自动焊机LSW-600直缝焊
- 格式:doc
- 大小:90.00 KB
- 文档页数:4


5000m3球罐焊接技术方案编制:审核:批准:目录1、适用范围 (1)2、编制依据 (1)3、焊接方法 (1)4、焊工资格管理 (1)5、焊材管理 (1)6、焊前准备 (2)7、点焊 (3)8、支柱与垫板的焊接 (3)9、预热及后热消氢处理 (4)10、焊接气象管理 (4)11、焊接规范及焊层安排 (4)12、焊接顺序 (4)12.1球罐焊接程序 (4)12.2焊工分布 (5)12.3焊接要求 (5)13、丁字接头的处理 (5)14、气刨清除 (5)15、焊接中的控制内容 (6)16、焊缝检查合格的判定方法及主要要求 (6)17、局部修补程序 (8)18、产品焊接试板 (9)19、焊接工程记录 (9)20、焊工作业HSE安全管理规定 (9)21、质量保证体系 (10)附:焊接工艺卡 01、适用范围本焊接技术措施仅适用于5000m3球罐的现场焊接施工。
2、编制依据(1)GB150—1998《钢制压力容器》(含第1号、2号修改单)(2)GB12337-1998《钢制球形储罐》(3)GB50094-1998《球形储罐施工及验收规范》(4)《压力容器安全技术监察规程》(99)(5)JB4708—2000《钢制压力容器焊接工艺评定》(6)JB/T4709—2000《钢制压力容器焊接规程》(7)JB/T 4730-2005《承压设备无损检测》(8)球罐施工图3、焊接方法球罐本体、支柱与赤道板的焊接及球罐点焊均采用手工电弧焊多层多道分段退焊工艺。
4、焊工资格管理为保证球罐焊接质量,焊工的管理必须符合以下规定:(1)施焊的焊工必须持有国家质量监督检验检疫总局颁发的《锅炉压力容器压力管道焊工考试与管理规则》资格证。
本次球罐焊接具体合格位置为:SMAW-Ⅱ-(1G、2G、3G、4G)-12-F3J,焊工不得超项目施焊.(2)参加球罐焊接的焊工的技术水平须经现场考核,技术质量部门和监理单位的认可。
(3)施焊的焊工必须有高度的责任心及较好的身体素质。
巴新瑞木镍钴项目尾气烟囱及支承塔架安装施工方案***路桥分公司钢构制安专业公司2008-9-5目录一、工程概况 (3)1. 工程内容: (3)2. 结构设计技术指标 (3)3. 施工技术难度 (4)4. 工期要求 (4)二、编制依据 (4)三、施工前准备 (4)1. 技术准备 (4)2. 设备配置 (5)2.1吊车配置及说明 (5)2.2主要施工机具配备 (5)2.3测量设备配置 (6)3.组织机构设置 (6)3.1管理机构及人员配置 (6)3.2作业层人员配置 (7)4. 施工用电计划 (8)5.吊车行走、站位处地耐力要求 (9)6.构件检查 (9)7.施工现场平面布置 (10)四、烟囱、塔架安装 (10)1. 安装顺序 (10)2. 安装方法 (10)2.1 安装前准备 (10)2.2 安装段拼装组对 (15)2.3 现场焊接 (17)2.5 构件吊装 (19)2.6塔架的校正 (21)2.7高强螺栓施工 (22)2.8安装作业平台搭设 (24)五、质量保证措施 (24)1. 施工过程质量控制 (24)2. 材料控制 (24)3. 安装工艺控制 (25)4. 焊接工艺控制 (25)5. 机具控制 (25)六、作业的安全要求和环境条件 (25)1.作业的安全危害因素辨识和控制 (25)2.环境因素 (27)3.作业的安全要求和措施 (27)4环境条件 (30)一、工程概况1. 工程内容:本工程为巴新瑞木镍钴项目尾气烟囱及支承塔架工程。
烟囱工程量约68t,塔架工程量约314t。
