FANUC 18iMB系统传动轴全闭环光栅尺屏蔽参数设置
- 格式:xls
- 大小:21.00 KB
- 文档页数:1


FANUC综合资料目录一、FANUC参数改写方法 (2)二、FANUC常用参数设置 (3)1、有关设定SETTING的参数 (3)2、有关轴控制/设定单位的参数 (3)3、有关坐标的参数 (4)4、有关进给速度的参数 (4)5、有关伺服的参数 (4)6、有关DI/DO 的参数 (5)7、有关CRT/MDI的参数 (5)8、有关编程的参数 (5)9、有关主轴控制的参数 (6)10、有关I/O LINK轴控制 (6)三、FANUC使用存储卡数据备份和恢复 (9)四、Fanuc系统更换电池及绝对编码器更换后调整方法 (12)五、FANUC屏蔽光栅尺时参数的设置方法 (13)六、放大器报警代码 (16)一、FANUC参数改写方法●1、置于MDI方式,或急停状态。
●2、按几次“OFFSET SETTING”键,显示设定(SETTING)画面。
●3、把光标移到“参数写入(PARAMETER WRITE)”上,按“1”“INPUT”的顺序按键。
✧发生100号报警后变为报警画面✧把参数3111#7(NPA)设成1,使发生报警时也不会切换成报警画面。
通常,发生报警必须让操作者知道,因此上述参数应设成0。
✧在解除急停(动转准备)状态,同时按“CAN”键和“RESET”键时可解除100号报警。
二、FANUC一些参数设置1、有关设定SETTING的参数●0020 通道选择,等于0或1时,选择通道JD5A(JD36A);等于2时,选择通道JD5B(JD36B)。
●0101#0 设0停止位为1位,设1停止位为2位。
●0102 设0选择RS232C接口,设4为存储卡。
●0103 波特率,设11为9600bps,12为19200bps。
2、有关轴控制/设定单位的参数●1001#0 设0为公制,设1为英制。
●1006#3 各轴移动量是直径还是半径,车床X轴设1为直径。
●1020 各轴的程序名称●1022 各轴在坐标系中的关系●1023: 表示数控机床各轴的伺服轴号,也可以称为轴的连接顺序,一般设置为1,2,3,设定各控制轴为对应的第几号伺服轴,设置-128屏蔽该伺服轴。

发那科系统g代码坐标系屏蔽参数
在Fanuc系统中,G代码坐标系屏蔽参数是用来屏蔽或忽略一些轴的运动指令的。
通过设置屏蔽参数,可以让机床只关注特定的轴运动,而忽略其他轴的指令。
这在一些特定的加工过程中非常有用,例如在多轴联动的加工中,只需要控制部分轴的运动。
在Fanuc系统中,屏蔽参数的语法为:
Gxx.x
其中xx.x代表需要屏蔽的轴编号。
下面是一些常见的屏蔽参数:
G00:屏蔽所有轴的快速移动指令。
G01:屏蔽所有轴的直线插补指令。
G02:屏蔽所有轴的顺时针圆弧插补指令。
G03:屏蔽所有轴的逆时针圆弧插补指令。
G04:屏蔽所有轴的暂停指令。
除了以上的常见屏蔽参数外,Fanuc系统还支持更多的屏蔽参数,可以根据具体的加工需求进行配置。
例如,可以通过设置G10屏蔽参数来屏蔽特定的轴运动指令。
要使用屏蔽参数,只需在G代码程序中添加相应的参数即可。
例如,要屏蔽X轴和Y轴的运动指令,可以在程序中添加以下代码:G01G00X100.0Y200.0
在上述代码中,X轴和Y轴的运动指令将被屏蔽,只有Z轴的直线插补指令会被执行。
需要注意的是,屏蔽参数只对接下来的运动指令有效,一旦设置了屏蔽参数,它会一直保持有效,直到被重新设置或程序结束。
屏蔽参数在Fanuc系统中非常有用,可以提高加工效率和精度。
通过灵活设置屏蔽参数,可以使机床只关注需要的轴运动,避免不必要的干涉和误差。
