铸造工艺参数与砂芯设计
- 格式:ppt
- 大小:12.53 MB
- 文档页数:20

砂芯铸造的工艺过程
砂芯铸造是一种常见的铸造工艺,它是通过在铸造前制造出砂芯,再在砂芯内注入液态金属,最后冷却凝固形成所需铸件的过程。
下面
将简要介绍砂芯铸造的工艺过程。
首先,选择合适的砂芯材料和适当的砂芯型腔。
根据铸件形状和
尺寸的不同,选择不同的砂芯型腔,并通过设计、调整和测试确认最
佳参数。
然后将选好的砂芯材料,如石英砂、石膏砂、水玻璃砂等,
经过制砂加工处理,得到均匀、致密、稳定的砂芯。
其次,制作砂芯。
将制好的砂芯材料放入砂芯模具中,通过振动、加压、模具开关等操作,将砂芯模具完整地填充好。
然后将砂芯模具
放在干燥室中,靠空气干燥或加热干燥,以使砂芯在模具中稳定形成。
在干燥过程中,还需注意控制温度、湿度、通风等条件,以保证砂芯
质量。
接下来,组装砂芯。
将制好的砂芯硬化后拆下,然后用砂芯粘合
剂或钢丝等连接多个砂芯。
将砂芯组合成一体,形成符合铸件形状的
整体砂芯,再将其放入砂箱内。
最后,注铸液态金属。
将整体砂芯放入铸造设备中,熔化黄铜、
铝合金、铸铁等铸造材料,注入砂芯内,待铸造材料冷却凝固后,拆
开砂芯,得到所需的造型,即铸件。
总之,砂芯铸造是一种将砂芯和铸造材料有机结合的铸造过程,
其优点是可制造出复杂形状、不易变形、表面光滑的铸件。
不过,由
于砂芯制作时间较长,成本较高,因此需要在实际应用中权衡成本与
生产效率。
目录1绪言················································2铸造工艺设计···············2.1铸件结构的铸造工艺性·········2. 2铸造工艺方案的确定·················2.3参数的选择工艺2. 4砂芯设计2. 5浇注系统设计·············3铸造的工艺装备设计······3. 1模样设计·······3. 2模底板的设计·······················3. 3模样在模底板上的装配············4结束语·······参考文献1绪言我本次课程设计的任务是对灰铸铁支承座进行铸造工艺及工装设计。
铸造生产工艺参数是指在进行铸造过程中需要控制和调整的一系列参数,以确保产品质量和生产效率。
以下是一些常见的铸造生产工艺参数:
1.浇注温度:指熔融金属或合金从炉中倒入铸型的温度。
合适的浇注温度能够保证流动性、
充填性和凝固性。
2.浇注速度:指铸液从浇口进入铸型的速度。
过高的浇注速度可能引起气孔、缩松等缺陷,
而过低的浇注速度可能导致充填不完全。
3.砂型湿度:指用于制备砂型的砂料中所含水分的含量。
适当的砂型湿度可以提高模型的
强度和表面光滑度。
4.压实压力:指用于压实砂型的压力大小。
正确的压实压力能够增加砂型的密实度和强度,
以提高铸件的表面质量和尺寸精度。
5.凝固时间:指从浇注到铸件完全凝固所需的时间。
准确控制凝固时间可以避免铸件缺陷,
如热裂纹和收缩缺陷。
6.浇注系统设计:包括浇口、冒口、喷杆等组成的铸造系统。
合理的浇注系统设计可以确
保铸液均匀充填铸型,并有助于减少气孔和杂质的产生。
7.砂芯制备参数:对于需要内部空腔的铸件,砂芯的制备是必要的。
