8D报告EXCEL工厂实用模板
- 格式:xls
- 大小:26.00 KB
- 文档页数:2


品质8d报告品质8d报告excel(精彩)品质8D报告excel报告日期:2024年4月15日一、问题描述:在2024年4月10日,我们收到了客户投诉称所购买的产品存在质量问题。
经过初步调查,我们发现问题出现在产品的零件A上。
问题描述如下:1.问题现象:客户反馈称使用产品时,零件A会突然断裂。
2.问题发生时间:客户购买产品后的第一个月内。
3.问题发生的环境:客户反馈问题发生在正常使用环境下,没有额外的外部冲击或异常情况。
二、团队组成:为解决该问题,我们组建了以下团队,负责调查和解决问题的每个阶段。
1.质量主管:李先生2.生产工程师:张先生3.质量工程师:王女士4.销售代表:刘先生三、分析问题的方法:我们采用了8D分析方法来解决该问题,并按照以下步骤进行了分析和处理。
1.D1-组建团队:我们按照问题解决流程组建了上述团队,并确定了每个成员的职责和任务。
2. D2 - 根本原因分析:我们对问题进行了深入分析,并使用鱼骨图和5Why方法找出问题的根本原因。
-根本原因:通过分析,我们发现零件A的设计有一处结构薄弱,容易在使用过程中断裂。
3.D3-制定纠正措施:为解决问题,我们制定了以下纠正措施和计划:-设计改进:与设计团队合作,对零件A的结构进行改进,增加其强度和耐用性。
-生产过程优化:与生产部门合作,调整零件A的生产工艺,确保其质量符合标准。
-测试增强:增加对零件A的测试环节,确保其在生产出货前达到要求的质量标准。
4.D4-实施纠正措施:我们按照制定的纠正措施和计划,对生产过程进行调整和改进。
-设计改进:与设计团队合作,根据设计方案进行了零件A的结构改进。
-生产过程优化:生产部门根据新的生产工艺改进方案进行生产。
-测试增强:质量部门增加了对零件A的测试环节,并确保测试结果符合要求。
5.D5-验证纠正措施:我们进行了一系列的验证测试,以确保纠正措施的有效性和实施结果的稳定性。
-设计验证:对改进后的零件A进行了设计验证,确认其强度和耐用性满足要求。


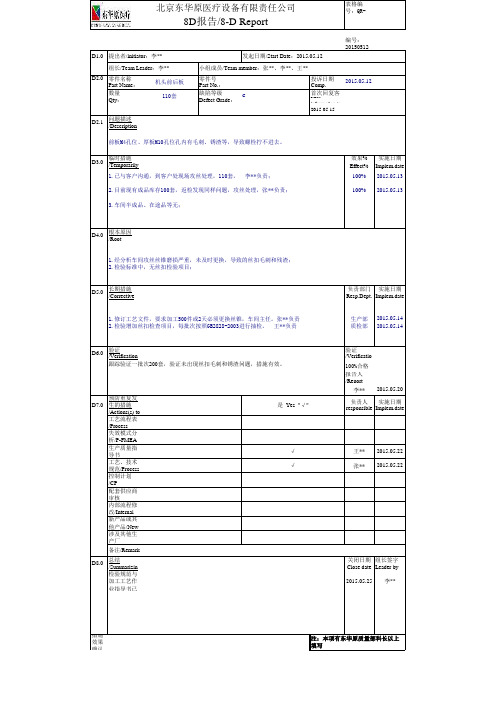
表格编号:QR-QP12-09编号:20150512D1.0D2.0零件名称零件号投诉日期Part Name :Part No.:YBS150-16-06前/YBS150-16-01后Comp. Date :数量缺陷等级首次回复客户信息Qty :Defect Grade :First information to customer :2015.05.15D2.1问题描述/Description of problems :D3.0临时措施/Temporarily measure :效果%Effect%实施日期Implem.date 100%2015.05.13100%2015.05.13D4.0根本原因/Root cause :D5.0长期措施/Corrective long term action(s):负责部门Resp.Dept.实施日期Implem.dateD6.0验证/Verification :验证/Verification :报告人/Report by :李**2015.05.20D7.0预防重复发生的措施/Actions(s) to prevent recurrence负责人responsible 实施日期Implem.date工艺流程表/Process folow chart 失效模式分析/P-FMEA 生产质量指导书/PQIP/PQI王**2015.05.22工艺、技术规范/Process and technic criterion 张**2015.05.22控制计划/CP配套供应商审核/Supplier's changed 内部流程修改/Internal procedure changed 新产品或其他产品/New products or other products 涉及其他生产厂/Involved other plant 备注/Remark D8.0总结/Summarizing关闭日期Close date 组长签字Leader by 检验规范与加工工艺作业指导书已受控下发,各相关部门按照文件要求执行,改善完成。
说明:D1-第一步骤: 建立解决问题小组----由品质部召集相关人员假设问题无法独立解决,通知你认为有关的人员组成团队。
团队的成员必需有能力执行,例如调整机器或懂得改变制程条件,或能指挥作筛选等。
备注:执行者不列入。
D2-第二步骤: 描述问题----由品质部搜集,并向小组人员传达向团队说明何时、何地、发生了什么事、严峻程度、目前状态、如何紧急处理、以及展示照片和搜集到的证物。
想象你是FBI的办案人员,将证物、细节描述越清楚,团队解决问题将越快。
D3-第三步骤: 执行临时对策---由小组人员负责执行假设真正原因还未找到,临时用什么方法可以最快地预防问题?如全检、筛选、将自动改为手动、库存清查等。
临时对策决定后,即马上交由团队成员带回执行。
备注:为了预防遗漏,改正措施五要→客户仓库、在途、客户生产线、工厂生产线& 工厂仓库。
D4-第四步骤: 找出问题真正原因----由小组人员商量后确定找问题真正原因时,最好不要盲目地动手改变目前的生产状态,先动动脑。
您第一件事是要先观察、分析、比拟。
列出您所了解的全部生产条件(即鱼骨图),逐一观察,看看是否有些条件走样,还是最近有些什么异动?换了夹具吗?换了作业员?换了供给商?换了运输商?修过电源供给器?流程改正?或比拟良品与不良品的检查结果,看看哪个数据有很大的差异?尺寸?重量?电压值?CPK?耐电压?等等不良的发生,总是有原因,资料分析常常可以看出蛛丝马迹。
这样的分析,可以援助您缩小范围,越来越接近问题核心。
当分析完成,列出您认为最有可能的几项,再逐一动手作些调整改变,并且观察哪些改变可使品质回复正常及影响变异的程度,进而找到问题真正的原因。
这就是著名田口式方法最简单而实际的运用。
D5-第五步骤: 选择永久对策----由小组人员商量后确定找到造成问题的主要原因后,即可开始拟出对策的方法。
对策的方法也许有好几种,例如修理或更新模具。
试试对可能的选择列出其优缺点,要花多少钱?多少人力?能延续多久? 再对可能的方法作一最正确的选择,并且确认这样的对策方法不会产生其它副作用。