卷取过程中的卷径计算方法
- 格式:doc
- 大小:1.37 MB
- 文档页数:5
关于卷取机卷径计算
在卷取机卷带材的过程中,随着带材厚度的增加,卷径是不断变化的,如何正确快速的计算这一变化,显得尤为重要和必要,下面将为大家揭开其中的奥秘。
一切以逻辑为依据:
在上一篇发表的《关于角速度和线速度之间的转换》的文档中提到一个公式,如果齿轮传动,那么前齿轮的齿数*前齿轮转的圈数=后齿轮的齿数*后轮转的圈数
即:g1*n1=g2*n2
如果换成辊子皮带传动,上面的公式就变成了:
前辊子的角速度*前辊子的直径=后辊子的角速度*后辊子的直径
即:G1*D1=G2*D2
卷取机的卷径就是基于这一基本公式计算出的,原理如下:
正常运行时,带材要经过偏导辊到卷取机,且由卷取机计算得到,所以偏导辊转速与卷取机的转速是一致的,注意是一致,不是一样。
但其线速度基本是一样的,所以就得到以下公式:
Vc* D =DR_DIA*Vd
得到:
D=(DR_DIA*Vd)/Vc
D-卷取机的卷径
DR_DIA –偏导辊直径(一定)
Vd –偏导辊角速度
Vc –卷取机角速度
通过以上计算公式,我们就可以实时计算并监视卷径。
另,还有一种计算方法,如下:
我们知道带材的目标厚度由二级发出且是一定的,当它乘上卷取机的转速(角速度)后,会得到厚度的累加R1,R1*2再加上芯轴二级涨径后的直径,就得出卷径。
是不是很简单!。
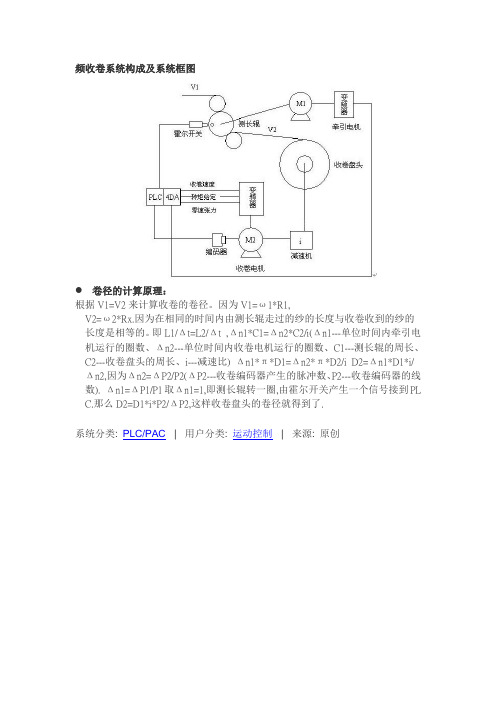
频收卷系统构成及系统框图
卷径的计算原理:
根据V1=V2来计算收卷的卷径。
因为V1=ω1*R1,
V2=ω2*Rx.因为在相同的时间内由测长辊走过的纱的长度与收卷收到的纱的长度是相等的。
即L1/Δt=L2/Δt ,Δn1*C1=Δn2*C2/i(Δn1---单位时间内牵引电机运行的圈数、Δn2---单位时间内收卷电机运行的圈数、C1---测长辊的周长、C2---收卷盘头的周长、i---减速比) Δn1*π*D1=Δn2*π*D2/i D2=Δn1*D1*i/Δn2,因为Δn2=ΔP2/P2(ΔP2---收卷编码器产生的脉冲数、P2---收卷编码器的线数). Δn1=ΔP1/P1取Δn1=1,即测长辊转一圈,由霍尔开关产生一个信号接到PL C.那么D2=D1*i*P2/ΔP2,这样收卷盘头的卷径就得到了.
