材料成形工艺第五六章铸造工艺工装设计
- 格式:ppt
- 大小:4.11 MB
- 文档页数:34
材料成型工艺MaterialFormingTechnology课程编号:07310060学分:6学时:90(其中:讲课学时:78实验学时:12上机学时:0)先修课程:材料成型原理、金属学及热处理、机械设计基础适用专业:材料成型及控制工程教材:《金属材料液态成型工艺》贾志宏编化学工业出版社2008年2月第1版《金属材料焊接工艺》雷玉成主编化学工业出版社,2006年8月第1版《冲压工艺与模具设计》牟林、胡建华主编.北京大学出版社2010年3月第2版开课学院:材料科学与工程学院一、课程的性质与任务:本课程是材料成型与控制工程专业的一门主要专业基础课。
本课程的任务是掌握金属液态成型工艺的方法、金属板料成形技术、焊接电弧及焊接方法等三大部分知识。
通过本课程的学习,了解常见的液态成型、板料成形、焊接工艺方法。
为学习有关专业课程、从事生产技术工作和管理工作打好热加工工艺知识基础;了解热加工的新工艺、新技术、新方法和发展趋势。
二、课程的基本内容及要求第一篇液态成型工艺绪论1基本内容金属液态成型工艺发展历史,液态成型工艺流程。
2教学要求了解铸造产业的发展概况;了解铸造生产的基本流程和工艺种类。
3重难点液态成型工艺的基本类型、流程及发展趋势。
第一章零件结构的铸造工艺性分析1基本内容(1)常用铸造方法的选择;(2)砂型铸造零件结构的工艺性分析;(3)特种铸造零件结构的工艺性分析。
2教学要求(1)了解各种铸造方法的特点;熟悉铸造方法选用的依据(2)掌握砂型铸造零件结构的工艺性分析方法;(3)熟悉特种铸造零件结构的工艺性分析方法。
3重难点铸造工艺性分析的方法和思路。
第二章砂型铸造工艺方案的确定1基本内容(1)工艺设计内容及流程;(2)砂型铸造工艺方案确定的基本原理;2教学要求(1)熟悉铸造工艺设计的依据、内容及流程;(2)掌握砂型铸造工艺方案制定的原理及方法。
3重难点(1)生产纲领、生产条件对工艺方案制定的影响;(2)分型面及浇注位置的确定。
第六章 铸造工艺装备设计第一节 概 述铸造工艺装备是造型、制芯和合箱过程中所使用的模具和装置的总称,其内容见教材表 61。
第二节 模样设计一、材质的选择1.木模适用于单件、小批量生产的各种铸件。
2.金属模样常用的金属为:适用于大量、成批生产的各种铸件。
3.聚苯乙烯泡沫塑料模(消失模)用于实型造型法、磁丸造型的中、小铸件和单件生产的中、大型铸钢件。
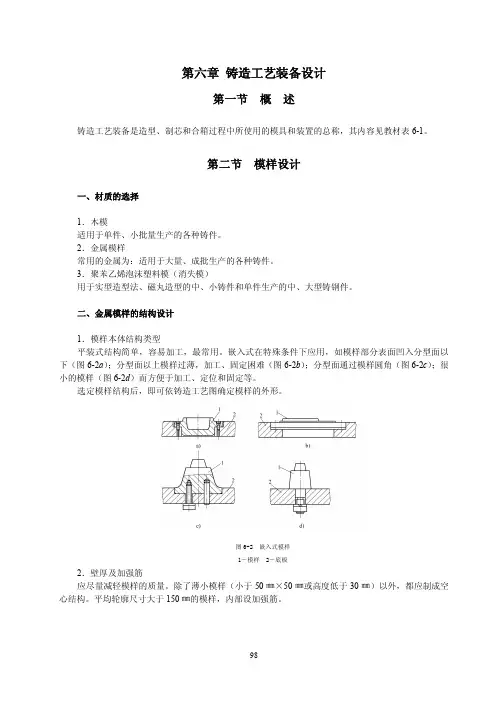
二、金属模样的结构设计1.模样本体结构类型平装式结构简单,容易加工,最常用。
嵌入式在特殊条件下应用,如模样部分表面凹入分型面以 下(图 62a);分型面以上模样过薄,加工、固定困难(图 62b);分型面通过模样圆角(图62c);很 小的模样(图 62d)而方便于加工、定位和固定等。
选定模样结构后,即可依铸造工艺图确定模样的外形。
图 6-2 嵌入式模样1-模样 2-底板2.壁厚及加强筋应尽量减轻模样的质量。
除了薄小模样(小于 50 ㎜×50 ㎜或高度低于 30 ㎜)以外,都应制成空 心结构。
平均轮廓尺寸大于 150 ㎜的模样,内部设加强筋。
3.固定和定位孔模样在模底板上的固定,可用螺钉或螺栓,用定位销定位。
模样上钻通孔,螺钉穿过模样与模底 板固定,称为上固定法,如图 64a 。
优点有:便于选择螺孔位置,钻孔和装配方便;缺点是:破坏模 样的工作表面,紧固后需用塑料或铝等填平模样表面上之螺孔坑。
模底板上钻通孔,模样上攻螺纹孔的 固定方法称下固定法,如图 64b 。
优点是模样工作表面不受损害;缺点是确定螺孔位置要避开模底板 底部之筋条,还要让出扳手空间,安装不甚方便。
