首巡末件检验记录表
- 格式:xls
- 大小:23.50 KB
- 文档页数:2


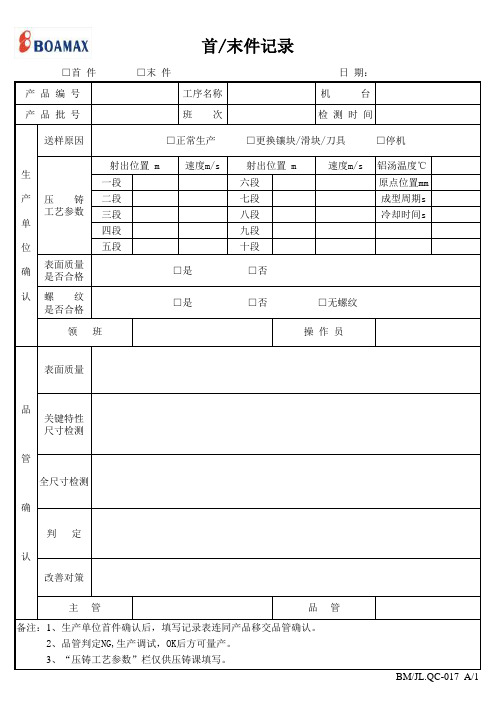
日 期:工序名称机 台班 次检 测 时 间送样原因
速度m/s 速度m/s 铝汤温度℃一段六段原点位置mm 二段七段成型周期s 三段八段冷却时间s 四段九段五段十段表面质量是否合格螺 纹是否合格
改善对策
主 管备注:1、生产单位首件确认后,填写记录表连同产品移交品管确认。
2、品管判定NG,生产调试,OK后方可量产。
3、“压铸工艺参数”栏仅供压铸课填写。
品 管
表面质量
判 定
生
产
单
位
确
认□正常生产 □更换镶块/滑块/刀具 □停机 □是 □否 □无螺纹品
管
确
认
关键特性尺寸检测全尺寸检测
首/末件记录
□首 件 □末 件
压 铸工艺参数产 品 批 号
产 品 编 号
射出位置 m 射出位置 m 领 班操 作 员 □是 □否。



机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。