长度计量基础知识讲座(十三)量规
- 格式:pdf
- 大小:1.10 MB
- 文档页数:5

0国内统一刊号CN31-1424/TB2009/1 总第209期第十四讲 圆锥量规圆锥量规是机械加工过程中测量以及长度计量中常用的量具。
它是以内、外圆锥相配合的实体,用于检验相应圆锥配合工件的锥角和圆锥直径的量具。
1 圆锥的几何形状及定义直角三角形中以任意一直角边为轴,旋转一周所形成的立体称为圆锥(如图1a 所示)。
圆锥体是由圆锥表面与一定尺寸所限定的几何体,外圆锥是外部表面为圆锥表面的几何体(如图1b 所示),内圆锥是内部表面为圆锥表面的几何体(如图1c 所示)。
圆锥角是指在通过圆锥轴线的截面内,两条素线之间的夹角 (如图1d 所示)。
(a)圆锥表面 (b)外圆锥 (c)内圆锥 (d)圆锥锥角1-母线 2-轴线 3-圆锥表面如图1d 所示,圆锥直径是指圆锥在垂直轴线截面上的直径。
其中,最大圆锥直径为D ,最小圆锥直径为d ,给定截面圆锥直径为d x 。
圆锥长度是指最大圆锥直径D 与最小圆锥直径d 之间的轴向距离L 。
锥度是指两个垂直圆锥轴线截面的圆锥直径差与该两截面的轴向距C 与圆锥角α的关系为:一般用比例形式表示。
顾耀宗/上海市计量测试技术研究院外圆锥称为圆锥轴,内圆锥称为圆锥孔。
两者装配在一起称为圆锥配合。
在机械制造中,圆锥配合与圆柱配合(即圆柱孔与圆柱轴配合,详见长度计量基础知识讲座第十三讲)相比较,圆锥配合具有如下特点:配合间隙或过盈量的大小可以调整;配合零件能自动定心,可以保证轴线有较高的同轴度;配合有较好的自锁性和密封性,而且能快速装拆。
2 圆锥量规的种类和结构圆锥量规按锥度种类分,最常见的有公制圆锥量规和莫氏圆锥量规,它们的结构有A 型(不带扁尾的)和B 型(带扁尾的)两种形式。
按使用要求分: ①标准圆锥量规,分为1、2等,用于圆锥角的量值传递;②检验工作量规用的校对规,分为1~3级;③用于检验工件的工作量规,锥度公差等级AT3~AT8,分为1~3级。
圆锥量规有圆锥塞规和圆锥环规两种。

量规名词解释
量规是数学中的一个基本概念,用于定义和描述系统中的量和测量单位。
量规可以分为几何量规和代数量规,分别用于描述几何和代数领域中的量和测量单位。
在几何中,量规用于定义线段的长度、圆的面积、球的体积等物理量。
例如,一条线段的长度可以用一条线段的长度量规来定义,而圆的面积可以用圆的面积量规来定义。
在代数中,量规用于定义变量之间的转换关系。
例如,在矩阵乘法中,矩阵A
和矩阵B的大小关系可以用一个矩阵的大小量规来表示。
这个量规可以定义一个大小为n×m的矩阵A的大小为A的大小,而大小为n×n的矩阵B的大小为B的大小。
除了定义物理量之外,量规还广泛应用于计算机科学、统计学等领域。
例如,在编程中,算法的时间复杂度可以用算法的时间复杂度量规来表示,而数据的分
布可以用数据分布量规来描述。
量规是数学中非常重要的概念,可以用于定义和描述系统中的量和测量单位。
了解量规的定义和应用对于从事数学和相关领域的人员来说非常重要。



国内统一刊号CN31-1424/TB2008/6 总第208期第十三讲 光滑极限量规量规是机械加工过程测量和长度计量中常用的量具,其中光滑极限量规使用极广。
光滑极限量规(以下简称量规)是指区别于螺纹量规、圆锥量规的光面环规、光面圆柱塞规和卡规。
