树脂自硬砂抗压强度测量研究
- 格式:pdf
- 大小:199.33 KB
- 文档页数:3

树脂的物理性质分析和测量方法树脂是一种非常常见而且实用的材料,它具有许多之前的材料所不具备的优点。
树脂可以用于制作各种各样的产品和构件,比如电子产品的外壳、汽车和飞机的零件、建筑材料等等。
这些应用需要树脂具有一定的物理性质,如硬度、强度、耐腐蚀性能等等。
然而,同样的树脂可能具有不同的物理性质。
这是由于树脂中的分子结构、化学成分以及制造过程都可能对其性质产生影响。
因此,了解树脂的物理性质分析和测量方法非常重要。
一、硬度测试硬度是树脂物理性质中比较重要的一个指标,是指材料抵抗外界物理负荷的能力。
在工业生产过程中,常常需要对树脂的硬度进行测试,以确定其质量和可靠性。
常见的硬度测试包括:1. 洛氏硬度测试:这是一种用于金属和非金属材料硬度测试的方法之一。
通过在测试对象表面施加定量压力,然后利用洛氏硬度计来测量压力下的缺口表面积,从而得出硬度数值。
洛氏硬度测试是一种快速、简单、无损的测试方法,常见于生产现场、实验室等环境。
2. 布氏硬度测试:这种硬度测试方法通常适用于金属材料。
测试时,打在材料表面的缺口深度会被测量,并根据公式计算硬度值。
布氏硬度测试主要用于硬度值较小的材料。
3. 石墨硬度测试:这是一种基于石墨和材料之间的磨擦损耗来测试硬度的方法。
测试时,以一定压力和速度在测试对象表面运动的石墨条会引起材料表面的磨损。
通过比较不同压力和速度下的磨损程度,可以确定材料的硬度值。
二、拉伸测试另一种常见的树脂物理性质测试方法是拉伸测试。
这是一种确定材料断裂抗力、伸长能力等性质的方法。
拉伸测试一般的步骤如下:1. 制备标准的DD取样;2. 将取样放入拉伸试验机中;3. 施加足够大的力使试样发生塑性变形;4. 测量在破坏前、断裂发生时及停止施加力后测得的长度和宽度,从而确定拉伸性质。
拉伸试验是一项动态的试验,可以在不同的温度和湿度下进行,以便评估树脂在不同环境下的性能。
三、其它测试方法除了以上两种测试方法,还有许多其他的树脂物理性质测试方法。

树脂砂强度及性能的分析树脂砂是一种用于铸造和造型工艺中的粘结剂,在这些工艺中,树脂砂被用作铸造模具和芯子材料。
树脂砂的强度和性能是确定其适用性和可行性的重要指标。
在本文中,我将对树脂砂的强度和性能进行分析。
首先,让我们来看一下树脂砂的强度指标。
树脂砂的强度主要包括抗压强度、抗拉强度和抗剪强度。
抗压强度是指树脂砂在承受压力下的抗破坏能力。
高抗压强度意味着树脂砂可以承受更大的压力,这对于铸造过程中的压力变化是非常关键的。
抗拉强度是指树脂砂在拉伸力下的抗破坏能力。
高抗拉强度意味着树脂砂可以承受更大的拉伸力,提高了铸件的强度。
抗剪强度是指树脂砂在剪切力下的抗破坏能力。
高抗剪强度意味着树脂砂可以承受更大的剪切力,这对于一些需要承受剪切力的铸件是非常重要的。
其次,我们来看一下树脂砂的其他性能指标。
树脂砂的流动性是指树脂砂在充填模具过程中的流动性能。
良好的流动性能可以确保树脂砂能够充分填充模具,形成与模具相符合的铸件。
