铝制板翅式换热器的工艺流程
- 格式:doc
- 大小:89.50 KB
- 文档页数:2

铝制板翅式换热器使用说明书目录前言第1页1 铝板翅式换热器结构介绍第1页2 板式安装第4页2.1设备到达检查第4页2.2存放第4页2.3板式安装第4页3 安装第5页3.1系统试压第5页3.2 热交换介质的要求第5页3.3 热交换介质的要求第6页4、技术性能、安装尺寸第6页5、维护与保养第6页6、制造、检验、验收标准第7页前言铝板翅式换热器广泛用于低温精馏装置,如空气分离与液化设备、天然气分离与液化、乙烯精馏;也用于化工处理、机车冷却和其它领域;本使用说明为铝板翅式换热器安装、使用、维护的一般知识,对文中黑体字部份应特别注意,以免对设备或人员造成伤害。
在使用过程中对不清楚的地方应向制造厂家咨询。
1. 铝板翅式换热器结构介绍1.1 铝板翅式换热器属间壁式紧凑换热器;1.2 铝板翅式换热器的材质为防锈铝合金;换热介质在工作温度下不能对铝合金产生腐蚀或与铝合金有化学反应;这样会降低换热器的使用寿命;1.3 板式由接管、板束体、其它附属装置组成;1.3.1 接管连接换热器与外部接管,可采用焊接、法兰连接或双金属接头连接;接管与板束体相连是封头,封头用于流体分布;接管材料通常是5A02或50831.3.2 板束体板束体是热交换的场所,结构单位是层;每层由导流片、翅片、封条、隔板组成;层组合为板束体高度(厚度);整体为真空钎焊,不可拆卸;1.3.2.1导流片分进、出口导流片,引导流体进、出各层;1.3.2.2翅片为流体热交换提供扩展面积和支承强度;节距一般从1mm~4.2mm,故不清洁介质不能入内,以免堵塞,特别在试压、管道吹扫时应特别注意;1.3.2.3 封条在每层的四周,把介质与外界隔开;在流体进、出口处开口;1.3.2.4隔板把相邻两层隔开,热交换通过隔板进行,常用隔板一般厚1mm~2mm;1.3.3 其它附属装置包括:支座、吊耳、保冷等;1.3.3.1支座支承换热器,支架与支座相连;如果需要,支座要考虑隔热;1.3.3.2 吊耳为换热器吊装使用;1.3.3.3 当换热器工作温度高于、低于环境温度时换热器应保温以减少冷损。
铝制板翅式换热器导流片的切割工艺摘要本文介绍了铝制板翅式换热器的导流片切割工艺。
分别从产品的特点及芯体结构、导流片切割前的准备工作和导流片的切割具体工艺要求等几方面进行介绍,特别对在切割过程中遇到的一些问题做出了详细的探讨。
关键词:铝制板翅式换热器导流片切割坯料铝制板翅式换热器具有体积小、重量轻、效率高、适应性大等突出优点。
它可以满足错流、逆流、错逆流等十多种不同介质同时传热,可以同时进行气-液、气-气、液-液之间的换热及冷凝蒸发等传热。
广泛应用于空气分离、石油化工、天然气液化设备、乙烯冷箱等行业。
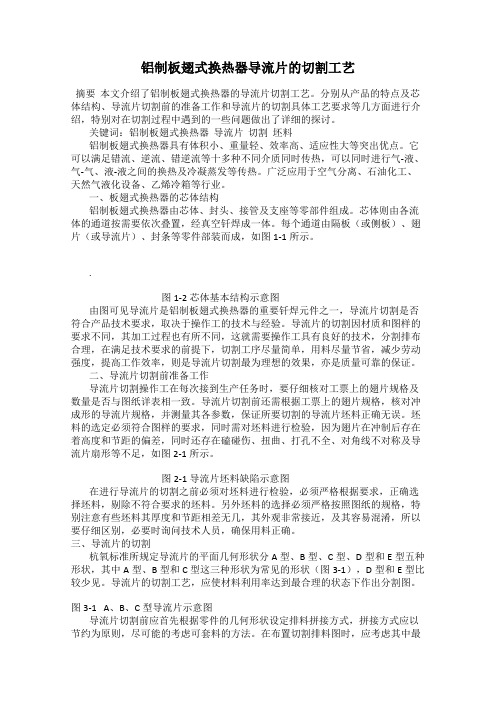
一、板翅式换热器的芯体结构铝制板翅式换热器由芯体、封头、接管及支座等零部件组成。
芯体则由各流体的通道按需要依次叠置,经真空钎焊成一体。
每个通道由隔板(或侧板)、翅片(或导流片)、封条等零件部装而成,如图1-1所示。
