电解磨削电化学特种加工
- 格式:pptx
- 大小:384.12 KB
- 文档页数:15
概论特种加工和切削加工的不同本质和特电是:①不是主要依靠机械能,而是主要用其他能量(如电,化学,光,声,热等)去除金属材料。
②工具硬度可以低于被加工材料的硬度,如激光,电子束等加工时甚至没有成形的工具。
③加工过程中工具和工件之间不存在显著的机械切削力,如电火花,线切割,电解加工时工具与工件不接触。
第二章电火花加工Ⅰ电火花加工的原理是基于工具和工件(正负电极)之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属,以达到对零件的尺寸,形状及表面质量预定的加工要求。
★电火花加工条件:①必须使工具电极和工件被加工表面之间经常保持一定的放电间隙,这一间隙随加工条件而定,通常约为0.02-0.1mm。
如果过大不能击穿工作介质不会产生火花放电,太小形成短路也不能放电②火花放电必须是瞬时的脉冲放电③火花放电必须在有一定绝缘性能的液体介质中进行,例如煤油皂化液或去离子水。
Ⅰ极性效应(为什么用单向脉冲直流电源)在电火花加工过程中,无论是正极还是负极,都会受到不同程度的电蚀。
即使是相同材料,例如钢加工钢,正负电极的电蚀量也是不停的。
这种单纯由于正负极性不同而彼此电蚀量不一样的现象叫做极性效应。
如果两电极材料不同,则极性效应更加复杂。
在生产中,我国通常把工件接脉冲电源的正极(工具电极接负极)时,称“正极性加工,反之工件接脉冲电源的负极(工具电极接正极)时,称“负极性加工,又称“反极性”加工。
②工具相对损耗原理Ⅰ正确选择极性和脉宽Ⅱ利用吸附效应Ⅲ利用传热效应Ⅳ减少工具电极损耗★RC线路脉冲电源:工作原理是利用电容充电储存电能,而后瞬时放出,形成火花放电来蚀除金属。
因为电容时而充电,时而放电,一弛一张;故又称“弛张式”脉冲电源。
★电火花穿孔成形加工:电火花穿孔加工是利用火花放电腐蚀金属的原理,用工具电极对工件进行复制加工的工艺方法。
电火花穿孔成形加工:{穿孔加工-冲模,粉末冶金模,挤压模,型孔零件,小孔,小异形孔,深孔{型腔加工-型腔模(锻模,压铸模,塑料模,胶木模等),型腔零件。
第一章概论1特种加工又称非传统加工(NTM)或非常规机械加工(NCM)2特种加工与切削加工的不同点:不是主要依靠机械能,而是主要用其他能量(电、光、声、热、化学)去处金属材料;工具硬度可以低于被加工材料硬度;加工过程中工具与工件之间不存在显著的机械切削力。
3特种加工的分类缩写:电火花加工:电火花成形加工EDM;电火花线切割加工WEDM;电化学加工:电解加工ECM;电解磨削EGM;电解研磨ECH;电铸EFM;涂镀EPM。
激光加工:激光切割、打孔LBM;激光打标记LBM;激光处理、表面改性LBT。
电子束加工:切割焊接打孔EBM离子束加工:蚀刻、镀覆、注入IBM。
等离子弧加工:切割(喷镀)PAM超声加工:切割打孔雕刻USM化学加工:化学铣削CHM;化学抛光CHP;光刻PCM快速成形:液相固化法SL;粉末烧结法SLS;纸片叠层法LOM;熔丝堆积法FDM4特种加工对材料可加工性和结构工艺性的影响:1提高了材料的可加工性;2改变了零件的典型工艺路线;3改变了试制新产品的模式;4对产品零件的结构设计带来很大影响;5对传统结构工艺性好坏需要重新衡量;6已经成为微细加工和纳米加工的主要手段。
第二章电火花加工一:定义:EDM,又称放电加工。
它是在加工过程中,使工具和工件之间不断产生脉冲性的火花放电,靠放电时局部、瞬时产生的高温把金属蚀除下来。