此外,树脂砂的耐火性也是一个重要的指标,它指的是树脂砂在高温下的稳定性和耐火程度。
高耐火性意味着树脂砂可以在高温下保持其性能,而不会熔化或分解。
树脂砂的耐火性对于铸造过程中遭受高温的情况是非常重要的。
此外,树脂砂的凝固时间和干燥时间也是需要考虑的重要指标。
凝固时间是指树脂砂从液态到固态的时间,干燥时间是指树脂砂从湿态到干态的时间。
合理的凝固时间和干燥时间可以确保树脂砂能够充分固化并达到所需的强度。
最后,我们来看一下树脂砂强度及性能的分析方法。
树脂砂强度和性能的分析可以通过实验和测试来完成。
例如,可以通过抗压试验、抗拉试验、抗剪试验等来测量树脂砂的强度。
此外,还可以通过流动性测试、耐火性测试、凝固时间测试和干燥时间测试等来评估树脂砂的性能。
这些测试可以有助于确定树脂砂的适用性和可行性,并为铸造过程中的树脂砂选择提供参考依据。
总之,树脂砂的强度和性能是铸造和造型工艺中重要的指标。
通过分析树脂砂的强度和性能,可以确定其适用性和可行性,并为树脂砂的选择和使用提供参考依据。

呋喃树脂自硬砂控制技术程利军零正技罗勇广西柳工机械股份有限公司广西柳州545007)摘要本文主要从硅砂的性能要求、造型过程的控制和再生砂的回用等对呋喃树脂自硬砂技术进行了探讨,供广大铸造同行参考。
关键词呋喃树脂自硬砂硅砂造型再生砂在线检测随着中国制造业近几年的长足发展,中国的铸造业也迎来了历史上最好的发展机遇。
目前,我国铸件的产量已连续多年位居世界之首。
呋喃树脂自硬砂工艺由于其生产周期短、铸件表面精度高、铸件质量容易控制、柔性化制造能力高等特点,已经被广泛的应用到机床铸件、耐磨铸件、工程机械铸件等产品中。
而铸造企业能否发挥呋喃树脂自硬砂的特点,有效的提高铸件的质量,这与型砂的控制技术有着密切的关系。
砂型铸造行业公认型砂控制技术、熔炼控制技术和管理水平三者决定了一个铸造厂在市场上的竞争能力,由此可见型砂的控制技术在铸造业中的重要性。
本文就呋喃树脂砂的一些控制技术提出一些个人的观点,希望同行提出批评指正。
1硅砂的技术要求1.1 硅砂的粒度组成硅砂的粒度反映了硅砂的颗粒大小和分布状态。
由于自硬砂强度的获得是依靠呋喃树脂“包覆”硅砂表面形成的高分子链,所以硅砂的粒度越细,从理论上说获得同样强度的树脂消耗量就越大,型砂的成本也就越高,所以在保证铸件不发生粘砂缺陷的前提下,尽可能提高硅砂的粒度。
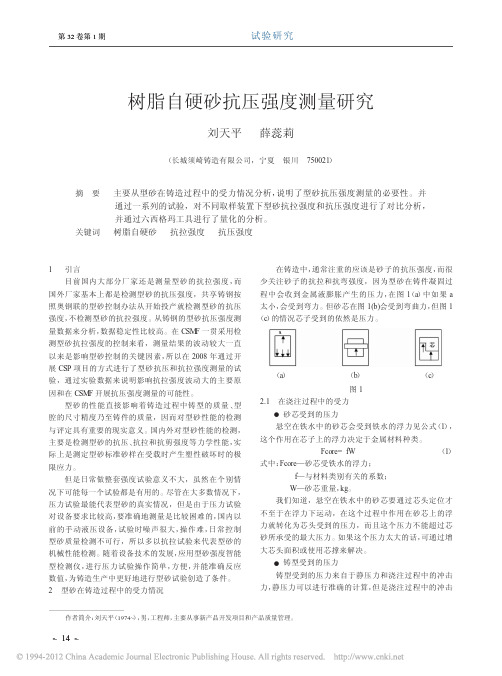
1.2硅砂的角形系数硅砂的角形系数S=Sw/St图l试样抗拉强度与型砂粒度关系注:实验型砂组成的余量为0.212目以下Sw一硅砂的实际比表面积(cm2/g)St一硅砂的理论比表面积(cm2/g)硅砂的角形系数越小,表面就越园整,同样体积的硅砂表面积越小,硅砂和呋喃树脂的物理和化学结合力就越强,获得同样的抗拉强度需要的树脂消耗量就越低。
作为自硬砂用的硅砂角性系数要求≤1.30,最好≤1.15。