因此,在编写G代码程序时,合理使用屏蔽参数是非常重要的。
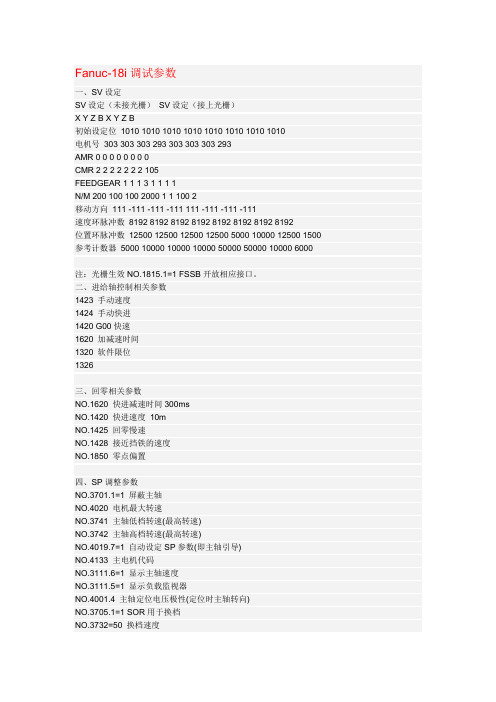
Fanuc-18i调试参数一、SV设定SV设定(未接光栅)SV设定(接上光栅)X Y Z B X Y Z B初始设定位1010 1010 1010 1010 1010 1010 1010 1010电机号303 303 303 293 303 303 303 293AMR 0 0 0 0 0 0 0 0CMR 2 2 2 2 2 2 2 105FEEDGEAR 1 1 1 3 1 1 1 1N/M 200 100 100 2000 1 1 100 2移动方向111 -111 -111 -111 111 -111 -111 -111速度环脉冲数8192 8192 8192 8192 8192 8192 8192 8192位置环脉冲数12500 12500 12500 12500 5000 10000 12500 1500 参考计数器5000 10000 10000 10000 50000 50000 10000 6000注:光栅生效NO.1815.1=1 FSSB开放相应接口。
二、进给轴控制相关参数1423 手动速度1424 手动快进1420 G00快速1620 加减速时间1320 软件限位1326三、回零相关参数NO.1620 快进减速时间300msNO.1420 快进速度10mNO.1425 回零慢速NO.1428 接近挡铁的速度NO.1850 零点偏置四、SP调整参数NO.3701.1=1 屏蔽主轴NO.4020 电机最大转速NO.3741 主轴低档转速(最高转速)NO.3742 主轴高档转速(最高转速)NO.4019.7=1 自动设定SP参数(即主轴引导)NO.4133 主电机代码NO.3111.6=1 显示主轴速度NO.3111.5=1 显示负载监视器NO.4001.4 主轴定位电压极性(定位时主轴转向)NO.3705.1=1 SOR用于换档NO.3732=50 换档速度NO.4076=33 定位速度NO.4002.1=1 外接编码器生效NO.4077 定位脉冲数(主轴偏置)NO.3117.0=1 显示主轴负载表900参数。
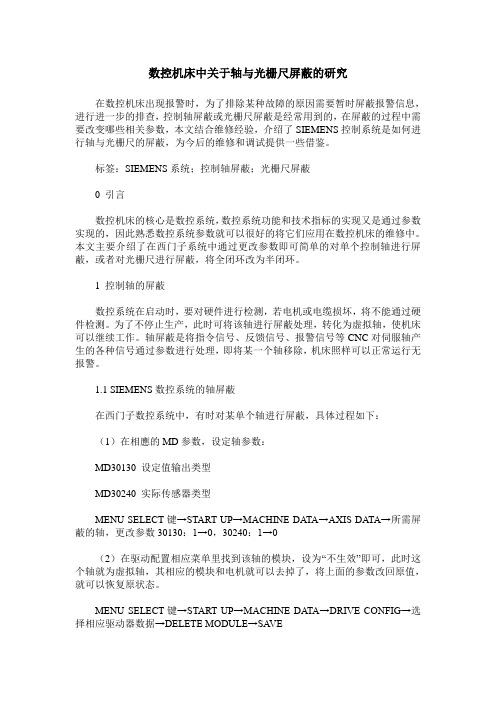
数控机床中关于轴与光栅尺屏蔽的研究在数控机床出现报警时,为了排除某种故障的原因需要暂时屏蔽报警信息,进行进一步的排查,控制轴屏蔽或光栅尺屏蔽是经常用到的,在屏蔽的过程中需要改变哪些相关参数,本文结合维修经验,介绍了SIEMENS控制系统是如何进行轴与光栅尺的屏蔽,为今后的维修和调试提供一些借鉴。
标签:SIEMENS系统;控制轴屏蔽;光栅尺屏蔽0 引言数控机床的核心是数控系统,数控系统功能和技术指标的实现又是通过参数实现的,因此熟悉数控系统参数就可以很好的将它们应用在数控机床的维修中。
本文主要介绍了在西门子系统中通过更改参数即可简单的对单个控制轴进行屏蔽,或者对光栅尺进行屏蔽,将全闭环改为半闭环。
1 控制轴的屏蔽数控系统在启动时,要对硬件进行检测,若电机或电缆损坏,将不能通过硬件检测。
为了不停止生产,此时可将该轴进行屏蔽处理,转化为虚拟轴,使机床可以继续工作。
轴屏蔽是将指令信号、反馈信号、报警信号等CNC对伺服轴产生的各种信号通过参数进行处理,即将某一个轴移除,机床照样可以正常运行无报警。