二:原理:在一定介质(煤油或水)基于工具和工件之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属,以达到对零件的尺寸、形状和表面质量预定的加工要求。
三:电火花加工的条件:必须使工具电极和工件被加工表面之间经常保持一定的放电间隙,通常约为0.02~0.1mm;火花放电必须是瞬时的脉冲性放电;火花放电必须在有一定绝缘性能的液体介质中进行,如煤油、皂化液或去离子水。
四:优点1适合于任何难切削导电材料的加工2可以加工特殊及复杂形状的表面和零件局限性1主要用于加工金属等导电材料,但在一定条件下也可以加工半导体和非导体材料2一般加工速度较慢3存在电极损耗五:电火花加工的机理:1极间介质的电离、击穿,形成放电通道2介质热分解、电极材料熔化、气化热膨胀(5000度以上)3电极材料的抛出(通道中心的压力最高)4极间介质的消电离六:影响材料放电腐蚀的主要因素1极性效应:在电火花加工过程中,无论是正极还是负极,都会受到不同程度的电蚀。
目录摘要: (2)前言 (2)1电化学加工的特点 (2)2电化学加工的分类 (3)2.1电解加工 (3)2.2电解磨削 (3)3电化学加工的设备 (4)3.1电解液 (4)3.2机床 (4)3.3直流电源 (5)4电化学加工的现状及发展前景 (5)参考文献 (5)电化学加工论文摘要:本文通过对电化学的各种加工方法的研究,以及分析电化学加工的各种特点,对电化学加工的前景发展趋势进行分析总结。
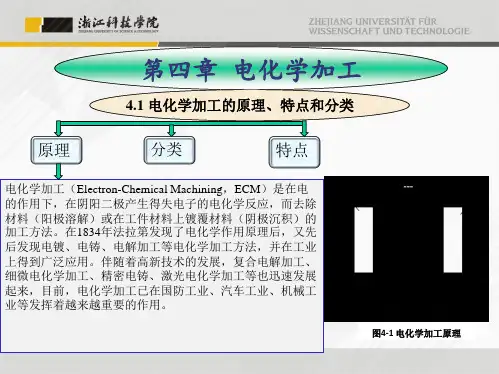
电化学加工包括从工件上去除金属的电解加工和向工件上沉积金属的电镀、涂覆、电铸加工两大类。
虽然有关的基本理论在19世纪末已经建立,但真正在工业上得到大规模应用,还是20世纪30~50年代以后的事。
目前,电化学加工已经成为我国民用和国防工业中一个不可或缺的加工手段。
关键词:电火花加工特点发展趋势前言电化学加工的基本理论建立与19世纪末,但在工业上的大规模应用,还应该是在20世纪30~50年代。
目前,电化学加工已经成为我国民用、国防工业中的一个不可或缺的加工手段。
电化学加工是一种重要的特种加工方法,已被广泛应用于难加工金属材料、复杂形状零件的批量加工中。
它利用金属的电解现象,在通电的电解液中,使离子从一个电极移向另一个电极,从而实现对工件材料的双向加工,即阳极溶解去除(如电解、电化学抛光)和阴极沉积生长(如电镀、电铸)。
无论材料的减少或增加,加工过程都是以离子的形式进行的,而金属离子的尺寸非常微小,因此,从原理上讲,电化学加工可以实现加工精度和微细程度在微米级甚至更小尺度的微加工。
只要采取措施精确地控制电流密度和电化学反应发生的区域,就能实现电化学微加工,达到对金属表面进行微量“去除”或“生长”加工的目的。
电化学是一门古老而又年轻的学科,一般公认电化学起源于1791年意大利解剖学家伽伐尼发现解剖刀或金属能使蛙腿肌肉抽缩的“动物电”现象。
1800年伏特制成了第一个实用电池,开始了电化学研究的新时代。
在经历了一个多世纪以后,电化学科学的发展和成就举世瞩目,无论是基础研究还是技术应用,从理论到方法,都有许多重大突破。

特种加工(电化学加工)1.电化学加工包括从工件上去除金属的电解加工和向工件上沉积金属的(电镀)、(涂覆)加工两大类。
2.电解磨削是电化学加工的()。
①电化学复合加工;②阳极溶解;③化学抛光;④阴极沉积;1. 电解加工型孔过程中,(b )a、要求工具电极作自动伺服进给;b、要求工具电极作均匀等速进给;c、要求工具电极作均加速进给;d、要求工具电极整体作超声振动。