2. 结构设计技术指标烟囱标高110米,直径φ2820×10,由钢板卷制焊接制成,材质Q235-B。
支承塔架为三角锥形框架结构,底边长22.055米,顶边长8m,高108米,50m以上部分为等径。
支承柱采用螺旋焊钢管(φ813×10-14),材质Q235-B;横梁及斜杆为热轧无缝钢管和热轧圆钢,材质20号钢;其它各连接板、型钢材质均为Q235-B。
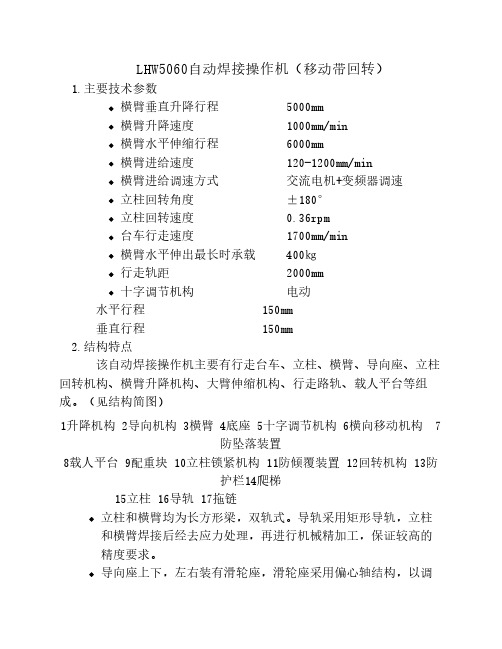
LHW5060自动焊接操作机(移动带回转)1.主要技术参数横臂垂直升降行程 5000mm横臂升降速度 1000mm/min横臂水平伸缩行程 6000mm横臂进给速度 120-1200mm/min横臂进给调速方式 交流电机+变频器调速立柱回转角度 ±180°立柱回转速度 0.36rpm台车行走速度 1700mm/min横臂水平伸出最长时承载 400㎏行走轨距 2000mm十字调节机构 电动水平行程 150mm垂直行程 150mm2.结构特点该自动焊接操作机主要有行走台车、立柱、横臂、导向座、立柱回转机构、横臂升降机构、大臂伸缩机构、行走路轨、载人平台等组成。
(见结构简图)1升降机构 2导向机构 3横臂 4底座 5十字调节机构 6横向移动机构 7防坠落装置8载人平台 9配重块 10立柱锁紧机构 11防倾覆装置 12回转机构 13防护栏14爬梯15立柱 16导轨 17拖链立柱和横臂均为长方形梁,双轨式。
导轨采用矩形导轨,立柱和横臂焊接后经去应力处理,再进行机械精加工,保证较高的精度要求。
导向座上下,左右装有滑轮座,滑轮座采用偏心轴结构,以调整导轨的间隙,补偿导轨的磨损所有轴类零件(包括轴销)均进行调质处理,齿轮及移动部件均进行表面硬化处理立柱上设有安全装置-棘条机构,以防链条断裂,横臂突然下坠台车行走通过电机、减速器及齿轮副驱动在导轨上行走的,速度为1700mm/min;行走平稳,另外为了确保有更好的焊接质量,在台车增设4个导轨锁紧器横臂垂直升降传动采用制动电机、蜗轮-蜗杆减速器和链轮、链条来实现横臂升降,在立柱上下极限位置都设有限位开关横臂水平运动是由电机经蜗轮蜗杆减速机驱动齿轮齿条实现的,在横臂极限位置都设有限位开关,其速度采用变频调速,数字显示。
在横臂前端还设有焊枪调节机构,能实现焊枪上下、左右的十字调节,十字调节机构采用电动装置立柱和台车由单排球回转支承连接,蜗轮减速机带动齿轮副工作,使立柱在±180°范围内回转,蜗轮减速机本身具有自锁功能,能保证回转停止时较准确的定位。

钢筋焊接及验收规程JGJ18-2012施行日期:2012年08月01日、夕、-刖a根据住房和城乡建设部建标[2009] 88号文的要求,标准修订组认真贯彻国家节材节能,环境保护的政策,调查研究,进行大量钢筋焊接试验,总结实践经验,参考国内外相关标准和资料,并在广泛征求意见的基础上修订、编制了本规程。
本规程主要技术内容是:1总则;2术语和符号;3材料;4钢筋焊接;5质量检验与验收;6焊工考试;7焊接安全。
本规程修订的主要内容:1.增加了术语和符号;2.根据国家现行标准,特别是 GB1499. 2-2007《钢筋混凝土用钢第2部分:热轧带肋钢筋》中细晶粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增加了适用于焊接的钢筋牌号和规格;3.对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12mm; 4.在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋闪光对焊”中列出,增补内容,单独成节;5.在钢筋电弧焊中,增加了CO?气体保护电弧焊的内容;6.在钢筋气压焊方面,增加了半自动钢筋固态气压焊和钢筋氧液化石油气熔态气压焊的内容;7.在预埋件T形接头焊接中增加了钢筋埋弧螺柱焊。