.图1-2芯体基本结构示意图由图可见导流片是铝制板翅式换热器的重要钎焊元件之一,导流片切割是否符合产品技术要求,取决于操作工的技术与经验。
导流片的切割因材质和图样的要求不同,其加工过程也有所不同,这就需要操作工具有良好的技术,分割排布合理,在满足技术要求的前提下,切割工序尽量简单,用料尽量节省,减少劳动强度,提高工作效率,则是导流片切割最为理想的效果,亦是质量可靠的保证。
二、导流片切割前准备工作导流片切割操作工在每次接到生产任务时,要仔细核对工票上的翅片规格及数量是否与图纸详表相一致。
导流片切割前还需根据工票上的翅片规格,核对冲成形的导流片规格,并测量其各参数,保证所要切割的导流片坯料正确无误。
坯料的选定必须符合图样的要求,同时需对坯料进行检验,因为翅片在冲制后存在着高度和节距的偏差,同时还存在磕碰伤、扭曲、打孔不全、对角线不对称及导流片扇形等不足,如图2-1所示。
图2-1导流片坯料缺陷示意图在进行导流片的切割之前必须对坯料进行检验,必须严格根据要求,正确选择坯料,剔除不符合要求的坯料。
另外坯料的选择必须严格按照图纸的规格,特别注意有些坯料其厚度和节距相差无几,其外观非常接近,及其容易混淆,所以要仔细区别,必要时询问技术人员,确保用料正确。


翅片式换热器制造工艺翅片式换热器是一种常用的换热设备,广泛应用于工业领域。
它的制造工艺对于换热器的性能和效果有着重要的影响。
翅片式换热器的制造工艺主要包括以下几个步骤:材料准备、翅片制造、管道制造、翅片与管道的组合、焊接和表面处理。
材料准备是翅片式换热器制造的第一步。
根据设计要求,选择适合的材料。
常见的翅片式换热器材料包括铝合金、不锈钢等。
材料应具有良好的导热性能、耐腐蚀性和机械强度。
接下来是翅片制造。
翅片是翅片式换热器的关键组件,用于增加换热面积和提高换热效率。
翅片的制造通常采用铝合金压制工艺。
首先,根据设计要求,将铝合金板材切割成适当大小的翅片形状。
然后,通过专用设备将铝合金板材加工成具有一定形状和间距的翅片。
翅片的制造需要注意保持一定的平整度和间距精度,以确保换热器的换热效果。
管道制造是翅片式换热器的另一个重要环节。
管道是翅片式换热器的导热介质,用于传递热量。
管道的制造通常采用无缝钢管或铜管。
根据设计要求,将管道切割成适当长度,然后进行弯曲和成型,以满足换热器的安装要求。
翅片与管道的组合是翅片式换热器制造的关键步骤。
在组合过程中,需要将翅片与管道紧密结合,以确保换热器的换热效果。
通常,翅片与管道的组合采用机械加工和焊接工艺。
机械加工可以确保翅片与管道之间的间距一致,以提高换热效果。
焊接工艺则用于固定翅片与管道的连接,确保其牢固可靠。
最后是焊接和表面处理。
焊接工艺主要用于连接翅片与管道之间的接头,确保其密封性和强度。
焊接过程需要控制好焊接温度和时间,以避免焊接变形和裂纹。
表面处理则用于提高翅片式换热器的耐腐蚀性和美观度。
常见的表面处理方法包括喷涂、镀锌和电镀等。
翅片式换热器的制造工艺包括材料准备、翅片制造、管道制造、翅片与管道的组合、焊接和表面处理等环节。