砂芯制备参数包括砂
芯的湿度、压实力度和固化时间等。
8.热处理参数:针对某些合金铸件,热处理过程是必要的,如退火、淬火等。
热处理参数
包括温度、保温时间和冷却速率等。
这些参数在铸造生产中相互关联,需要根据具体铸件的形状、材料和工艺要求进行调整和控制,以保证最终产品的质量和性能。

金属型铸造与砂型铸造比较:在技术上与经济上有许多优点。
(1)金属型生产的铸件,其机械性能比砂型铸件高。
同样合金,其抗拉强度平均可提高约25%,屈服强度平均提高约20%,其抗蚀性能和硬度亦显著提高;(2)铸件的精度和表面光洁度比砂型铸件高,而且质量和尺寸稳定;(3)铸件的工艺收得率高,液体金属耗量减少,一般可节约15~30%;(4)不用砂或者少用砂,一般可节约造型材料80~100%;此外,金属型铸造的生产效率高;使铸件产生缺陷的原因减少;工序简单,易实现机械化和自动化。
金属型铸造虽有很多优点,但也有不足之处。
如:(1) 金属型制造成本高;(2) 金属型不透气,而且无退让性,易造成铸件浇不足、开裂或铸铁件白口等缺陷;(3) 金属型铸造时,铸型的工作温度、合金的浇注温度和浇注速度,铸件在铸型中停留的时间,以及所用的涂料等,对铸件的质量的影响甚为敏感,需要严格控制。
因此,在决定采用金属型铸造时,必须综合考虑下列各因素:铸件形状和重量大小必须合适;要有足够的批量;完成生产任务的期限许可。
编辑本段金属型铸件形成过程的特点金属型和砂型,在性能上有显著的区别,如砂型有透气性,而金属型则没有;砂型的导热性差,金属型的导热性很好,砂型有退让性,而金属型没有等。
金属型的这些特点决定了它在铸件形成过程中有自己的规律。
型腔内气体状态变化对铸件成型的影响:金属在充填时,型腔内的气体必须迅速排出,但金属又无透气性,只要对工艺稍加疏忽,就会给铸件的质量带来不良影响。
铸件凝固过程中热交换的特点:金属液一旦进入型腔,就把热量传给金属型壁。
液体金属通过型壁散失热量,进行凝固并产生收缩,而型壁在获得热量,升高温度的同时产生膨胀,结果在铸件与型壁之间形成了“间隙”。
在“铸件一间隙一金属型”系统未到达同一温度之前,可以把铸件视为在“间隙”中冷却,而金属型壁则通过“间隙”被加热。
金属型阻碍收缩对铸件的影响:金属型或金属型芯,在铸件凝固过程中无退让性,阻碍铸件收缩,这是它的又一特点。
•砂型铸造的基本过程•砂型铸造有六个基本步骤:1) 把模样放入砂中制成一个模具。
2) 在浇注系统中把原型和砂子接合起来。
3) 把模样去掉。
4) 把模具的空隙用熔化了的金属填充起来。
5) 让金属冷却。
6) 把砂型模具敲掉取出铸件。
砂型铸造案例项目导入:轴承座铸件的造型工艺方案。
铸件简图:轴承座如图2-1所示。
铸件材料:HT150。
体积参数:轮廓尺寸240mm´65mm´75mm,铸件重量约5kg。
生产性质:单件生产。
项目要求:确定铸件的造型工艺方案并完成造型操作。
图2-1 轴承座将液体金属浇入用型砂捣实成的铸型中,待凝固冷却后,将铸型破坏,取出铸件的铸造方法称为砂型铸造。
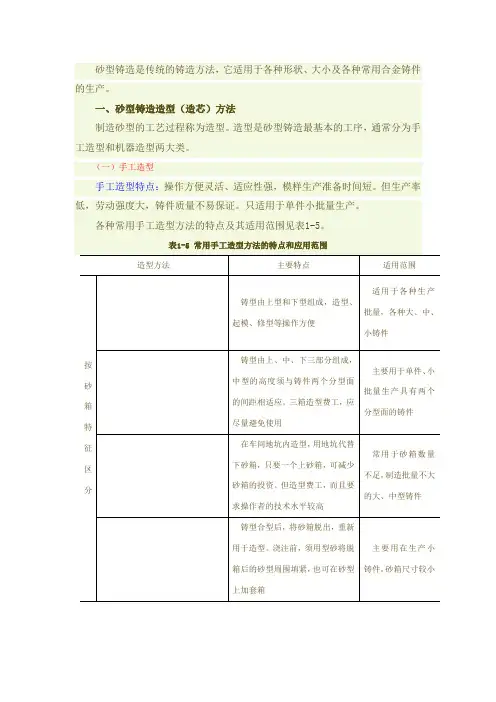
砂型铸造是传统的铸造方法,它适用于各种形状、大小及各种常用合金铸件的生产。