下固定法用于模样高大且四周没有低矮的凸边可以利 用的条件下。
定位销孔的位置应选在模样上矮而平的部位,两孔间距尽量远。
每块模样上至少应设 2 个。
图6-4 模样的固定和定位a )上固定法b )下固定法1-模样 2-模底板 3-螺钉 4-定位销4.模样(芯盒)的尺寸标注模样(芯盒)的尺寸有两类:一类是与铸件有关的尺寸;另一类为非关联尺寸,如芯头长度等。
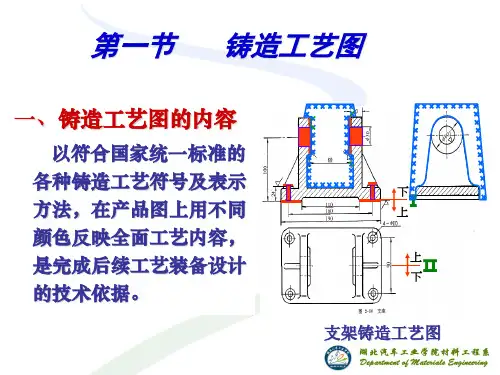

铸造工艺及工装设计课程设计任务书
1,用CAD绘制符合国家制图标准的铸件零件二维三视图(零件图就是第4次作业绘制的铸件图),经过指导老师检查合格打印出图,图纸采用A0图幅;(12月16日至17日,2天);
2、在A0铸件图样上用红蓝铅笔做铸造工艺设计,包括分型面、加工余量、分型(芯)负数、拔模斜度、铸造体(线)收缩率、补正量、冷铁,浇注系统设计、冒口设计、砂芯设计、工艺说明等;必须设计3种分型方案,从中选取一种合适的方案做铸造工艺设计,设计中冒口及浇注系统等设计须有详细的计算过程和计算依据;(12月18日至23日,6天)
3、铸造工艺图设计完成后,根据铸造工艺图设计金属模板装配图、金属芯盒装配图(中等难度砂芯),用A2图幅打印出图;(12月24日至29日,6天)
4、撰写铸造工艺及工装设计说明书,说明书必须是打印文件;(12月30日至元月3日,5天)
5、答辩。
(元月4日至元月5日,2天)
注:1)做课程设计时间包括星期六和星期天。
2)提前完成的同学经指导老师检查认可后,可以申请提前答辩,
提前答辩时间安排在12月29日至31日其中的一天。
3)本次课程设计时间及进程安排不受学校提前放假日期的影响,
完全按学校制定的原教学计划执行。
砂型铸造工艺及工装设计一、工艺流程设计砂型铸造的工艺流程设计是整个工艺的基础,包括以下步骤:设计铸造模具:根据产品需求和工艺要求,设计铸造模具的结构和尺寸。
制作砂型:根据模具和产品需求,制作符合要求的砂型。
浇注:将熔融的金属液体注入砂型,填充模具的型腔。
冷却:让金属液体冷却凝固,形成铸件。
脱模:将凝固的铸件从砂型中脱出,完成整个铸造过程。
二、铸造模具设计铸造模具的设计是整个工艺的核心,直接影响产品的质量和工艺的效率。
设计时需考虑以下几点:模具材料选择:根据产品需求和工艺要求,选择合适的模具材料。
模具结构确定:根据产品形状和尺寸,设计模具的结构和形状。
模具尺寸精度:根据产品要求和工艺条件,确定模具的尺寸精度。
浇口设计:浇口是金属液体注入模具的通道,设计时需考虑浇口的尺寸、位置和形式。
排气口设计:排气口是排除模具内的空气和挥发物的通道,设计时需考虑排气口的位置和大小。
三、砂型制作工艺设计砂型制作是整个工艺的重要环节,其质量直接影响产品的质量和工艺的效率。
设计时需考虑以下几点:砂型材料选择:选择符合要求的砂型材料,如黄沙、石英砂等。
砂型紧实度控制:控制砂型的紧实度,以保证砂型的强度和稳定性。
砂型透气性控制:控制砂型的透气性,以保证浇注过程中金属液体能够顺利填充模具的型腔。
砂型表面处理:对砂型的表面进行处理,以提高产品的表面质量。
四、浇注系统设计浇注系统是金属液体注入模具的通道,其设计直接影响到金属液体的流动和填充效果。
设计时需考虑以下几点:浇注系统结构形式:根据产品要求和工艺条件,选择合适的浇注系统结构形式。
浇注系统尺寸精度:根据产品要求和工艺条件,确定浇注系统的尺寸精度。
浇注速度控制:控制浇注速度,以保证金属液体能够平稳、充足地填充模具的型腔。
浇口位置选择:根据产品形状和模具结构,选择合适的浇口位置。
溢流槽设计:溢流槽是收集多余金属液体的结构,设计时需考虑溢流槽的位置和大小。
过滤网设置:过滤网是过滤金属液体中的杂质和气泡的结构,设计时需考虑过滤网的形式和材料。