通过合理的工艺控制和严格的质量检验,可以制造出性能优良、效果稳定的翅片式换热器。
翅片式换热器的制造工艺是保证其性能和效果的关键,也是实现高效换热的重要保障。

翅片式换热器制造工艺简介翅片式换热器是一种常用于空调、冷却系统和加热系统的换热设备。
本文将详细介绍翅片式换热器的制造工艺,包括原材料选择、加工工艺和装配工艺等。
原材料选择翅片式换热器的主要材料包括翅片、管组、集箱和壳体。
以下是原材料选择的要点:翅片翅片通常采用铝合金制造,因其轻量化和优良的导热性能。
选择合适的铝合金材料,如铝锰合金或铝硅合金,以确保翅片的强度和耐腐蚀性。
管组管组的材料通常为铜管,因其良好的导热性和耐腐蚀性。
选择壁厚适中的铜管,以平衡热传导和机械强度。
集箱集箱通常由不锈钢或钢板制成,以提供稳固的连接和密封。
壳体壳体可以选用钢板或铝合金。
钢板壳体价格低廉,但铝合金壳体具有更好的散热性能和轻量化特性。
加工工艺翅片式换热器的加工工艺包括以下几个步骤:制作翅片1.选择合适的铝合金板材。
2.利用切割设备将铝合金板材裁剪成翅片的尺寸。
3.利用冲床将翅片复模出所需的形状。
加工管组1.将铜管切割成所需长度。
2.进行管端的成型和修整,以确保管端的平整度和密封性能。
加工集箱和壳体1.利用折弯机将不锈钢板或钢板制成集箱和壳体的形状。
2.使用焊接设备将集箱和壳体进行固定焊接,确保密封性能和结构强度。
组装1.将翅片安装在管组上,使用焊接或膨胀套管固定。
2.将管组安装在集箱中,通过焊接或膨胀套管与集箱固定。
3.将密封件安装在集箱和壳体之间,确保换热器的密封性能。
4.安装进、出口管道和支架等配件,完成整体组装。
检测与质量控制检测方法1.使用超声波测厚仪检测管组和壳体的壁厚。
2.利用静压试验或泄漏检测设备检测换热器的密封性能。
3.进行外观检查,确保换热器表面无氧化、划痕或变形等缺陷。
质量控制1.制定严格的生产工艺控制标准,确保每个步骤符合要求。
2.定期对原材料进行检测,确保其质量稳定。
3.引进先进的生产设备,提高生产效率和产品质量。
4.进行定期的质量抽检,及时调整和改进生产工艺。
应用与展望翅片式换热器广泛应用于空调、冷却系统和加热系统等领域。
空分系统换热系统铝板翅式换热器介绍一、铝板翅式换热器的主要特点1、间壁式换热器。
介质之间相互不混合;2、紧凑式换热器。
单位价体积的换热面积一般在900~2000m2以上;3、高效能换热器。
由于翅片的独特结构,增强了流体的对流放热系数;4、质量轻。
换热器用铝合金构成,在相同工艺条件下,重量约为管式换热器的1/10。
5、小温差。
铝板翅式换热器流体间的最小温差可以小到1℃,热端温差可到1~3℃。
6、耐压高。
由于铝板翅式换热器采用钎焊工艺把翅片和隔板间紧紧地钎在一起,所以它承压高。
我们公司现在的大型板翅式换热器可以到8MPa。
7、多股流同时换热。
同一板翅式换热器中可以多达13股流同时进行热交换,并可以根据工艺的需要从不同的温度点抽出。
8、低温装置多用。
铝板翅式换热器由铝合金构成,多用于低温,高温用于200℃以下;9、不耐蚀。
