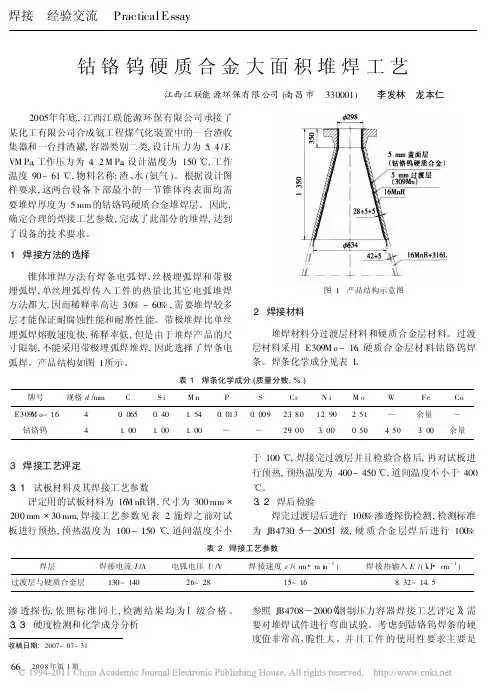
根据设计图样要求,这两台设备下部最小的一节锥体内表面均需要堆焊厚度为5mm 的钴铬钨硬质合金堆焊层。
因此,确定合理的焊接工艺参数,完成了此部分的堆焊,达到了设备的技术要求。
1 焊接方法的选择锥体堆焊方法有焊条电弧焊、丝极埋弧焊和带极埋弧焊,单丝埋弧焊传入工件的热量比其它电弧堆焊方法都大,因而稀释率高达30%~60%,需要堆焊较多层才能保证耐腐蚀性能和耐磨性能。
带极堆焊比单丝埋弧焊熔敷速度快,稀释率低,但是由于堆焊产品的尺寸限制,不能采用带极埋弧焊堆焊,因此选择了焊条电弧焊。
产品结构如图1所示。
图1 产品结构示意图2 焊接材料堆焊材料分过渡层材料和硬质合金层材料。
过渡层材料采用E309M o -16,硬质合金层材料钴铬钨焊条。
焊条化学成分见表1。
表1 焊条化学成分(质量分数,%)牌号规格d /mmC S i M n P S Cr N i M o W F e Co E309M o-1640.0650.401.540.0130.00923.8012.902.51 余量 钴铬钨41.001.001.0029.003.000.504.503.00余量3 焊接工艺评定3.1 试板材料及其焊接工艺参数评定用的试板材料为16M nR 钢,尺寸为300mm200mm 30mm,焊接工艺参数见表2,施焊之前对试板进行预热,预热温度为100~150 ,道间温度不小于100 ,焊接完过渡层并且检验合格后,再对试板进行预热,预热温度为400~450 ,道间温度不小于400 。
3.2 焊后检验焊完过渡层后进行100%渗透探伤检测,检测标准为JB4730.5 2005 级,硬质合金层焊后进行100%表2 焊接工艺参数焊层焊接电流I /A 电弧电压U /V焊接速度v /(c m m i n -1)焊接热输入E /(kJ cm -1)过渡层与硬质合金层130~14026~2815~168.32~14.5渗透探伤,依照标准同上,检测结果均为 级合格。
3.3 硬度检测和化学成分分析收稿日期:2007-07-31参照JB4708 2000 钢制压力容器焊接工艺评定 ,需要对堆焊试件进行弯曲试验。
考虑到钴铬钨焊条的硬度值非常高、脆性大。
并且工件的使用性要求主要是66Practical Essay 经验交流 焊接2008年第1期提高工件表面的耐磨性。
所以只进行了硬度检测和化学成分分析,结果符合设计要求。
硬度检测结果为:43HRC 、44HRC 、43HRC 。
在焊态表面取样进行化学成分分析,分析结果见表3。
表3 熔敷金属化学成分(质量分数,%)C S i M n P S Cr N i M o W F e Co 0.960.500.960.0010.00130.002.40.353.003.60余量4 产品焊接4.1 焊前准备(1)依据 锅炉压力容器管道焊工考试与管理规则 规定,对焊工进行考试,手工堆焊合格的焊工,方可对产品进行堆焊施工。
(2)锥体待堆焊表面必须进行除油、除锈处理,露出金属光泽后进行100%渗透探伤检测,达到J B4730.5 2005 级,方可进行堆焊。
因为钴铬钨焊条在焊接过程中很容易产生裂纹,所以在焊接产品时制定了相应的工艺措施,以保证堆焊顺利进行。
4.2 硬质合金层堆焊4.2.1 过渡层堆焊过渡层堆焊之前需对锥体进行预热,温度为100~150 ,焊接电流为140A,电弧电压为26~28V,焊接速度为15~16c m /m in ,焊接过程中用电加热块保证整体锥体堆焊焊缝的层间温度始终不低于预热温度;采用较小的焊接参数,使用小电流短弧多道焊施焊,降低焊接过程中的热输入量;堆焊时焊条不得摆动,以降低热影响区的范围;始终沿锥体母线方向进行堆焊,相邻焊缝间的搭接量达到焊缝宽度的1/3~1/2;采用退位焊法,以避开相邻焊道间的起弧点与收弧点。
过渡层堆焊完毕后进行外观检测,然后对整个锥体进行中间消除应力热处理,中间消除应力热处理后对过渡层进行100%PT 检测,检测标准为J B4730.5 2005 级。
4.2.2 钴铬钨硬质合金堆焊对过渡层进行表面清理,清理干净后方可进行钴铬钨硬质合金堆焊。
