长度计量基础知识讲座(二十六)量块的等和级
- 格式:pdf
- 大小:211.53 KB
- 文档页数:3
量块量具的使用方法一.量块的用途和精度量块又称块规。
它是机器制造业中控制尺寸的最基本的量具,是从标准长度到零件之间尺寸传递的媒介,是技术测量上长度计量的基准。
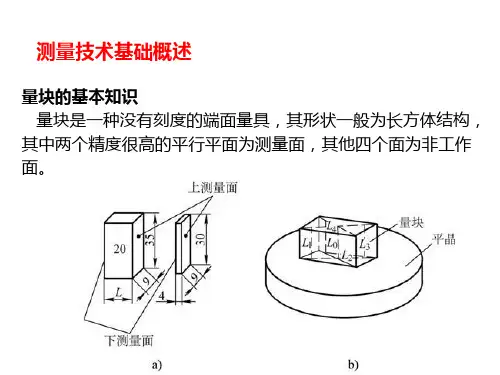
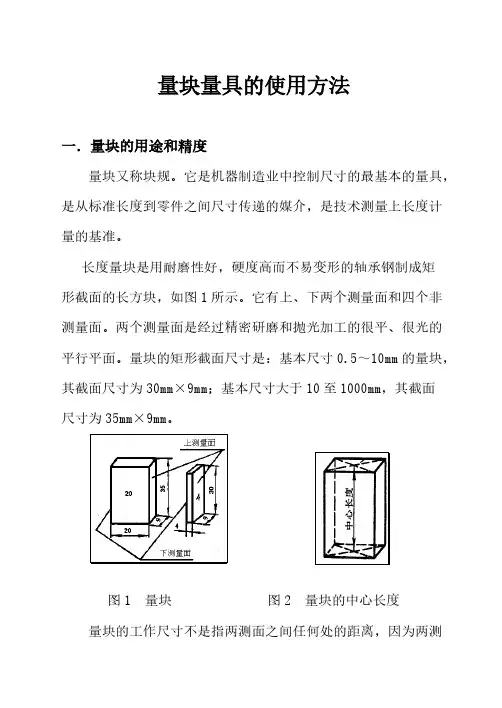
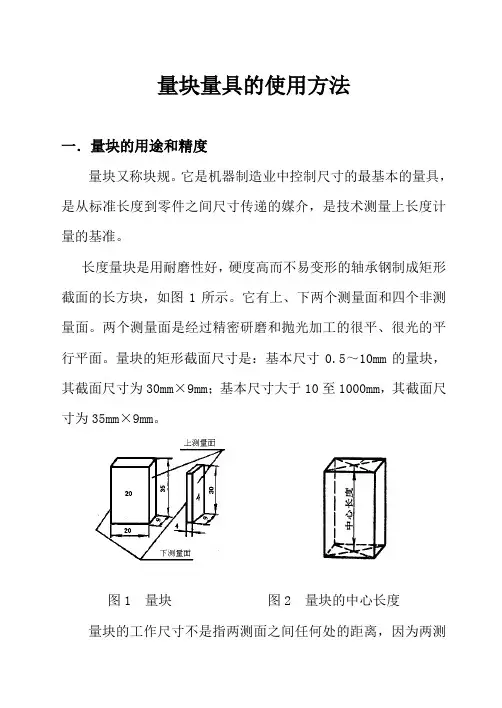
长度量块是用耐磨性好,硬度高而不易变形的轴承钢制成矩形截面的长方块,如图1所示。
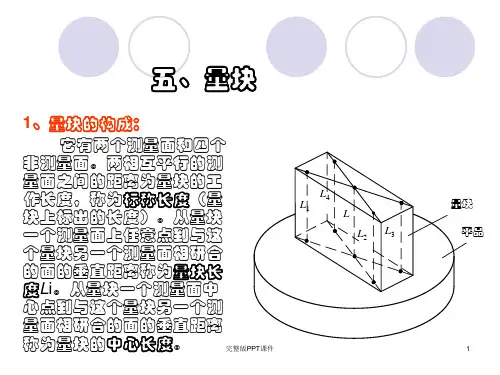
它有上、下两个测量面和四个非测量面。
两个测量面是经过精密研磨和抛光加工的很平、很光的平行平面。
量块的矩形截面尺寸是:基本尺寸0.5~10mm的量块,其截面尺寸为30mm×9mm;基本尺寸大于10至1000mm,其截面尺寸为35mm×9mm。
图1 量块图2 量块的中心长度量块的工作尺寸不是指两测面之间任何处的距离,因为两测面不是绝对平行的,因此量块的工作尺寸是指中心长度,即量块的一个测量面的中心至另一个测量面相粘合面(其表面质量与量块一致)的垂直距离。
在每块量块上,都标记着它的工作尺寸:当量块尺寸等于或大于6mm时,工作标记在非工作面上;当量块在6mm以下时,工作尺寸直接标记在测量面上。
量块的精度,根据它的工作尺寸(即中心长度)的精度、和两个测量面的平面平行度的准确程度,分成五个精度级,即00级、0级、1级2级和(3)级。
0级量块的精度最高,工作尺寸和平面平行度等都做得很准确,只有零点几个微米的误差,一般仅用于省市计量单位作为检定或校准精密仪器使用。
1级量块的精度次之,2级更次之。
3级量块的精度最低,一般作为工厂或车间计量站使用的量块,用来检定或校准车间常用的精密量具。
量块是精密的尺寸标准,制造不容易。
为了使工作尺寸偏差稍大的量块,仍能作为精密的长度标准使用,可将量块的工作尺寸检定得准确些,在使用时加上量块检定的修正值。
这样做,虽在使用时比较麻烦,但它可以将偏差稍大的量块,仍作为尺寸的精密标准。
二.成套量块和量块尺寸的组合量块是成套供应的,并每套装成一盒。
每盒中有各种不同尺寸的量块,其尺寸编组有一定的规定。
常用成套量块的块数和每块量块的尺寸,见表1。
第一章長度計量基礎知識第一節長度計量的任務和內容長度計量(又稱幾何計量)是一項歷史悠久、基礎性很強的技術。
長度計量與人們生活、生産活動、國民經濟各個部門、科學技術各個領域有著十分密切的關係。
在日常生活中,做衣服要用尺子量體載衣,蓋房子要丈量土地;在工業生産中,長度計量是保證加工零件的尺寸和形狀符合設計要求,保證裝配的零部件和整機達到質量指標的技術手段;科學的進步更離不開長度計量,許多科學實驗室往往是通過長度計量來獲得實驗結果的。