系统分类: PLC/PAC | 用户分类: 运动控制 | 来源: 原创。

径向压力计算公式及相关说明1、C.E .英格利斯(Inglis )公式该公式是按厚壁圆筒的弹性力学平面轴对称的拉美公式推导的,可用于中、小张力非径缩卷筒的径向压力计算。
22201122211ln ()2r R r P MPa r r r σ⎛⎫⎛⎫-=- ⎪ ⎪-⎝⎭⎝⎭式中:0σ——带材单位张力,MPa ;R ——带卷外半径,mm ;1r ——卷筒的当量内半径,mm ;r ——卷筒外半径,mm ;2、A.B.特列基雅夫公式这一公式也是按厚壁圆筒的弹性变形理论推导的,但它考虑了带卷材料的各向异性弹性体影响,可用于计算弓形板结构卷筒的径向压力计算。
()()()2''2221()4111T P MPa r Bh K K R r =⋅+++-式中:T ——卷取张力,N ;B ——带材宽度,mm ;h ——带材厚度,mm ;'K ——带材卷径与材料的综合系数:22'21122211E r r K E r r μμ⎛⎫+=-+ ⎪-⎝⎭ 其中:1E 、2E ——卷筒、带钢材料弹性模数;1μ、2μ——卷筒、带钢材料泊松系数;1r 、r ——卷筒当量内半径和外径。
当卷取碳钢带材时,则12E E =,12μμ=,于是2'22121r K r r +=-。
当卷径比2R r 较大时,卷筒径向压力为一有限值,即:()()max '1.21TP MPa Bh K =+3、拉美公式本公式将带卷作为连续带环多层组合的弹性圆筒,并考虑带卷层的摩擦,从而导出卷筒径向压力的计算公式:()()2222002011ln 212f B R r R r e P B r πσ⎛⎫+⎪-++⎝⎭=+ σ——卷取单位张力,T bhσ=,T 为卷取张力,b 为带宽,h 为带厚; 220212201122r r E E B E r r E μμ⎛⎫+=-+ ⎪-⎝⎭当当 1E 、1μ——带卷材料的弹性模量、泊松比;R ——带卷的最大外半径;2E 、2μ——卷筒材料的弹性模量、泊松比;0r 、r 当——分别为卷筒的外半径和当量内半径f ——带材卷层之间摩擦系数,对于卷取冷态带钢卷取时,0.1~0.15f =,对于卷取热态带钢时,0.35f =。

收卷直径计算
精品资料
频收卷系统构成及系统框图
卷径的计算原理:
根据V1=V2来计算收卷的卷径。
因为V1=ω1*R1,
V2=ω2*Rx.因为在相同的时间内由测长辊走过的纱的长度与收卷收到的纱的长度是相等的。
即L1/Δt=L2/Δt ,Δn1*C1=Δn2*C2/i(Δn1---单位时间内牵引电机运行的圈数、Δn2---单位时间内收卷电机运行的圈数、C1---测长辊的周长、C 2---收卷盘头的周长、i---减速比) Δn1*π*D1=Δn2*π*D2/i D2=Δn1*D1*i/Δn2,因为Δn2=ΔP2/P2(ΔP2---收卷编码器产生的脉冲数、P2---收卷编码器的线数). Δn1 =ΔP1/P1取Δn1=1,即测长辊转一圈,由霍尔开关产生一个信号接到PLC.那么D2 =D1*i*P2/ΔP2,这样收卷盘头的卷径就得到了.
系统分类: PLC/PAC | 用户分类: 运动控制 | 来源: 原创
仅供学习与交流,如有侵权请联系网站删除谢谢2。


卷径计算公式
卷径计算公式是工程设计和制造过程中非常重要的一项计算。
它是指在卷取材料时,通过对材料的长度、宽度以及卷取量等因素进行计算,得到卷取材料的直径的公式。
在工业制造中,卷径计算公式通常被应用于生产卷材、钢卷、纸卷、塑料卷等材料的生产过程中。
在这些过程中,卷径计算公式是必不可少的工具,它可以帮助工程师和制造商快速而精确地计算卷材直径,从而确定最佳的材料卷取过程。
卷径计算公式的具体计算方法根据不同的材料和卷取方式而有所不同。
一般而言,卷径计算公式的基本公式为:
卷径=(卷取量/π)÷被包裹物的宽度
其中,卷取量是指被卷材料的长度,π是圆周率,被包裹物的宽度为卷材的宽度。
例如,在生产钢卷的过程中,如果钢卷的长度为1000米,宽度为1.2米,卷取量为100吨,那么其卷径计算公式为:
卷径=(100×1000/π)÷1.2=890.12mm
通过这个公式,工程师可以计算出最佳的卷材直径,从而确保生产过程的顺利进行。
同时,在实际应用中,卷径计算公式还需要考虑卷材的密度、卷取速度等因素,以确保计算结果的准确性。
总之,卷径计算公式是工业制造中非常重要的一项计算方法,它可以帮助工程师和制造商快速而准确地计算卷材直径,从而确保生产过程的顺利进行。
卷径与卷重计算公式卷径与卷重是纸张行业中常见的两个重要参数,它们对于纸张的生产、运输和使用都有着重要的影响。
在纸张行业中,通常使用卷径与卷重计算公式来计算纸张的卷径和卷重,以便更好地控制生产过程和产品质量。
本文将介绍卷径与卷重的计算公式,并探讨它们在纸张行业中的应用。
一、卷径的计算公式。
卷径是指纸张卷筒的直径,它通常用于计算纸张的长度和面积。