在质量检验与验收的一般规定中,对于焊接接头拉伸试验质量要求作了较大修改,更好地符合生产实际,便于操作;对焊箍筋接头质量要求,独立成节;增加对焊箍筋接头、预埋件钢筋T型接头的连接方式和力学性能检验为主控项目。
新增第7章焊接安全。
本规程中以黑体字标志的条文为强制性条文,艮P: 1.0.4, 3. 0.8, 4. 1.4, 5. 1.9, 5. 1. 10 共五条,必须严格执行。
与JGJ18-2003中条文比较,条文内容有所修改补充。
本规程第1版于1965年批准发布以来,随着钢筋焊接技术的不断发展,经84版、96版、2003 版,至此已是第四次修订。
钢筋焊接技术具有很多优越性,是一项节材、节能、少尘、少烟的环保技术,钢筋焊接工作者应正确实施规程,确保质量,降低成本,精益求精,有所创新, 为国家经济建设作贡献。
600钢管焊接流程1.准备工作包括清理钢管表面和准备所需的焊接设备。
Preparation work includes cleaning the surface of the steel pipe and preparing the necessary welding equipment.2.检查焊接设备和工具是否齐全可用。
Check if the welding equipment and tools are complete and available.3.确保焊接区域通风良好,以防止焊接过程中产生有害气体。
Ensure good ventilation in the welding area to prevent the generation of harmful gases during the welding process.4.将要焊接的钢管放置在合适的位置,并做好固定。
Place the steel pipe to be welded in the proper position and secure it.5.检查电源线和地线是否连接正确,并对焊接机进行测试。
Check if the power line and ground wire are connected correctly, and test the welding machine.6.准备好所需的焊接材料,如焊条、焊丝等。
Prepare the necessary welding materials, such as welding rods, welding wire, etc.7.在焊接区域设置警示标识,确保其他人员不会靠近。
Set up warning signs in the welding area to ensure that other personnel do not approach.8.确保焊接区域周围没有易燃物品,并做好防火措施。
SNRMCK焊接专机
一、用途:
直缝自动焊接机床适用于薄壁筒形工件或平板工件平口对接焊缝自动焊接生产。
LSW600直缝焊接专用机床外形及生产现场见下图。
二、结构特点:
主机采用悬臂式结构保证工件装卸,采用气动琴键压板夹具,保证对接缝在整个焊接长度范围内均匀压紧,工件单面焊双面成形;芯轴及琴键压板夹具之间的距离可根据要求调整,以更好地适应焊接工艺要求.(其中焊接电源型式、种类、型号要根据焊接工艺的需要另行选配)
