数控机床的伺服驱动系统
- 格式:ppt
- 大小:892.50 KB
- 文档页数:28

数控系统伺服驱动器接线及参数设定数控系统是一种实现数控机床运动控制的系统,它通过数控程序控制伺服驱动器驱动电机实现机床各轴的精确定位和运动控制。
正确的接线和参数设定对于数控系统的稳定运行和良好性能至关重要。
一、数控系统伺服驱动器接线1.电源线接线:将电源线的两根火线分别接入伺服驱动器的AC1和AC2端口,将零线接入伺服驱动器的COM端口。
2.电动机线接线:将电动机的三根相线分别接入伺服驱动器的U、V、W端口,注意保持相序正确。
3.编码器线接线:将编码器的信号线分别接入伺服驱动器的A相、B相和Z相端口,注意保持对应关系。
4.I/O信号线接线:将数控系统的输入信号线分别接入伺服驱动器的I/O端口,将数控系统的输出信号线分别接入伺服驱动器的O/I端口。
二、数控系统伺服驱动器参数设定伺服驱动器的参数设定包括基本参数设定和运动参数设定。
1.基本参数设定:包括电源参数设定、电机参数设定和编码器参数设定。
-电源参数设定:设置电源电压和频率等基本参数,确保电源供电稳定。
-电机参数设定:设置电机类型、额定电流、极数等参数,确保驱动器与电机匹配。
-编码器参数设定:设置编码器型号、分辨率等参数,确保编码器信号精确反馈。
2.运动参数设定:包括速度参数设定、加速度参数设定和位置参数设定。
-速度参数设定:设置速度环的比例增益、积分增益和速度限制等参数,确保速度控制精度。
-加速度参数设定:设置加速度环的比例增益、积分增益和加速度限制等参数,确保加速度控制平稳。
-位置参数设定:设置位置环的比例增益、积分增益和位置限制等参数,确保位置控制准确。
3.其他参数设定:包括滤波参数设定、限位参数设定和插补参数设定等。
-滤波参数设定:设置滤波器的截止频率和衰减系数等参数,确保驱动器与电机的振动减小。
-限位参数设定:设置限位开关的触发逻辑和触发动作等参数,确保机床在限位时及时停止。
-插补参数设定:设置插补周期、插补梯度和插补速度等参数,确保插补运动的平滑与快速。
数控系统伺服驱动器接线及参数设定数控系统是一种将数字信号转化为机电信号控制机床动作的系统,其中伺服驱动器是数控系统的重要组成部分。
接下来将详细介绍数控系统伺服驱动器接线及参数设定的相关内容。
一、数控系统伺服驱动器接线1.电源接线:伺服驱动器需要接入适配的电源,以提供稳定的电源电压。
通常有三种常用的电源接线方式:单相220V接线、三相380V接线、单相220V与三相380V混合接线。
-单相220V接线:适用于功率较小的伺服驱动器。
通常需要连接L、N和G三根导线,L为火线,N为零线,G为地线。
-三相380V接线:适用于功率较大的伺服驱动器。
通常需要连接主线和辅助线。
主线有三根导线:R、S、T分别为三相电的火线,辅助线为PE 线,用于连接设备的接地线。
-单相220V与三相380V混合接线:适用于一些特殊场合,需根据具体情况进行接线。
2.控制信号接线:伺服驱动器需要接收数控系统发出的控制信号,以控制机床的动作。
通常有以下几个常用的控制信号接线方式:-脉冲信号接线:通常需要连接PUL+、PUL-、DIR+和DIR-四个接口。
PUL+为脉冲信号正极,PUL-为脉冲信号负极,DIR+为方向信号正极,DIR-为方向信号负极。
-使能信号接线:通常需要连接ENA+和ENA-两个接口。