2. 下列选项中不正确的选项是:(a )a、电解加工中,加工速度与加工间隙成正比;b、电解加工中,加工速度与电流效率成正比;c、电解加工中,加工速度与工件材料的电化学当量成正比;d、电解加工中,加工速度与电解液的电导率成正比3. 电化学反应时,金属的电极电位越正,越易失去电子变成正离子溶解到溶液中去。
(×)4.电解加工时由于电流的通过,电极的平衡状态被打破,使得阳极电位向正方向增大(代数值增大)。
(√)4.电解磨削时主要靠砂轮的磨削作用来去除金属,电化学作用是为了加速磨削过程。
(×)。
5.阳极钝化现象的存在,会使电解加工中阳极溶解速度下降甚至停顿,所以它是有害的现象,在生产中应尽量避免它。
(×)6.电化学反应时,金属的电极电位越负,越易失去电子变成正离子溶解到溶液中去。
(√)7.电解加工是利用金属在电解液中阴极溶解作用去除材料的,电镀是利用阳极沉积作用进行镀覆加工的。
(×)8.氯化钠电解液在使用中,氯化钠成分不会损耗,不必经常添加补充。
(√)9.法拉第电解定律认为电解加工时电极上溶解或析出物质的量与通过的电量成正比,它也适用于电镀。
(√)10.极化(概念)11.复合加工把两种特种加工方法复合在一起,或者把一种或两种特种加工方法和常规机械加工方法复合在一起,使之相辅相成、相得益彰的加工工艺,例如电解电火花加工、电解电火花磨削等。
12.平衡间隙(电解加工中)当电解加工一定时间后,工件的溶解速度和阴极的进给速度相等,加工过程达到动态平衡,此时的加工间隙为平衡间隙。
特种加工电化学加工原理电化学加工是一种利用电化学原理进行金属加工的特种加工方法。
它利用电化学腐蚀的原理,通过在电解液中通电,使阳极金属表面发生电化学反应,从而实现对金属表面的加工和改性。
电化学加工的基本原理是根据金属与电解液之间的化学反应,实现对金属表面的腐蚀或电解。
在电解液中通过外加电压或电流,使阳极金属发生电化学反应,从而改变金属表面的形状、大小和性能。
电化学加工的关键是要确定合适的电解液、电流密度和加工时间,以控制加工过程中产生的化学反应和电化学沉积。
电化学加工可以实现对金属表面的加工和改性,包括腐蚀、电解、电沉积和电刷等。
腐蚀是指通过电解液中的化学反应,使金属表面发生腐蚀,从而改变其形状和尺寸。
电解是指通过电解液中的电流,将金属离子溶解到阴极上,从而实现对金属表面的加工和改性。
电沉积是指通过电解液中的电流,将金属离子沉积到阳极上,从而改变金属表面的形状和尺寸。
电刷是指通过电解液中的电流,使阳极金属表面发生电化学反应,从而改变其表面形态。
电化学加工具有许多优点。
首先,它可以在常温下进行,不需要加热金属工件,从而避免了热加工过程中可能产生的变形和残余应力。
其次,电化学加工可以实现对金属表面的精密加工和微细结构的控制,具有较高的加工精度和表面质量。
另外,电化学加工还可以实现对复杂形状和薄壁结构的加工,具有较强的适应性和灵活性。
此外,电化学加工还可以在一定程度上改善金属表面的性能,如硬度、耐蚀性和耐磨性等。
电化学加工具有广泛的应用领域。
在航空航天、汽车制造和电子器件等领域,电化学加工被广泛应用于金属材料的精密加工和表面改性。
在微电子、光电子和纳米技术等领域,电化学加工被用于制备微细和纳米结构的金属材料。
在环境保护和资源回收等领域,电化学加工被用于废水处理和金属回收等工艺。
电化学加工是一种利用电化学原理进行金属加工的特种加工方法。
它通过控制电解液、电流密度和加工时间等参数,实现对金属表面的精密加工和改性。
电解磨削加工工艺方案1. 引言电解磨削是一种将化学腐蚀与机械磨削相结合的超精密加工技术,广泛应用于微细加工领域。
本文将介绍电解磨削加工的工艺方案,包括加工原理、设备要求、工艺参数等内容。
2. 加工原理电解磨削加工基于电化学原理,在特定的电解液中,通过施加电压和电流,使工具电极和工件电极之间发生电化学反应,实现去除工件表面的材料。