在纸张行业中,卷径的计算公式如下:卷径(mm)= (纸张长度× 1000)/ π。
其中,纸张长度是指卷筒上纸张的长度,单位为米;π是一个常数,约为3.14159。
通过这个公式,我们可以根据纸张的长度快速计算出卷径,从而更好地控制纸张的生产和使用。
二、卷重的计算公式。
卷重是指卷筒上纸张的重量,它通常用于计算纸张的总重量和单位面积重量。
在纸张行业中,卷重的计算公式如下:卷重(kg)= 纸张长度×纸张宽度×纸张厚度×纸张密度。
其中,纸张长度、宽度和厚度分别是指卷筒上纸张的长度、宽度和厚度,单位分别为米、米和毫米;纸张密度是指纸张的密度,单位为克/立方米。
通过这个公式,我们可以根据纸张的尺寸和密度快速计算出卷重,从而更好地控制纸张的生产和使用。
三、卷径与卷重的应用。
卷径与卷重是纸张行业中常见的两个重要参数,它们对于纸张的生产、运输和使用都有着重要的影响。
在纸张生产过程中,我们可以根据卷径和卷重的计算公式快速计算出纸张的长度、面积和重量,从而更好地控制生产过程和产品质量。
在纸张运输和使用过程中,我们可以根据卷径和卷重的计算公式快速估算出纸张的尺寸和重量,从而更好地安排运输和使用方案。
总之,卷径与卷重是纸张行业中重要的两个参数,它们对于纸张的生产、运输和使用都有着重要的影响。
通过卷径与卷重的计算公式,我们可以更好地控制纸张的生产过程和产品质量,更好地安排纸张的运输和使用方案。
希望本文对您有所帮助,谢谢阅读!。
在冷轧开卷机的工作过程中,卷径计算是实现精确张力控制以及保证带钢稳定传输的重要环节。
随着带钢从钢卷上不断展开,卷径会持续减小,而带钢张力则需要保持恒定或在一定范围内变化,以确保冷轧过程的顺利进行。
卷径计算的基本原理通常依赖于以下因素:
1.初始参数:
o初始卷径(D₀):即钢卷完全充满时的直径。
o带钢厚度(t):影响每圈展开后卷径减少的量。
o卷芯内径(ID):不考虑钢卷内部支撑结构的情况下,卷芯的实际内径。
2.实时监测:
o线速度(v):带钢经过开卷机时的速度。
o转速(n):开卷机卷筒的旋转速度。
o编码器数据:通过安装在开卷机传动轴上的编码器获取实时转速,并结合其他传感器信息推算卷径。
3.计算方法:
o根据线速度和转速的关系可以推算卷径,例如在某些系统中使用如下公式:
Code
D = K * v / (π* n)
其中K是一个常数,可能包括考虑材料层间的滑移等因素的修正
系数。
o或者根据带钢已展开的长度L和带钢宽度B计算当前卷径:Code
D =√[(D₀²- 4 * L * t) + (B /π)²]
o在实际工业应用中,可能还需要结合张力反馈信号来动态调整卷径计算模型,尤其是在间接张力控制系统中,卷径的精确测量对
于维持设定的张力至关重要。
综上所述,冷轧开卷机卷径计算涉及物理参数的实时监测与数学模型相结合,通过连续跟踪并实时更新卷径值来确保整个开卷过程中的张力控制精度。
在卷取机卷带材的过程中,随着带材厚度的增加,卷径是不断变化的,如何正确快速的计算这一变化,显得尤为重要和必要,下面将为大家揭开其中的奥秘。
一切以逻辑为依据:在上一篇发表的《关于角速度和线速度之间的转换》的文档中提到一个公式,如果齿轮传动,那么前齿轮的齿数*前齿轮转的圈数=后齿轮的齿数*后轮转的圈数即:g1*n1=g2*n2如果换成辊子皮带传动,上面的公式就变成了:前辊子的角速度*前辊子的直径=后辊子的角速度*后辊子的直径即:G1*D1=G2*D2卷取机的卷径就是基于这一基本公式计算出的,原理如下:正常运行时,带材要经过偏导辊到卷取机,且由卷取机计算得到,所以偏导辊转速与卷取机的转速是一致的,注意是一致,不是一样。
但其线速度基本是一样的,所以就得到以下公式:Vc* D =DR_DIA*Vd得到:D=(DR_DIA*Vd)/VcD-卷取机的卷径DR_DIA –偏导辊直径(一定)Vd –偏导辊角速度Vc –卷取机角速度通过以上计算公式,我们就可以实时计算并监视卷径。
另,还有一种计算方法,如下:我们知道带材的目标厚度由二级发出且是一定的,当它乘上卷取机的转速(角速度)后,会得到厚度的累加R1,R1*2再加上芯轴二级涨径后的直径,就得出卷径。
是不是很简单!扩展资料:收卷机的卷径计算:关于收卷机的控制问题,在所有的控制模式中都需要用到卷筒的卷径。
大家知道,在生产过程中放卷机的卷径是在不断变小,收卷机的卷径在不断变大,也就是说转矩必须随着卷径的变化而变化,才能获得稳定的张力控制。
可见卷筒的卷径计算是多么地重要。
卷径计算有两钟途径:一种是通过外部将计算好的卷径直接传送给变频器,一般是在PLC中运算获得。
另一种是变频器自己运算获得。
矢量控制型变频器都具有卷径计算功能,在大多数的应用中都是通过变频器自己运算获得。
这样可以减少PLC程序的复杂性和调试难度,还能降低生产成本。
变频器自己计算卷径的方法有三种:1、速度计算法:通过系统当前线速度和变频器输出频率计算卷径。