ENA+为使能信号正极,ENA-为使能信号负极,当ENA+处于高电平时,伺服驱动器处于使能状态。
-报警信号接线:通常需要连接ALM+和ALM-两个接口。
当伺服驱动器发生故障或异常情况时,会产生报警信号,通过连接报警信号接口,可以及时响应故障并采取相应的措施。
二、数控系统伺服驱动器参数设定伺服驱动器的参数设定是为了使其能够更好地适应具体的机床加工需求,提高加工精度和效率。
1.速度参数设定:包括加速时间、减速时间、最大速度等参数的设定。
通过合理设定速度参数,可以控制机床的加工速度,以满足不同工件加工的需求。
2.位置参数设定:包括回零速度、回零位置、绝对位置、相对位置等参数的设定。
数控机床伺服系统的分类数控机床伺服系统按用途和功能分为进给驱动系统和主轴驱动系统;按控制原理和有无检测反馈环节分为开环伺服系统、闭环伺服系统和半闭环伺服系统;按使用的执行元件分为电液伺服系统和电气伺服系统。
1.按用途和功能分:(1)进给驱动系统:是用于数控机床工作台坐标或刀架坐标的控制系统,控制机床各坐标轴的切削进给运动,并提供切削过程所需的力矩。
主要关心其力矩大小、调速范围大小、调节精度高低、动态响应的快速性。
进给驱动系统一般包括速度控制环和位置控制环。
(2)主轴驱动系统:用于控制机床主轴的旋转运动,为机床主轴提供驱动功率和所需的切削力。
主要关心其是否有足够的功率、宽的恒功率调节范围及速度调节范围;它只是一个速度控制系统。
2.按使用的执行元件分:(1)电液伺服系统其伺服驱动装置是电液脉冲马达和电液伺服马达。
其优点是在低速下可以得到很高的输出力矩,刚性好,时间常数小、反应快和速度平稳;其缺点是液压系统需要供油系统,体积大、噪声、漏油等。
(2)电气伺服系统其伺服驱动装置伺服电机(如步进电机、直流电机和交流电机等)。
其优点是操作维护方便,可靠性高。
其中,1)直流伺服系统其进给运动系统采用大惯量宽调速永磁直流伺服电机和中小惯量直流伺服电机;主运动系统采用他激直流伺服电机。
其优点是调速性能好;其缺点是有电刷,速度不高。
2)交流伺服系统其进给运动系统采用交流感应异步伺服电机(一般用于主轴伺服系统)和永磁同步伺服电机(一般用于进给伺服系统)。
优点是结构简单、不需维护、适合于在恶劣环境下工作;动态响应好、转速高和容量大。
3.按控制原理分(1)开环伺服系统系统中没有位置测量装置,信号流是单向的(数控装置→进给系统),故系统稳定性好。
开环伺服系统的特点:1. 一般以功率步进电机作为伺服驱动元件。
2. 无位置反馈,精度相对闭环系统来讲不高,机床运动精度主要取决于伺服驱动电机和机械传动机构的性能和精度。
步进电机步距误差,齿轮副、丝杠螺母副的传动误差都会反映在零件上,影响零件的精度。
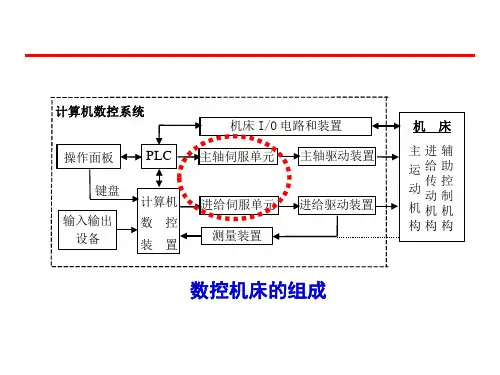
《数控加工编程与操作》一、填空题(每空1分,共30分)1数控机床由数控系统和机床本体两大部分补偿。
2 数控系统由输入输出设备、计算机数控装置、伺服驱动系统、辅助控制装置等部分组成。
3 数控机床的伺服驱动系统分主轴伺服驱动系统和进给伺服驱动系统。
4 机床本体主要包括主传动装置、进给传动装置、床身、工作台等。
5 数控机床按伺服驱动系统分为开环控制、闭环控制、半闭环控制。
6 刀具补偿功能包括刀具位置补偿、刀具半径补偿和刀具长度补偿。
7 数控机床加工精度一般在0.005-0.1 mm之间。
8 数控加工程序的编制方法主要有手工编程和计算机自动编程。