量规具有以孔或轴的最大极限尺寸和最小极限尺寸为基准测量面,能反映被检验工件孔或轴边界条件的无具体测量值的长度计量器具。
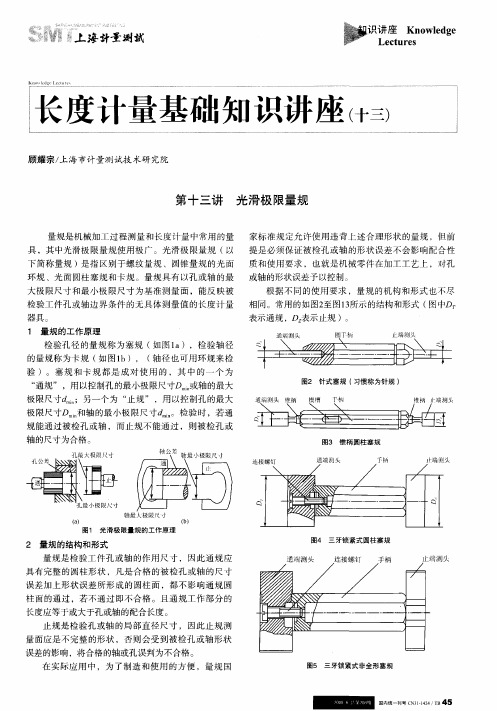
1 量规的工作原理检验孔径的量规称为塞规(如图1a),检验轴径的量规称为卡规(如图1b),(轴径也可用环规来检验)。
塞规和卡规都是成对使用的,其中的一个为“通规”,用以控制孔的最小极限尺寸D min 或轴的最大极限尺寸d min ;另一个为“止规”,用以控制孔的最大极限尺寸D min 和轴的最小极限尺寸d min 。
检验时,若通规能通过被检孔或轴,而止规不能通过,则被检孔或轴的尺寸为合格。
图1 光滑极限量规的工作原理2 量规的结构和形式量规是检验工件孔或轴的作用尺寸,因此通规应具有完整的圆柱形状,凡是合格的被检孔或轴的尺寸误差加上形状误差所形成的圆柱面,都不影响通规圆柱面的通过,若不通过即不合格。
且通规工作部分的长度应等于或大于孔或轴的配合长度。
止规是检验孔或轴的局部直径尺寸,因此止规测量面应是不完整的形状,否则会受到被检孔或轴形状误差的影响,将合格的轴或孔误判为不合格。
在实际应用中,为了制造和使用的方便,量规国顾耀宗/上海市计量测试技术研究院家标准规定允许使用违背上述合理形状的量规,但前提是必须保证被检孔或轴的形状误差不会影响配合性质和使用要求,也就是机械零件在加工工艺上,对孔或轴的形状误差予以控制。
根据不同的使用要求,量规的机构和形式也不尽相同。
常用的如图2至图13所示的结构和形式(图中D T 表示通规,D Z 表示止规)。
图2 针式塞规(习惯称为针规)图3 锥柄圆柱塞规图4 三牙锁紧式圆柱塞规图5 三牙锁紧式非全形塞规万方数据国内统一刊号CN31-1424/TB2008/6 总第208期图6 非全形塞规图7 非全形塞规图8 球端杆规图9 圆柱环规图10 双头组合卡规3 量规的用途和正确使用量规在机械零件加工中被广泛地用于检验机械零件的基本尺寸至500mm、公差等级为IT6~IT16的孔和轴。
计量的基础知识试题及答案《计量的基础知识试题及答案》1. 什么是计量学?a) 研究计量单位和测量方法的学科b) 研究电子技术的学科c) 研究计算机科学的学科答案:a) 研究计量单位和测量方法的学科2. 下面哪个不是国际单位制的基本单位?a) 米b) 千克c) 千米答案:c) 千米3. 什么是测量误差?a) 测量结果与真实值的差异b) 测量的时间c) 测量的温度答案:a) 测量结果与真实值的差异4. 什么是量规?a) 用来测量长度的工具b) 用来测量质量的工具c) 用来测量温度的工具答案:a) 用来测量长度的工具5. 什么是标准器?a) 用来比较其他测量工具准确度的仪器b) 用来加工材料的机器c) 用来储存标准单位的容器答案:a) 用来比较其他测量工具准确度的仪器6. 什么是不确定度?a) 对测量结果的缺乏信心b) 对测量结果的信心c) 对测量方法的信心答案:a) 对测量结果的缺乏信心7. 什么是精度?a) 测量结果的重复性b) 测量结果的准确程度c) 测量结果的误差答案:b) 测量结果的准确程度8. 什么是测量不确定度的评定?a) 确定测量结果的可信度b) 确定测量方法的可信度c) 确定测量工具的可信度答案:a) 确定测量结果的可信度9. 什么是误差分析?a) 分析测量结果的误差来源b) 分析测量方法的准确度c) 分析测量单位的准确性答案:a) 分析测量结果的误差来源10. 什么是量纲?a) 表示物理量种类的符号b) 表示物理量大小的符号c) 表示物理量方向的符号答案:a) 表示物理量种类的符号。