1.琴键压板机构:采用气囊杠杆式结构,保证工件受压紧力均匀以及焊接热影响区均匀.避免磁偏吹现象;琴键间距可整体可调,以适应不同工件。
如图2所示。
工
装部分采用气动方式装卡,装卡动作迅速,装卡力度可调。
琴键式压爪压紧工件,纵向压紧力分布均匀;通过调整琴键式压爪开档间距,以便适用于不同厚度的不锈钢、碳钢等焊接母材的I形坡口对接焊缝的焊接。
设置对中装置作为用户选配件,对中可靠、工艺再现性良好。
2.焊枪行走机构:用于实现焊枪自动焊接过程,交流变频减速电机驱动,齿轮齿条配合直线滑轨传动,其移动速度为无级可调,可空程快速回车。
如图1所示。
焊接小车安装在高精度直线导轨之上,沿着直线导轨运动,运动轨迹直线度好。
驱动电机为交流变频电机,可实现无级调速。
电机起动力矩大,输出特性优良。
3.焊枪提升机构:采用气动执行元件,结构简单可靠,动作反应及时,方便焊枪维护和工件装卸。
焊枪可进行两维调节,既垂直方向与水平横向。
垂直方向的调整主要是调整钨极端头与工件之间间距,即设定焊接电弧的长度,确立焊接电弧的电压。
水平横向调整主要是调整钨极尖端与接缝对正。
根据焊接工艺的需要,可改变焊枪的前倾角,以获得满意的焊缝。
图一焊接小车行走机构图二工件压紧机构
4.焊接芯梁:由厚壁无缝钢管焊接构件加工而成,其上设置有铜衬垫并在铜衬垫上加工成型槽、底部加工有保护气小孔,保证工件焊接过程中的双面成型和散热及工件焊缝的背面保护,底部保护气由芯梁后部一电磁阀控制开关;芯梁装有定位板,可保证工件定位的可靠性、操作的重复性。
根据需要可使用安装在其上的安装引弧装置。
三、直缝自动焊接工装技术参数:
四、工作原理及使用方法介绍:
直缝自动焊接机床采用工件固定、焊枪运动的焊接方式。
直缝焊机的芯梁支承工件,压缩空气使气囊膨胀带动琴键,来实现对工件的压紧作用。
焊接小车沿着直线轨做平稳的直线匀速运动,由运动机构拖动,焊枪调节器是安装在焊接小车上的,跟随着焊接小车运动,从而完成对工件的焊接过程。
放下对中器、旋转升起吊耳—→将焊件套在芯梁的外面—→推至紧靠起弧定位块—→放下吊耳、挂住芯梁—→焊缝一侧紧贴对中器—→气动压板压紧工件—→升起对中器—→对好另一侧—→气动压紧工件—→按起动按钮开始焊接—→焊完后升起压板、升起吊耳—→取出工件—→完成一个工作循环。
五、电气控制系统
整机控制采用PLC可编程控制器作为主控单元,独立焊枪行走机构调速电路。
具有手动调整和自动焊接两套控制功能,在“手动”状态实现焊接速度调节、琴键压板机构动作、焊枪提升机构动作及焊枪焊接位置的调整。
在“自动”状态实现焊接过程的自动完成。
内装有模拟人工焊接引弧技术及收弧技术的程序。
六、安装调试、培训、验收方式
1.专机交付前10天需方应无偿提供样件给供方试焊;
2.我方可以应贵司要求派技术人员到现场安装调试;
3.对操作、维修等相关技术人员进行培训不少于1个工作日;
4.培训的主要内容包括:专机的工作原理,专机的一般使用和维护、维修基础、氩
弧焊的工艺特点,并进行现场操作训练;
5.提供焊接工艺咨询与指导,协助贵方进行工艺实验;
6.完成一定数量的工件焊接,待贵方对所焊工件进行检测认可,双方共同签发《验
收报告》,方完成最终验收。
七、质量保证及售后服务
1.我司对所提供的设备负责保用一年(易耗件除外),对正常应用状况下出现的问题
免费进行维护和维修;
2.一年保修期满后,对设备提供非赢利性质的有偿服务(仅收取相关服务的成本费);
3.长期提供设备的维护、保养或改造/改进等相关的技术支持;
4.随机提供主要原理图、说明书等技术文件。