如研究宏觀世界,測量天體間距離;研究微觀世界,測量分子結構等。
長度計量的重要任務是:研究和確定長度單位;研究建立和保存長度計量基准、標準;建立長度各項計量檢定系統,組織量值傳遞,開展計量檢定和修理,以保證量值的準確一致;研究新的長度計量檢定方法和手段,確定測量準確度;應用新的科學技術理論,開拓長度計量的新領域。
長度計量按其測量對象來分,可包括以下幾個方面的內容:(1)長度尺寸——如端度、軸孔直徑、座標尺寸、線紋間尺寸、箱體結構尺寸等;(2)角度——如平面度(斜率等)、圓分度、空間位置角(如兩軸交錯的夾角)、錐度等;(3)表面形狀和位置——平面度、直線度、圓度、垂直度、平行度等;(4)表面粗糙度(微觀不平度)和波度;(5)齒輪、螺紋、花鍵及各類加工刀具等的各種工程參量。
第二節長度計量器具的分類長度計量器具的種類、型式繁多,按其在量值傳遞中的作用,可分為計量基准、計量標準和工作計量器具;按其結構的複雜程度和功能的完備程度,可分為實物量具、計量儀器和計量裝置;按用途分為標準量具極限量規、檢驗夾具和計量儀器。
另外,還按照長度計量器具的準確度等級、標準化水平、自動化程度等特征進行分類。
下面從結構和功能角度對長度計量器具進行分類介紹。
一、實物量具(簡稱量具)實物量具是具有固定形態,用來直接複現或提供定量的一個或多個已知量值的計量器具。
所謂固定形態,是指量具應具有恒定的物理和化學狀態,以保證在使用時,量具能確定地複現並保持已知量值。
第三章测量技术基础授课课题:测量技术基础基本要求:1.正确理解精度和误差的概念2.了解精度设计的基本原则,了解精度要求的实现方法,3.理解有关"测量"的概念以及量块的"等"和"级"的概念、测量方法分类的特点、测量器具的分类、主要性能指标。
难点:量块的基本知识(量块的等与级)重点:测量方法分类、量块的基本知识(量块的等与级)学时:1学时§3.1概述测量技术是一门具有自身专业体系、涵盖多种学科、理论性和实践性都非常强的前沿科学。
熟知测量技术方面的基本知识,是掌握测量技能,独立完成对机械产品几何参数测量的基础。
1.测量的概念及四要素:检测:就是确定产品是否满足设计要求的过程,即判断产品合格性的过程。
检测的方法可以分为两类:检验(定性):测量(定量)检验:--只能得到被检验对象合格与否的结论,而不能得到其具体的量值。
因其检验效率高、检验成本低故在大批量生产中得到广泛应用。
测量:--是以确定被测量的量值为目的的全部操作过程。
--测量过程实际上就是一个比较过程,也就是将被测量与标准的单位量进行比较,确定其比值的过程。
若被测量为L,计量单位为u,确定的比值为q,则测量可表示为L=q•u例如用游标卡尺对一轴径的测量,就是将被测量对象(轴的直径)用特定测量方法(游标卡尺)与长度单位(毫米)相比较。
若其比值为30.52,准确度为±0.03mm,则测量结果可表达为(30.52±0.03)mm。