在磨粒的作用下,工件表面得到磨削和抛光,从而实现高精度加工。
3. 设备要求3.1 电解液供应装置电解液供应装置是电解磨削加工的关键设备之一,它用于提供稳定的电解液流动,并保持电解液的纯净度。
电解液供应装置应具备以下要求:•稳定的供液能力,能够满足加工过程中的电解液需求;•过滤装置,能够有效去除电解液中的杂质;•温度控制装置,能够控制电解液的温度在合适的范围内。
3.2 电源装置电源装置用于提供适当的电压和电流,以控制电解过程中的能量输入。
电源装置应具备以下要求:•稳定的电流和电压输出,能够满足加工的要求;•控制精度高,能够精确控制加工过程中的能量输入。
3.3 电解磨削设备电解磨削设备是实施电解磨削加工的主要设备,它由电解液供应装置、电源装置、工具电极、工件电极和控制系统等组成。
电解磨削设备应具备以下要求:•结构紧凑,便于操作和维护;•具备高精度的电极定位和加工控制能力;•具备安全保护措施,防止意外事故的发生。
4. 工艺参数4.1 电解液电解液是电解磨削加工过程中的重要参数之一,不同的加工任务需要使用不同的电解液。
常用的电解液有硫酸、硝酸、氯化铁等。
选择合适的电解液要考虑以下因素:•工件材料的特性;•加工精度和表面质量的要求;•电解液的成本和环境友好性。
4.2 电解液浓度和温度电解液的浓度和温度对加工质量和效率有重要影响。
一般来说,较高的电解液浓度和适宜的温度可以提高磨削速度和表面质量。
但过高的浓度和温度可能会引起过热和腐蚀问题。
因此,需要根据具体情况选择合适的浓度和温度。
4.3 电压和电流电压和电流是控制电解磨削加工过程的重要参数。
1.加工是指利用电能、电化学能、化学能、光能、声能、热能为主,不用机械能或以机械能为辅的去除材料的新颖加工方法。
(√)1.电火花加工,粗加工时工件常接(负)极,精加工时工件常接(正)极;线切割加工时,工件接(正)极;电解加工时,工件接(正)极;电解磨削时,工件接(正)极;电铸加工时,工件接(负极);电子束加工时,工件接(正极);离子束加工时,工件接(负极)。
1.特种加工答:是指利用电能、电化学能、化学能、光能、声能、热能为主,不用机械能或以机械能为辅的去除材料的新颖加工方法。
3.电火花加工时的自动进给系统和车、钻、磨削时的自动进给系统,在原理上、本质上有何不同?为什么会引起这种不同?答:电火花加工时工具电极和工件间并不接触,火花放电时需通过自动调节系统保持一定的放电间隙,而车、钻、磨削时是接触加工,靠切削力把多余的金属除去,因此进给系统是刚性的、等速的,一般不需要自动调节。
1.电火花加工是非接触加工(指工具和工件不接触),所以加工后的工件表面无残余应力。
(×)1.电火花加工按工件和工具电极相对运动的关系可分为:电火花(穿孔和成形加工),(电火花线切割),(电火花磨削),(电火花同步回转共轭加工),(电火花刻字、强化)等类型。
2.电火花加工时靠火花放电产生(局部、瞬时的高温)将金属蚀除下来的。
3.电火花加工蚀除金属材料的微观物理过程可分为:(介质电离击穿)、(火花放电能量转换)、(蚀除物抛出)和(间隙介质消电离恢复绝缘)四个阶段。
4.电火花加工中把(由于正负极接法不同而蚀除量不同)的现象叫极性效应。
电火花型腔加工的工艺方法有:(单电极加平动法)、(多次更换电极法)、(分解电极法)、(简单电极数控创成法)等。
1.一般来说,精密电火花加工时电极是:a、高损耗;b、低损耗;c、零损耗;d、负损耗。
(a )2.用电火花加工冲模时,若加工间隙与配合间隙相同,可选用哪种工艺方法?a、直接配合法;b、修配冲头法;c、修配电极法。