1.1 SIEMENS数控系统的轴屏蔽在西门子数控系统中,有时对某单个轴进行屏蔽,具体过程如下:(1)在相應的MD参数,设定轴参数:MD30130 设定值输出类型MD30240 实际传感器类型MENU SELECT键→START UP→MACHINE DATA→AXIS DATA→所需屏蔽的轴,更改参数30130:1→0,30240:1→0(2)在驱动配置相应菜单里找到该轴的模块,设为“不生效”即可,此时这个轴就为虚拟轴,其相应的模块和电机就可以去掉了,将上面的参数改回原值,就可以恢复原状态。
MENU SELECT键→START UP→MACHINE DATA→DRIVE CONFIG→选择相应驱动器数据→DELETE MODULE→SA VE2 光栅尺的屏蔽相对于半闭环控制机床,全闭环控制机床有着加工精度高,响应速度快的优点,但是稳定性不易控制,其检测元件感应同步器、光栅尺等容易受到不良环境的影响,当检测元件受损,既申请备件又不想影响生产,这就需要将全闭环临时改为半闭环,提高生产效率。
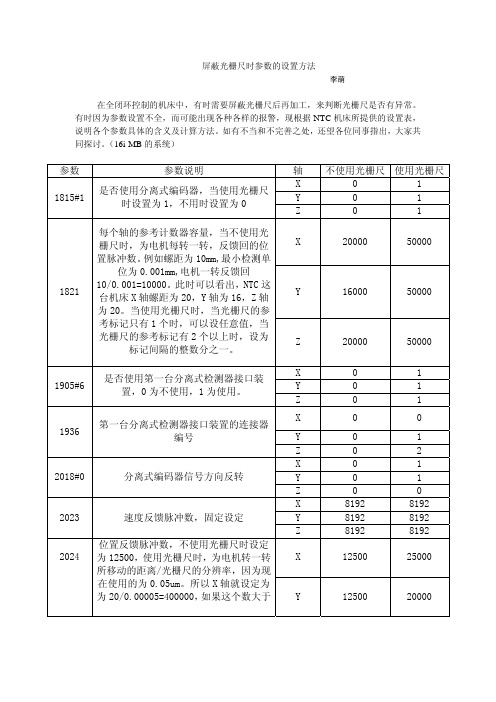
屏蔽光栅尺时参数的设置方法李萌在全闭环控制的机床中,有时需要屏蔽光栅尺后再加工,来判断光栅尺是否有异常。
有时因为参数设置不全,而可能出现各种各样的报警,现根据NTC 机床所提供的设置表,说明各个参数具体的含义及计算方法。
如有不当和不完善之处,还望各位同事指出,大家共同探讨。
(16i-MB 的系统)参数 参数说明轴 不使用光栅尺 使用光栅尺X 0 1 Y 0 1 1815#1是否使用分离式编码器,当使用光栅尺时设置为1,不用时设置为0 Z 0 1X2000050000Y 16000 500001821 每个轴的参考计数器容量,当不使用光栅尺时,为电机每转一转,反馈回的位置脉冲数。
例如螺距为10mm,最小检测单位为0.001mm,电机一转反馈回10/0.001=10000。
此时可以看出,NTC 这台机床X 轴螺距为20,Y 轴为16,Z 轴为20。
当使用光栅尺时,当光栅尺的参考标记只有1个时,可以设任意值,当光栅尺的参考标记有2个以上时,设为标记间隔的整数分之一。
Z 20000 50000 X0 1 Y 0 1 1905#6是否使用第一台分离式检测器接口装置,0为不使用,1为使用。
Z 0 1 X 0 0 Y 0 1 1936第一台分离式检测器接口装置的连接器编号Z 0 2 X 0 1 Y 0 1 2018#0 分离式编码器信号方向反转Z 0 0 X 8192 8192 Y 8192 8192 2023 速度反馈脉冲数,固定设定 Z 8192 8192 X12500250002024位置反馈脉冲数,不使用光栅尺时设定为12500,使用光栅尺时,为电机转一转所移动的距离/光栅尺的分辨率,因为现在使用的为0.05um。
所以X 轴就设定为为20/0.00005=400000,如果这个数大于Y 12500 2000032767,将用2185作为乘数,所以这里设定25000,2185设为16,相乘即为400000。
FANUC-18i调试参数一览表调试参数一览表:一、SV设定SV设定(未接光栅)SV设定(接上光栅)X Y Z B X Y Z B初始设定位1010 1010 1010 1010 1010 1010 1010 1010电机号303 303 303 293 303 303 303 293AMR 0 0 0 0 0 0 0 0CMR 2 2 2 2 2 2 2 105FEEDGEAR 1 1 1 3 1 1 1 1N/M 200 100 100 2000 1 1 100 2移动方向111 -111 -111 -111 111 -111 -111 -111速度环脉冲数8192 8192 8192 8192 8192 8192 8192 8192位置环脉冲数12500 12500 12500 12500 5000 10000 12500 1500参考计数器5000 10000 10000 10000 50000 50000 10000 6000注:光栅生效NO.1815.1=1 FSSB开放相应接口。