1.3硅砂的加工处理由于天然硅砂有大量直径小于0.02的泥分和一些污染物和一些有碱性的物资,泥分的存在极大的降低了硅砂的粒度组成,提高了树脂的消耗量,同时有碱性的物资在树脂砂硬化过程中消耗了大量的催化剂——对甲苯磺酸等物资,造成砂型硬化很慢甚至不硬化,所以硅砂必须经过擦洗和粒度分选处理。

铸造技术:自硬呋喃树脂砂性能及优缺点进群须知,供应商和业务员禁止入群表面稳定性将经 24小时硬化后的φ 50×50试样称重 W 1;然后放在 14目筛上振动 2分钟,再称重 W 2,则表面稳定性为:SSI=W 2/W 1 × 100%砂型(芯)表面稳定性不足会导致冲砂及砂眼、机械粘砂等缺陷,一般来说表面稳定性的好坏与型砂常温强度的高低是一致的。
增加树脂加入量,选择合适的固化剂品种及加入量,不超过可使用时间,造型时适当的紧实,芯盒填砂面用刮刀墁平等等都可提高表面稳定性。
生产上要求砂型(芯)的互作表面(即与铁水接触的表面)稳定性应大于 90%,现场经验判定方法是用手指摩擦硬化后的型(芯)表面,一般以摸不下砂粒为准。
透气性它与硬化速度无关,与砂的粒型和粒度组成有关,颗粒越小,粒度越分散,含微分越多则透气性越差,粘结剂加入量多也影响透气性。
透气性好是呋喃树脂砂的一个优点,他弥补了有机铸型发气量大的优点,但也不可忽视采用集中通气等方式解决砂型和型芯的通气。
发气量呋喃树脂是有机粘结剂,型砂发气量主要与树脂的成分和加入量有关。
脲醛的发起量大,而糠醇和甲醛的发气量低。
加入量大,发气量相应增大而且发气时间也延长,但与发气的增长率不成比例。
千方百计降低树脂加入量之所以成为树脂砂互艺最基本的问题之一,除了经济上的原因之外,也是为了尽量降低砂型发气量,以减少铸件的气孔、呛火等缺陷。
由于发气量与型砂灼减量成正比,为方便起见,生产厂常以测定型砂灼热减量的方法代替测定发气量。
溃散性其指标用高温残留强度高低来反映。
将试样经 24小时硬化后放在 100、 200、300℃的电炉中保持一定时间,取出冷却至室温,测定其抗压强度。
残留抗压强度越低,说明溃散性越好。
一般说呋喃砂溃散性比较好,500℃左右残留强度为零。
实际砂型浇注后,由于树脂砂导热性较差,靠近铁水部分的砂层经受高温显示出较好的溃散性,但离铁水稍远一些的砂层受到热作用较小,残留强度仍然很高。
铝合金铸造用树脂砂工艺性能分析隋国超佟鑫张清龙张立东发布时间:2023-07-04T23:53:36.215Z 来源:《科技新时代》2023年8期作者:隋国超佟鑫张清龙张立东[导读] 本文针对铝合金铸造工艺中常用的树脂砂工艺,对其性能进行了分析和评估。
首先介绍了树脂砂工艺的基本概念和流程,然后对树脂砂的基本性质、热性能、力学性能以及微观结构进行了分析。
接着介绍了树脂砂的工艺性能测试方法和指标,以及对测试结果的分析,为铝合金铸造工艺提供了科学依据。
中国航发哈尔滨东安发动机有限公司黑龙江哈尔滨 150066摘要:本文针对铝合金铸造工艺中常用的树脂砂工艺,对其性能进行了分析和评估。
首先介绍了树脂砂工艺的基本概念和流程,然后对树脂砂的基本性质、热性能、力学性能以及微观结构进行了分析。
接着介绍了树脂砂的工艺性能测试方法和指标,以及对测试结果的分析,为铝合金铸造工艺提供了科学依据。