国内统一刊号CN31-1424/TB
2008/6 总第208期第十三讲 光滑极限量规
量规是机械加工过程测量和长度计量中常用的量具,其中光滑极限量规使用极广。
光滑极限量规(以下简称量规)是指区别于螺纹量规、圆锥量规的光面环规、光面圆柱塞规和卡规。
量规具有以孔或轴的最大极限尺寸和最小极限尺寸为基准测量面,能反映被检验工件孔或轴边界条件的无具体测量值的长度计量器具。
1 量规的工作原理
检验孔径的量规称为塞规(如图1a),检验轴径的量规称为卡规(如图1b),(轴径也可用环规来检验)。
塞规和卡规都是成对使用的,其中的一个为“通规”,用以控制孔的最小极限尺寸D min 或轴的最大极限尺寸d min ;另一个为“止规”,用以控制孔的最大极限尺寸D min 和轴的最小极限尺寸d min 。
检验时,若通规能通过被检孔或轴,而止规不能通过,则被检孔或
轴的尺寸为合格。
图1 光滑极限量规的工作原理
2 量规的结构和形式
量规是检验工件孔或轴的作用尺寸,因此通规应具有完整的圆柱形状,凡是合格的被检孔或轴的尺寸误差加上形状误差所形成的圆柱面,都不影响通规圆柱面的通过,若不通过即不合格。
且通规工作部分的长度应等于或大于孔或轴的配合长度。
止规是检验孔或轴的局部直径尺寸,因此止规测量面应是不完整的形状,否则会受到被检孔或轴形状误差的影响,将合格的轴或孔误判为不合格。
在实际应用中,为了制造和使用的方便,量规国
顾耀宗/上海市计量测试技术研究院
家标准规定允许使用违背上述合理形状的量规,但前提是必须保证被检孔或轴的形状误差不会影响配合性质和使用要求,也就是机械零件在加工工艺上,对孔或轴的形状误差予以控制。
根据不同的使用要求,量规的机构和形式也不尽相同。
常用的如图2至图13所示的结构和形式(图中D T 表示通规,D Z 表示止规)。
图2 针式塞规(习惯称为针规)
图3 锥柄圆柱塞规图4 三牙锁紧式圆柱塞规
图5 三牙锁紧式非全形塞规
万方数据
国内统一刊号CN31-1424/TB
2008/6 总第208期
图6 非全形塞规
图7 非全形塞规
图8 球端杆规
图9 圆柱环规
图10 双头组合卡规
3 量规的用途和正确使用
量规在机械零件加工中被广泛地用于检验机械零
件的基本尺寸至500mm、公差等级为IT6~IT16的孔和轴。
量规按用途不同可分为以下三类,(1)工作
量规:用于机械加工者自行检验所加工工件的量规;(2)验收量规:检验人员或客户验收加工工件的量规;(3)校对量规:计量人员用于检验工作卡规的量规。
在使用中,上述三种量规不能混用。
不同用途量
规的名称、代号及用途见表1。
在使用量规检验工件时,量规的基本尺寸、公差等级及基本偏差代号应与被检工件相符。
使用的通规应等于或接近工件的最大实体尺寸;使用的止规应等于或接近工件的最小实体尺寸。
检验孔径时,将塞规轻轻推入,不得有偏斜,不能用力硬塞,当进入被检孔中,不得回转以免磨损。
检验盲孔的塞规,可在盲孔旁侧开一通气槽,便于塞入。
检验轴径时,将卡规在自重作用下滑向轴线直径位置,不得有偏斜。
重量轻的卡规,可稍加压力。
但
若压力过大,会引起卡规两测量面向外扩张,产生误差,并引起测量面磨损。
量规使用时,手应握持量规的隔热部分。
工件与量规的温度应基本一致,避免温
图11 单头双极限卡规