二、进给轴控制相关参数1423 手动速度1424 手动快进1420 G00快速1620 加减速时间1320 软件限位1326三、回零相关参数NO.1620 快进减速时间300msNO.1420 快进速度10mNO.1425 回零慢速NO.1428 接近挡铁的速度NO.1850 零点偏置四、SP调整参数NO.3701.1=1 屏蔽主轴NO.4020 电机最大转速NO.3741 主轴低档转速(最高转速)NO.3742 主轴高档转速(最高转速)NO.4019.7=1 自动设定SP参数(即主轴引导)NO.4133 主电机代码NO.3111.6=1 显示主轴速度NO.3111.5=1 显示负载监视器NO.4001.4 主轴定位电压极性(定位时主轴转向)NO.3705.1=1 SOR用于换档NO.3732=50 换档速度NO.4076=33 定位速度NO.4002.1=1 外接编码器生效NO.4077 定位脉冲数(主轴偏置) NO.3117.0=1 显示主轴负载表2.3 FANUC 伺服系统的状态诊断慧聪网2006年5月9日11时20分网友评论 0 条进入论坛在FANUC系统中,各伺服轴的驱动报警以及位置编码器A相、B相、零位脉冲等信息,可以通过诊断参数进行进一步检查,以确认故障发生的部位与原因。
fanuc屏蔽光栅尺FANUC 32I 屏蔽光栅尺 fanuc发那科维修说明书故障分析解决阅读:1978次页数:2页 2016-04-08 举报FANUC32I-M A立式加工中心屏蔽光栅尺参数修改参数半闭环全闭环备注 1815 #1=0 #1=1 是否使用分离型脉冲编码器#5=0 #5=1 是否使用绝对位置检测器 2024 12500 10000 位置脉冲数 2084 3 1 柔性进给齿轮比(分子) 2085 250 20 柔性进给齿轮比(分母) 2185 0 24 位置脉冲变换系数1241 -28.1 -27.1 Z轴换刀点1850 2790 2790 各轴栅格偏移量或参考点偏移量 1851 40 0 反向间隙 1852 20 -8 快速移动时反向间隙 1828 30000 30000 轴移动中最大允许偏差量1829 100 100 轴静止时最大允许偏差量1825 4000 4000 各轴的伺服环增益1/2页注意事项1.机床电气硬件部分不用变动,光栅尺与系统接口断开与否不会对半闭环有影响。
2.系统参数在修改之前最好做好备份,方便以后恢复原始机床数据。
3.在功能设定画面,打开设定,把参数写保护置为1,此时参数可以修改。
在参数画面找到要修改的参数,修改完参数后,需要把系统关掉电源重启,修改的参数才能生效。
4.参数1815#5没有设为0,会出现DS0300参考点丢失/DS0306电池电压0报警,然后把#5=0即可消除报警。
5.2084/2085计算:丝杠螺距×1000/1000000.如丝杠螺距为12mm,那么12×1000/1000000=3/250.所以2084=3 2085=250即可。
6.参数2185=24时,半闭环状态,机床会出现向行进方向缓慢滑行的现象,但坐标位置是正确的。
把2185改为0,滑行的现象消失。
7.全闭环改为半闭环后,参考点会有变化,需要调整参数1850.使机床半闭环参考点与全闭环在同一位置。