关键词:铝合金铸造;树脂砂工艺;性能随着工业生产的不断发展,铝合金铸造工艺逐渐成为现代工业生产中的重要环节。
而树脂砂铸造工艺,作为铸造工艺中的一种重要技术,因其具有造型灵活、成本低廉、生产效率高等优势,而被广泛应用于铝合金铸造工艺中。
本文旨在通过对树脂砂铸造工艺的性能分析和评估,深入了解树脂砂铸造工艺的特点和性能表现,为铸造工艺的优化和改进提供科学依据。
1、树脂砂工艺概述树脂砂工艺是一种常用于铸造领域的铸造工艺,其基本原理是将特定比例的树脂、固化剂和填料混合制成铸型,通过固化形成具有一定形状和尺寸的铸件。
树脂砂铸造工艺具有成本低、生产效率高、适应性广等优点,因此在航空、汽车、机械、电力等领域被广泛应用。
树脂砂通常是由有机树脂(如酚醛树脂、环氧树脂、聚酯树脂等)和填料(如石英砂、水玻璃砂等)组成的,树脂的主要作用是固化填料形成铸型。
在铸造过程中,树脂砂铸型先进行加热处理,将其中的水分和挥发物除去,再进行烘烤固化,使树脂与填料固化在一起形成完整的铸型,最后通过浇注金属,将熔融的金属倒入铸型中,冷却后取出铸件。
自硬树脂再生砂的质量控制自硬树脂砂一般多采用机械再生法。
通常情况下,自硬树脂砂的质量控制项目有:粒度分布、微粉含量、残留含水量、灼烧减量、残留含氮量、残留含碳量、耗酸量、耗碱量、含硫量、含氧化铁量、砂温、室温等。
一、粒度分布、微粉含量和残留含水量新砂及其再生砂的粒度分布、微粉含量和残留含水量等变化情况见下表所列。
微粉含量指砂中颗粒度在150目以下(有的指200目以下)至底盘以上微粉,以及底盘中至大于20um的粉尘的总含量。
(注:微粉:对30/50、40/70筛号的原砂,140筛号以下称为微粉;对50/100、70/140筛号的原砂,200筛号以下为微粉;对100/200筛号的原砂,270筛号以下为微粉。
)表:粒度分布、微粉含量和残留含水量表:日本丰田工厂所用新砂和再生砂的对比微粉含量高,不但降低树脂砂的强度(如在再生砂中增加150目以下的微粉0.5%,则树脂砂强度将降低20%),而且会降低它的表面稳定性,同时还要增加粘结剂的加入量,以及使再生砂的灼烧减量大大增高,从而引起铸件的气孔缺陷。
在日常生产中,一般要求微粉含量<1%-1.5%,底盘上的粉尘含量<0.2%。
在旧砂再生时,可以通过调整机械再生装置的除尘抽风量来控制微粉含量;若大于要求值,可加大抽风量,将微粉抽出。
在再生砂质量控制较好的工厂中,经过多次除尘处理后,再生砂中的微粉含量一般比新砂的要低。
在日常生产中为了检查砂子的粒度分布和微粉含量的变化情况,每月至少要测定一次。
因为再生砂反复使用时砂颗粒有变小的趋势(其程度与砂粒结构、新砂的粒度分布等有关),所以要求砂粒结构为单一晶体,而不要是复合结晶的。
新砂的含水量仅与其干净程度和运输过程等有关,而再生砂中的含水量则与生产管理有关。
新砂、再生砂的含水量一般要求<0.2%。
含水量对树脂砂的强度和硬化速度有明显的不利影响,特别是对尿烷系自硬树脂砂。
因此,在回收、再生处理时切不可在循环系统中混入水份。