9 数控程序结构由四部分组成,分别为程序名、开始符、程序内容和程序结束。
10 绝对坐标指令为G90,相对坐标指令为G91,快速点定位指令为G00。
11 M30指令含义为程序结束并返回程序起点,M06为换刀指令,M98为调用子程序指令。
12 铣削加工的切削用量包括:切削速度、进给速度、背吃刀量和侧吃刀量。
13 铣削的切削速度与刀具的耐用度、每齿进给量、背吃刀量成反比,而与铣刀直径成正比。
14 数控系统控制刀具的运动轨迹,准确地说是控制刀位点的运动。
15刀具半径补偿的过程分为刀具半径补偿的建立阶段、进行阶段和撤消阶段。
16 D为刀具半径补偿地址,H为刀具长度补偿号地址。
17 G43为刀具长度正向补偿指令;G44为刀具长度负向补偿;G49为刀具长度补偿撤消指令。
18 进刀平面一般离加工表面5mm左右。
19 刀具在加工零件的过程中,刀具首先定位到起始平面(初始平面),快速下刀至进刀平面,在一个区域加工完毕后,退至退刀平面,再抬刀至安全平面,在零件加工完毕后,抬刀至返回平面。
20 一般认为带有自动刀具交换装置的数控镗铣床称为加工中心,简称MC。
21 将当前主轴刀具更换为刀库一号位置刀具的指令是M06 T01.22 二维轮廓的铣削加工常见的进退刀方式有垂直进退刀、侧向进退刀和圆弧进退刀。
FANUC数控系统伺服驱动优化在数控机床上的应用FANUC数控系统是世界领先的数控系统供应商之一,其伺服驱动器在数控机床上的应用具有广泛的优化空间。
数控机床作为现代制造业的重要设备,对于提高生产效率、降低人工成本具有重要意义。
优化FANUC数控系统的伺服驱动器可以有效提高机床的精度、速度和稳定性,从而提升整体加工质量和效率。
首先,FANUC数控系统采用的伺服驱动器技术先进,具有高精度、高可靠性和高稳定性的特点。
通过优化伺服驱动器的参数设置和控制策略,可以更好地适应各种加工工艺和零件加工要求,提高机床的动态响应能力和控制精度。
在高速、高精度加工场景下,采用FANUC伺服驱动器可以更好地满足对零件尺寸、表面质量的要求,提高加工精度和一致性。
其次,FANUC数控系统伺服驱动器具有优秀的即时响应能力和反馈控制性能,在加工过程中可以更快地调节参数和优化控制策略,实现更加高效的加工过程。
通过优化伺服驱动器的反馈控制算法和响应速度,可以降低机床加工过程中的振动和误差,提高加工精度和表面质量。
同时,FANUC数控系统的伺服驱动器还支持多轴同步运动控制,可以实现多道工序的同步加工,提高加工效率和生产能力。
另外,FANUC数控系统伺服驱动器具有开放式的通信接口和灵活的编程功能,可以更方便地与其他设备或系统进行集成和通信。
通过优化伺服驱动器的通信接口和数据传输速度,可以实现数控机床与工作站、MES系统、ERP系统等的无缝对接,实现信息共享和智能化制造。
此外,FANUC 数控系统伺服驱动器还支持远程监控和故障诊断功能,可以及时发现和解决机床运行中的问题,减少生产中断和损失。
综上所述,FANUC数控系统伺服驱动器在数控机床上的优化应用具有重要意义和广泛应用前景。
通过优化伺服驱动器的参数设置、控制策略、反馈控制算法和通信接口,可以提高机床的加工精度、速度和稳定性,实现智能化、高效化生产,推动制造业的发展和升级。
同时,FANUC数控系统伺服驱动器还可以与其他先进制造技术和工业互联网技术结合,实现更加智能、柔性、绿色的制造模式,推动制造业向高质量、高效率的方向发展。