由于铝合金不耐蚀,故对铝合金有腐蚀的场合不能使用,主要是影响其使用寿命。
10、易阻塞。
由于翅片的节距多为1mm~4.2mm之间,所以介质中不能有固体杂质,包括分子筛、珠光砂、管道铁锈等。
二、铝制板翅式换热器的结构与组成流体的每一层通道由翅片、隔板、封条组成,每层通道在特定方位上都设有流体的进出口,并用该流体的进出口封头分别包容该流体的每层进出口,焊上各自的接管而组成为一个铝板翅式换热器。
铝板翅式换热器是由板束、封头及支座等附件组成。
下图是多股流板翅式换热器的结构示意图:图2-1 多股流板翅式换热器结构示意图1、板束体板束体是热交换的场所,是换热器的主体部份。
结构单位是层(通道);每层由导流片、翅片、封条、隔板组成;根据传热的要求秩序叠置在一起就构成了板束体;板束体整体用真空钎焊,不可拆卸;层的结构如图2-1所示。
图2-2板束体层的结构示意图1—封条;2—隔板(或侧板);3—翅片(或导流片)(1)翅片翅片是铝板翅式换热器的基本元件,传热过程主要通过翅片热传导及翅片与流体之间的对流传热来完成。
L2300-2394型翅片式换热器操作规程1、适用范围及引用标准:L2300-2394型翅片式换热器,同类设备适用此规程。
2、工作原理:L2300-2394型散热器用气流干燥空气加热器,该产品采用钢铝复合翅片管为换热元件,传热效率高,换热面积大。
钢管外表面被铝材覆盖不和空气直接接触,不生锈,保证了送风空气的清洁。
该产品采用弯头盘管型式或浮动管箱型式,可以有效的消除管束膨胀对散热器造成的泄露,适用于以蒸汽、热水、导热油为热介质的空气加热系统。
其特点是换热管外或内有许多金属翅片,这些翅片既扩大了传热面积,又增强了气体流动时的湍流程度,使气体的膜系数得以提高。
3、主要经济技术参数:设计温度:≤250℃ 管称压力:1.0MPa试验压力:1.2Mpa 换热面积:2394㎡翅片管数:705根4、操作步骤:4.1启动前的检查:4.1.1检查蒸汽压力达到0.4MPa以上。
4.1.2检查进出口阀是否泄漏。
4.2启动:4.2.1 打开出口旁通阀门,并关出口疏水阀。
4.2.2 打开进口蒸汽阀门。
4.2.3约1分钟后关闭出口旁通阀门,并打开出口疏水阀。
4.2.4待翅片温度达到工艺要求值时,打开空气进出口阀,启动鼓风机电机电源开始通风。
4.3 运行中的检查 :4.3.1经常注意空气进出的温度(检查翅片管有无内漏和加热器有无外漏现象)4.3.2运行过程中有无震动现象,4.3.3.经常注意出口旁通阀是否漏气。
4.4停机:先关闭蒸汽进口阀,当温度降至常温时关疏水器的进口阀。
5、维护及保养:5.1.日常维护:5.1.1 定期检查阀门及管道的完好情况。
5.1.2 定期检查壳体是否漏水漏气。
5.2. 定期检查内容:5.2.1每6个月对疏水阀等阀门进行检查。
5.2.2 每3年对换热器打压试漏,检查换热管完好情况。
6、使用时的注意事项:6.1 应避开酸性排气、爆炸性粉尘、严重煤烟场所6.2.冬季系统停止运行时,把换热管内冷凝水排放干净,防止冻坏设备。