图12 双头卡规
图13 单头双极限卡规
万方数据
国内统一刊号CN31-1424/TB
2008/6 总第208期
度影响引起的测量误差。
4 量规尺寸的检定
不同类型和不同公差等级的量规可按表2推荐选择的计量仪器进行检定。
(1)全形、非全形塞规尺寸的检定
检定时应选用平面测头,在x 、y 方向上于A、B两个截面的4个位置分别进行检定(见图14)。
(2)球端杆规尺寸的检定
应将被检杆规安装在仪器工作台的V形块上,两支点设在距端部为全长的 L (L 为全长)处,用平面测头进行检定(见图15)。
(3)环规内径尺寸的检定
应选用球形测头,在x 、y 方向上于A、B两个截面的四个位置分别进行检定(见图16)。
(4)卡规尺寸的检定
可在卧式光学计或万能测长仪上安装内测附件,借助于相应等级的量块和量块附件用比较法进行检
定,两测量面中点之间的距离为卡规的尺寸。
图14 全形、非全形塞规的尺寸检定
万方数据
国内统一刊号CN31-1424/TB
2008/6 总第208期
朱希明/秦皇岛市计量测试研究所
JJG226-2001《双金属温度计检定规程》中对示值误差的检定要求是:“温度计的检定应在正、反两个行程上分别向上限或下限方向逐点进行。
测量上、下限值时只进行单行程检定。
”笔者认为以上要求在实际工作中存在不太合理的地方。
因为国内检定(0~300)℃范围内的各类温度计所配置的设备通常为恒温油槽(90~300)℃、恒温水槽(室温~100)℃、恒温酒精槽(-50~50)℃。
这几类设备中只有恒温酒精槽能够在(-50~50)℃范围内控制升温和降温。
而恒温油槽和恒温水槽只能控制升温,降温只能依靠自然冷却。
在现有情况下,当检定温度计回程时(从高温点至低温点)就会遇到问题。
因为油槽和水槽从较高温度冷却至较低温度需要的时间较长,通常需要几个到十几个小时。
例如油槽升温至250℃后再降温至100℃需要(7~8)小时以上。
这就给检定造成很大困难。
因为要按规程进行一次检定起码要连续不间断的十几个小时,这不经济也不太实际。
如果是电接点双金属温度计就更麻烦了,因为在
对设定点进行检定时,需要缓慢改变恒温槽温度,一点点慢慢地找到切换值。
由于双金属温度计误差较大,所以找起来会很慢,更何况是正、反行程检定,反行程还是自然冷却。
以上问题,笔者认为在国内现有条件下,完全按现行规程进行检定存在较大困难,可否考虑减少回程误差检定点。
例如(0~120)℃ 双金属温度计检定时只检40℃点回程误差,这样就可在油槽中检定100℃后,立即把温度计拿到已恒温的水槽中检定40℃,节约大量时间。
而进行电接点双金属温度计的检定时,可否考虑将恒温槽恒定在某一温度,在标准温度计恒定在某一温度后调整设定针,使设定针缓慢接近指示针,直到接点产生闭合和断开 的切换动作。
在动作瞬间记录设定针指示值,然后通过计算上下行程设定针指示值的平均值与标准温度值示值之差做为设定点误差。
通过以上方法即可在现有条件下保证工作质量又可提高工作效率。
图15 球端杆规的尺寸检定
图16 环规内径尺寸的检定
万方数据
长度计量基础知识讲座(十三)
作者:顾耀宗
作者单位:上海市计量测试技术研究院
刊名:
上海计量测试
英文刊名:SHANGHAI MEASUREMENT AND TESTING
年,卷(期):2008,35(6)
本文链接:/Periodical_shjlcs200806016.aspx。