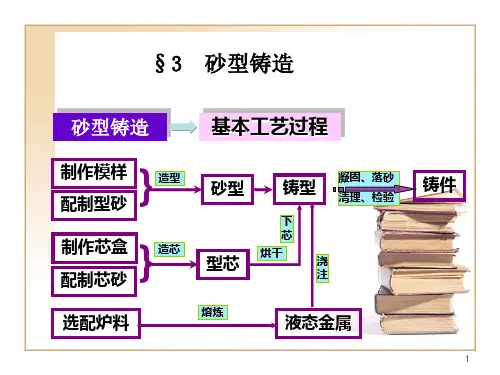
套筒的砂型铸造过程如图2-2所示,主要工序包括制造模样型芯盒、制备造型材料、造型、制芯、合型、熔炼、浇注、落砂、清理与检验等。
图2-2 套筒的砂型铸造过程铸件生产前需根据零件图绘制出铸造工艺图,铸造工艺图是在零件图上用各种工艺符号及参数表示出铸造工艺方案的图形。
其中包括:浇注位置,铸型分型面,型芯的数量、形状、尺寸及其固定方法,加工余量,收缩率,浇注系统,起模斜度,冒口和冷铁的尺寸和布置等。
铸造工艺图是指导模样(型芯盒)设计、生产准备、铸型制造和铸件检验的基本工艺文件。
砂型铸造主要工序包括:(1) 根据零件图制造模样和型芯盒;(2) 配制性能符合要求的型(芯)砂;(3) 用模样和型芯盒进行造型和造芯;(4) 烘干型芯(或砂型)并合型;(5) 熔炼金属并进行浇注;(6) 落砂、清理和检验。
2.1.1 常用造型工模具1. 砂箱制造砂型时,需要用一种无底、无盖并围绕砂型的框架,以防型砂捣实时向外挤出,这种框架就叫做砂箱,砂箱的作用是便于造型,便于翻转砂型及搬运砂型。
砂箱可紧固着在它里面所捣实的型砂,它的四壁可承受金属液对型砂的侧压力,砂箱附有合型时的对准装置及吊运翻箱和夹紧装置,如图2-3所示。
砂型铸造课程设计1前⾔1.1铸造⼯艺设计的概念铸铁件⼴泛的应⽤在装备制造业,冶⾦,建筑,农机,给排⽔以及国防⼯业各部门,如在机械制造业中,铸铁件所占⽐重约为机械重量的40%⾄80% 。
⽣产的铸件是多种多样的,质量有⼤有⼩,厚度可以薄到2mm,也可以达到500mm,可以是各种形状。
那么什么是铸造呢?铸造⼯艺设计⼜是怎么设计的呢?现代科学技术的发展,要求⾦属铸件具有⾼的⼒学性能、尺⼨精度和低的表⾯粗糙度值;要求具有某些特殊性能,如耐热、耐蚀、耐磨等,同时还要求⽣产周期短,成本低。
因此,铸件在⽣产之前,⾸先应进⾏铸造⼯艺设计,使铸件的整个⼯艺过程都能实现科学操作,才能有效地控制铸件的形成过程,达到优质⾼产的效果。
铸造⼯艺设计就是根据铸造零件的结构特点、技术要求、⽣产批量和⽣产条件等,确定铸造⽅案和⼯艺参数,绘制铸造⼯艺图,编制⼯艺卡等技术⽂件的过程。
铸造⼯艺设计的有关⽂件,是⽣产准备、管理和铸件验收的依据,并⽤于直接指导⽣产操作。
铸件的⽣产过程,也就是从零件图开始,⼀直到铸件成品检验合格⼊库为⽌,要经过很多道⼯序。
例如涉及到合⾦熔炼、造型、制芯材料的配制,⼯艺装备的准备,铸型的制造、合箱、浇注、落砂和清理等多⽅⾯⼯作。
⼈们把⼀个铸件的⽣产过程称为铸造⽣产⼯艺过程。
对于⼀个铸件,编制出铸造⽣产过程的技术⽂件就是铸造⼯艺设计。
这些技术⽂件必须结合⼯⼚的具体条件,是在总结先进经验的基础上,以图形、⽂字和表格的形式对铸件的⼯艺⽣产过程加以科学的规定[1]。
它是⽣产的直接指导性⽂件,也是技术准备和⽣产管理、制定进度计划的依据。
1.2设计依据在进⾏铸造⼯艺设计前,设计者应掌握⽣产任务和要求,熟悉⼯⼚和车间的⽣产条件,这些是铸造⼯艺设计的基本依据。
此外,要求设计者有⼀定的⽣产经验和设计经验,并应对铸造先进技术有所了解,具有经济观点和发展观点。
1.2.1⽣产任务1)铸造零件图样。
提供的图样必须清晰⽆误,有完整的尺⼨和各种标记。