测量过程的四要素:被测对象计量单位测量方法(含测量器具)测量精度1)测量对象:几何量(长度、角度、表面粗糙度、形状和位置误差、螺纹及齿轮的各几何参数)2)计量单位:我国长度m、mm、μm;平面角度单位:弧度(rad)、微弧及度(°)、分(′)、秒(″)。
3)测量方法:是根据一定的测量原理,在实施测量过程中对测量原理的运用及其实际操作。
目录第一章长度计量概述 (1)第一节长度计量的任务和内容 (1)第二节长度计量的单位 (1)第三节长度计量的基准、标准、量值传递及计量检定系统表 (2)第四节长度计量仪器的分类 (3)第五节长度计量器具的维护保养 (4)第六节长度计量技术的发展 (5)第二章长度测量基础 (6)第一节测量的基本概念 (6)第二节测量误差的基本概念 (7)第三节计量器具的基本计量特性 (9)第四节长度测量的几项基本原则 (10)第五节长度计量的一般测量程序 (15)第三章长度计量常用计量器具 (17)第一节通用量具 (17)第二节常用光学计量仪器 (18)第三节气动量仪 (35)第四节电动量仪 (36)第一章长度计量概述第一节长度计量的任务和内容长度计量(又称几何量计量)是一项历史悠久、基础性很强的技术。
长度计量与人们生活、生产活动、国民经济各个部门、科学技术各个领域有着十分密切的联系。
在日常生活中,做衣服要用尺子量体裁衣,盖房要丈量土地;在工业生产中,长度计量是保证加工零件的尺寸和形状符合设计要求,保证装配的零部件和整机达到质量指标的技术手段;科学的进步更离不开长度计量,许多科学实验往往是通过长度计量来获得实验结果的。
如研究宏观世界,测量天体间距离;研究微观世界,测量分子结构等。
长度计量的重要任务是:研究和确定长度单位;研究建立和保存长度计量基准、标准;建立长度各项计量检定系统,组织量值传递,开展计量检定与修理,以保证量值的准确一致;研究新的长度计量测量方法和手段,确定测量准确度;应用新的科学技术理论,开拓长度计量的新领域。
长度计量按其测量对象来分,可包括以下几个方面的内容:(1)长度尺寸——如端度、轴孔直径、坐标尺寸、线纹间尺寸、箱体结构尺寸等;(2)角度一-如平面角(斜率等)、圆分度、空间位置角(如两轴交错的夹角);锥度等;(3)表面形状和位置——平面度、直线度、圆度、垂直度、平行度等;(4)表面粗糙度(微观不平度)和波度;(5)齿轮、螺纹、花键及各类加工刀具等的各种工程参量。
量块精度的术语1. “量块的公称尺寸”,就像你买衣服有个标签上写的尺码一样,量块也有它特定的公称尺寸呢!比如常用的10 毫米量块。
2. “量块的实际尺寸”,这就好比你实际的身高体重,是真实存在的呀!像经过精确测量得到的量块实际尺寸9.99 毫米。
3. “量块的长度偏差”,哎呀,就如同你跑步时和标准速度的差距一样,量块的长度也可能有偏差哟!比如某个量块的长度偏差是0.01 毫米。
4. “量块的测量面平面度”,这类似你家桌面平不平呀!像要求很高的量块测量面平面度要达到非常小的数值。
5. “量块的研合性”,这就像拼图能不能很好地拼在一起,量块也讲究研合性好不好呢!例如有些量块能轻松研合。