数控机床中关于轴与光栅尺屏蔽的研究作者:李虹来源:《山东工业技术》2018年第10期摘要:在数控机床出现报警时,为了排除某种故障的原因需要暂时屏蔽报警信息,进行进一步的排查,控制轴屏蔽或光栅尺屏蔽是经常用到的,在屏蔽的过程中需要改变哪些相关参数,本文结合维修经验,介绍了SIEMENS控制系统是如何进行轴与光栅尺的屏蔽,为今后的维修和调试提供一些借鉴。
关键词:SIEMENS系统;控制轴屏蔽;光栅尺屏蔽DOI:10.16640/ki.37-1222/t.2018.10.0230 引言数控机床的核心是数控系统,数控系统功能和技术指标的实现又是通过参数实现的,因此熟悉数控系统参数就可以很好的将它们应用在数控机床的维修中。
本文主要介绍了在西门子系统中通过更改参数即可简单的对单个控制轴进行屏蔽,或者对光栅尺进行屏蔽,将全闭环改为半闭环。
1 控制轴的屏蔽数控系统在启动时,要对硬件进行检测,若电机或电缆损坏,将不能通过硬件检测。
为了不停止生产,此时可将该轴进行屏蔽处理,转化为虚拟轴,使机床可以继续工作。
轴屏蔽是将指令信号、反馈信号、报警信号等CNC对伺服轴产生的各种信号通过参数进行处理,即将某一个轴移除,机床照样可以正常运行无报警。
1.1 SIEMENS数控系统的轴屏蔽在西门子数控系统中,有时对某单个轴进行屏蔽,具体过程如下:(1)在相应的MD参数,设定轴参数:MD30130 设定值输出类型MD30240 实际传感器类型MENU SELECT键→START UP→MACHINE DATA→AXIS DATA→所需屏蔽的轴,更改参数30130:1→0,30240:1→0(2)在驱动配置相应菜单里找到该轴的模块,设为“不生效”即可,此时这个轴就为虚拟轴,其相应的模块和电机就可以去掉了,将上面的参数改回原值,就可以恢复原状态。
MENU SELECT键→START UP→MACHINE DATA→DRIVE CONFIG→选择相应驱动器数据→DELETE MODULE→SAVE2 光栅尺的屏蔽相对于半闭环控制机床,全闭环控制机床有着加工精度高,响应速度快的优点,但是稳定性不易控制,其检测元件感应同步器、光栅尺等容易受到不良环境的影响,当检测元件受损,既申请备件又不想影响生产,这就需要将全闭环临时改为半闭环,提高生产效率。
光栅尺归0操作
光栅尺归零操作步骤如下:
1. 全闭环开通:光栅尺安装完毕,检查系统功能是否开通,请检查诊断画面N1203#4 (0i-mc)N1139#2(0i-md)是否为“1”。
若为零,请与工程部联系,以开通此功能。
将光栅尺检测功能开通将参数设为全闭环控制N1815#1 OPT 改为:“1”N1815#2 改为1关机20秒后重启系统。
2. 各轴运行检测:手轮方式移动各轴检查各轴是否平稳,检查各轴急停是否有效。
3. 相关参数设置:若N1820 为2,CMR=1时,N1821设为20000,N1882设为20020。
若N1820为20,CMR=10时,N1821设为200000,N1882设为200200。
4. 设定参考点(以X轴为例):在“MDI”方式将1883置“0”,关机20秒后系统重启;在“MDI”方式,按一下“OFFSET”,切换到工件坐标系画面,将工件坐标系G53,G54清“0”;切换到回零方式,执行X回零操作,工作台在回零方向连续移动3次后停止;将方式开关切换为手轮方式,然后将工作台移至机床参考点位置,记下此时的机械坐标值;切换工作方式到“MDI ”,拍下急停,将机械坐标输入参数N1883(注意去掉小数点);关机20秒后系统重启;在回零方式,执行X回零操作,工作台在回零方向连续移动3次后停止,查看此时机械坐标,看与到参考点的实际距离是否一致。
若一致,切换一下工作方式开关,再回到回零方式,执行回零,零点设置完成。
若不一致,从第一步重新开始。
以上步骤仅供参考,建议咨询专业人士获取准确信息。