根据钴铬钨焊条的技术要求,堆焊之前必须对工件进行预热,为了便于控制预热温度,采用电加热块预热加温,同时在锥体加热面设置4处热电偶进行自动控温,以保证堆焊工件整体加热均匀,控制在400~450 范围内,预热到位后堆焊钴铬钨硬质合金层,堆焊钴铬钨硬质合金层的焊接参数与堆焊过渡层一样,焊接完毕之后立即进行消除应力热处理。
热处理后对表面层进行100%渗透探伤渗透探伤检测,检测标准为JB4730.5 2005 级。
最后对钴铬钨硬质合金层不同位置进行硬度检测,总共检测了9点,检测结果见表4。
表4 堆焊表面硬度测量值HRC检测位置123456789424343414042424342由于堆焊钴铬钨硬质合金层的预热温度较高以及堆焊过程中焊工的劳动强度大,因此,在堆焊钴铬钨硬质合金层之前,制作了一个与工件内壁相近似并开有施焊框口的隔热装置(如图2所示),以防止热量散失和减少热辐射对焊工的危害。
图2 施焊隔热装置5 结 论(1)采用大面积的钴铬钨硬质合金堆焊产品时,达到规定预热温度、严格控制层间温度和焊接技能较好的焊工是堆焊的关键。
(2)焊接过程中应采用较小的焊接参数,小电流短弧多道焊施焊,降低焊接过程中的热输入量;堆焊时焊条不得摆动。
67焊接 经验交流 Practical Essay2008年第1期(3)焊接过程中须选择一定的工装对产品进行预热、控制层间温度、保温缓冷等一系列措施,以防止焊接缺陷的产生。
(4)堆焊工作必须一次性完成,且堆焊完毕后应立即进行消除应力热处理。
(5)选择合适的焊后热处理温度及保温范围,可以有效地降低焊接残余应力。
作者简介: 李发林,1980年出生,助理工程师,主要从事锅炉和压力容器焊接技术工作。
泥浆泵液缸补焊工艺宝鸡石油机械有限责任公司(721002) 白永宏 荀凌宇辽河石油工程建设监理公司(盘锦市 124010) 曹晓东泥浆泵吸入液缸为F 系列泵体密封结构,承受最高压力为52M Pa ,一般工作压力为35MPa 。
油田一台服役泥浆泵吸入液缸孔密封出现麻点状孔,严重影响了密封性能,由于加工一台吸入液缸工期比较长,决定对液缸进行现场修补。
1 液缸焊接性分析液缸材质为30Cr M oRE 锻造件(调整状态),其化学成分见表1。
抗拉强度为833~960M Pa ,屈服强度为656M Pa ,伸长率为A 15%。
由公式:C eq =C +M n 6+Cr+M o+V 5+N i+Cu15求出液缸的碳当量C eq =0.64%,由于C eq >0.6%,该材料焊接性较差,必须采取适当的预热和严格的工艺措施。
中碳钢焊接时,防止裂纹比提高接头强度更为重要,选用焊条时采用低匹配原则,选用J506焊条进行补焊。
预热温度为250~300 。
表1 30CrMoRE 的化学成分(%)C S iM n P S CrM oRE F e 0.340.310.490.0260.0100.850.16微量余量2 补焊工艺(1)按图1所示尺寸用立车将液缸缺陷处沿圆周方向及向下方向各车掉2mm ,看不见裂纹为止。
(2)用氧乙炔中性焰加热焊区,其全范围至少为75mm,加热温度为250~300 。
(3)焊接方法采用焊条电弧焊,焊接工艺参数:焊条直径 3.2mm,焊接电流I =110~130A,电弧电压U =23V 1V,焊接速度v =130~150mm /m i n 。
(4)焊接时用直流反接及工件接电源负极,每焊完一道后要使焊缝层间温度降至150~200 后,再焊下一道。
当完全焊好后清理焊区,回火加热至150~200 ,然后自然冷却。
焊接时两棱角处应焊接饱满,焊层厚度最薄处不小于3mm 。
(5)完全冷却后在立车或镗床上加工,找正内孔及端面A,端面跳动公差小于0.05mm 。
先将端面A 车削平(向下约0.5mm ),粗糙度为3.2 m,经磁粉探伤未发现裂纹,然后按图纸要求进行加工。
图1 液缸密封结构示意图3 结 论修复后的液缸投入使用后,达到了焊接修复要求,表明选用的焊条和采用的工艺方法是正确的,从而保证了油田用户的生产进度。
作者简介: 白永宏,1969年出生,焊接工学学士,国际焊接工程师。
68。