6. “量块的中心长度”,可以想象成是量块的核心长度呀!好比量块的中心长度是5 毫米。
7. “量块的等和级”,这不就跟考试的等第一样嘛!量块也分等和级呢,像一级量块就很厉害。
8. “量块的稳定性”,就跟你情绪稳不稳定似的,量块的稳定性也很重要哦!要是不稳定可不行。
9. “量块的耐磨性”,这跟鞋子耐不耐磨有点像呀!好的量块要有好的耐磨性呢。
10. “量块的热膨胀系数”,这就好像热了会膨胀的气球,量块也有热膨胀系数呢!比如某个量块的热膨胀系数较小。
11. “量块的表面粗糙度”,跟你看一个东西表面光不光滑差不多嘛!量块表面粗糙度也有标准的。
12. “量块的平行度”,这就像两根平行线一样呀!量块的平行度也得符合要求呢。
13. “量块的垂直度”,这跟墙直不直有啥区别呀!量块的垂直度可不能马虎。
14. “量块的线膨胀系数”,这不就跟金属受热会变长一个道理嘛!量块也有线膨胀系数哟!15. “量块的制造精度”,就如同手工品的精细程度一样重要呀!量块的制造精度得高才行。
16. “量块的示值误差”,跟你测东西有误差差不多吧!量块也会有示值误差呢。
17. “量块的测量重复性”,这跟你重复做一件事效果稳不稳定一样呀!量块的测量重复性很关键呢。
量块为什么既要分级又要分等【关键词】量块等级测量不确实度變动量【DOI编码】10.3969/j.issn.1674-4977.2017.02.0091 概述在我国,量块的准确度分级又分等,这在计量器具中是比较特殊的。
量块等级的具体划分也有相对应的标准。
1.1 量块级的的划分量块分级是根据量块长度的制造偏差、长度变动量、平面度和研合性等确定的。
“级”表示量块长度的实测值与其标称值之间的接近程度。
一般分为00,0,K,1,2和3级,最高为00级(详见表1)。
各级量块对其标称长度偏差不应超过表1的规定。
3级除专用量块外,一般是不出厂的。
1.2 量块等的划分量块的等是按量块实测长度的测量不确定度、长度变动量、平面度和研合性来确定的。
量块分为1,2,3,4,5和6等(详见表2)。
“等”表示量块的长度的实测值与其真值的接近程度。
各等量块长度测量的不确定度,应不超过表2的规定。
2 量块等级划分的必要性从符合经济原则考虑,为了适应不同行业不同准确度的测量,生产厂家根据量块的平面度、研合性、长度变动量和量块长度制造偏差的大小来划分级别。
偏差小的选配成高级别,偏差度大的选配成低级别。
出厂量块只注明整套量块的级别,不给出每套量块的偏差值,用户按级别使用量块时,只需按标称尺寸使用,很方便。
随着科学技术的发展,目前工业生产、国防科研对长度计量的准确度要求越来越高。
要使量块的制造水平迅速赶上去是有困难的。
但检定量块的检定准确度较量块的制造准确度高得多。
因此可以用高标准的测量方法来确定量块的实际尺寸(即确定相对于标称尺寸的偏差)。
使用者在使用中按此偏差进行修正,就等于提高了量块的准确度,解决了使用上高准确度要求和量块制造上的困难的矛盾。
例如标称值为50的量块,实际制造后的量块真值设定为49.9996mm。
如按标称值使用,则包含0.4μm的误差。
倘若我们用高准确度仪器测量该量块,测得值为49.*****mm,相对于标称值50mm的偏差是-0.42μm 那么我们在使用该量块时,按-0.42μm作修正,这时由此引起的误差为-0.02μm,这比使用标称值时的误差缩小了一个数量级,大大提高了测量的准确度。

讲座Knowledge
Lectures
顾耀宗/上海市计量测试技术研究院
第二十六讲量块的等和级
1概述
量块是一种高精度的单值量具,是长度计量中使用最广泛的计量器具。
通常将量块作为长度计量的标准,用于检定或校准长度计量仪器、量具等计量器具的示值误差。
再通过长度计量仪器、量具等计量器具对机械零件尺寸的测量,从而使各种机械零件的尺寸溯源至长度基准。
量块使用时通常采用接触测量,因此量块由耐磨材料制造。
我国国家标准规定的量块为公制量块,其横截面为矩形,并具有一对相互平行的测量面,其余四个面称为侧面。
量块可单独使用,也可由一块量块的测量面与另外一块量块的测量面相研合而组合使用。
标记在量块上,并用以表明其与长度主单位(m)之间关系的量值称为量块的标称长度。
通常其标称长度数字刻印在面积较大的侧面上,对于标称长度小于5.5mm的量块,其标称长度的数码刻印在其上工作面上。
量块的长度是指量块一个测量面上的任意点到与其相对的另一测量面相研合的辅助体表面之间的垂直距离。
对应于量块未研合测量面中心点的量块长度称为量块的中心长度。
任意点的量块长度偏差是指任意点的量块长度与其标称长度之差。
量块的长度变动量是指量块测量面上任意点中最大长度与最小长度之差。
2量块的等
根据我国量块检定规程JJGl46—2003的规定,按照量块长度的测量不确定度,将量块分为1至5等。
因此可以理解为量块的等是检出来的。
当然,各等别的量块还应满足相应的长度变动量、平面度、研合性等性能的要求。
其中尤其是长度变动量与等直接有关。
表l为各等量块长度测量不确定度最大允许值和长度变动量最大允许值的计算公式。
3量块的级
根据我国国家标准,按照量块长度与其标称长度之差即量块的长度偏差,将量块分为k级和0、l、2、3级。
同样,各级别的量块还应满足相应的长度变动量、平面度、研合性等性能的要求。
因此可以理解为量块的级是制造出来的。
表2为各级量块对标称长度偏差最大允许值和长度变动量最大允许值的计算公式。
(下转第54页)
长度计量基础知识讲座(二十六)
作者:顾耀宗
作者单位:上海市计量测试技术研究院
刊名:
上海计量测试
英文刊名:SHANGHAI MEASUREMENT AND TESTING
年,卷(期):2011,38(1)
1.全国法制计量技术委员会JJF1059-1999 1999
2.全国几何量长度计量技术委员会JJG146-2003 2003
本文链接:/Periodical_shjlcs201101017.aspx。