麻花钻的基本结构
- 格式:doc
- 大小:2.29 MB
- 文档页数:13

中等专业学校2023-2024-1教案教学内容1、台式钻床台式钻床简称台钻(图2-4-2),是一种小型机床,安放在钳工台上使用,多为手动进钻,其钻孔直径一般在12~15 mm。
台式钻床主要用于加工小型工件上的各种孔钳工中用得最多。
2、立式钻床立式钻床简称立钻(图2-4- 3),是万能性通用机床,一般用来钻中小型工件上的孔,其规格用最大钻孔直径表示。
常用的立式钻床有25 mm、35 mm、40 mm、50 mm等几种。
立式钻床工作台和主轴箱可以在立柱上垂直移动,可用于钻孔、扩孔、铰孔、划端面、钻沉座孔(锪)、攻螺纹等作业,借助于夹具也可以进行镗孔。
教学内容3、摇臂钻床摇臂钻床有一个能绕立柱旋转的摇臂(图2-4- 4)。
主轴箱可在摇臂上做橫向移动,并可随摇臂沿立柱上下做调整运动,因此,操作时能很方便地调整到需钻削的孔的中心,而工件无须移动。
在各类具备钻孔功能的机床中,摇臂钻床由于操作方便、灵活,适用范围广,具有典型性。
特别适用于单件或批量生产带有多孔大型零件的孔加工。
(二)钻床的型号表达(1) Z5135型立式钻床,其型号含义如图2-4-5所示。
教学内容(2) Z3050型摇臂式钻床,其型号含义如图2-4- 6所示。
板书设计钻床及常见孔加工一、钻床二、钻床的型号表达三、总结1.台式钻床四、巩固2.立式钻床五、作业3.摇臂钻床教后札记中等专业学校2023-2024-1教案教学内容麻花钻通常直径范围为0.25~80mm。
麻花钻的工作部分有两条螺旋形的沟槽。
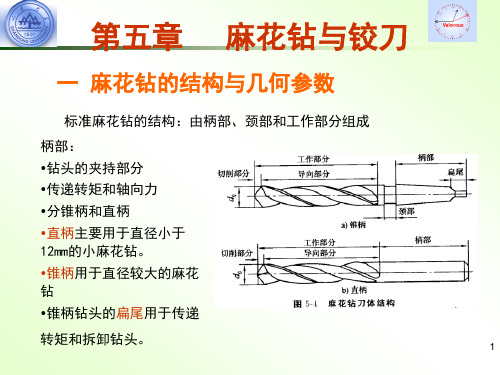
1.麻花钻的结构麻花钻由工作部分、柄部和颈部组成。
如图2-4- 7所示。
(1)工作部分麻花钻的工作部分分为:切削部分、导向部分。
①切削部分麻花钻的切削部分有两条主切削刃、两条副切削刃和一条横刃。
麻花钻的钻心直径为(0.125~0. 15)D(D为钻头直径)。
两条主切削刃在与它们平行的平面上投影的夹角称为顶角(2p),如图2-4- 8所示。
标准麻花钻的顶角2φ= 118°。

麻花钻的基本结构
麻花钻是一种中国传统的面点食品,以其独特的形状和口感而受到广
大消费者的喜爱。
下面将介绍麻花钻的基本结构。
麻花钻主要由面粉、白糖、花生油、芝麻、食盐等原料制成。
制作麻
花钻的过程分为揉面、调糖、擀面、切片、拧成麻花形、炸制、撒芝麻等
步骤。
首先,面粉和适量的水混合揉搓成面团。
这个过程需要花费一定的时间,以使面筋充分发展。
揉面时,可以适量添加食盐,增加面团的弹性和
风味。
接下来,将揉好的面团分成小份,用擀面杖将其擀成薄片。
为了保证
麻花钻的口感,面片的厚度应该足够薄,一般在2-3毫米左右。
然后,将白糖和食盐混合,撒在面片上。
根据个人口味,可以适量调
节白糖和食盐的用量。
这样可以增加麻花钻的味道和口感。
接着,将面片切成长条形,宽度约为1-2厘米。
长条形的面片将通过
下一步的操作,形成麻花钻的特有形状。
然后,将切好的面条一端拉长,双手交叉扭转,形成一根扭曲的面条。
这个过程类似于拧麻花,因此得名麻花钻。
最后,将制作好的麻花钻放入热油中炸制。
炸制的时间一般在2-3分
钟左右,直到麻花钻变得金黄脆香。
炸好后,将麻花钻取出沥油,待温度
降至室温后,撒上适量的芝麻,增加口感和风味。
总结起来,麻花钻的基本结构包括面粉、水、白糖、食盐、花生油和芝麻等原料,通过揉面、调糖、擀面、切片、拧形、炸制和撒芝麻等步骤制作而成。



麻花钻头原理
麻花钻头是一种在钻岩过程中使用的工具,其原理是利用旋转运动和一定的压力来钻穿硬质岩石。
它的设计结构使得在钻探过程中能够更高效地破碎岩石,提高钻探速度和效率。
麻花钻头主要由钻头身、钻翼、钻杆连接等部分组成。
钻头身具有扭矩传递功能,能够将旋转动力传递到钻翼上,从而实现岩石的破碎。
钻翼则是麻花钻头的重要部分,其外形呈螺旋状,具有一定的锋利度和硬度。
当麻花钻头旋转时,钻翼与岩石表面摩擦,施加压力并破碎岩石。
在实际工作中,麻花钻头通常与钻杆连接在一起。
钻杆通过传递旋转和推进力来控制钻探方向和速度。
钻杆和钻头的连接方式通常采用螺纹连接,使得钻头能够与钻杆紧密结合,实现有效的传递力量。
麻花钻头的工作原理可总结为以下几个步骤:首先,钻杆和麻花钻头被下到井口。
然后,开始施加旋转运动,通过传递动力到钻头,使其旋转。
同时,沿着钻孔方向施加一定的压力。
这样,钻翼就会与岩石表面摩擦,逐渐破碎岩石。
在钻探过程中,固体废渣会随着钻孔洞口卸出,通过泥浆或其他介质排出。
总之,麻花钻头通过旋转运动和压力来破碎岩石,实现钻探作业。
其结构设计和操作方法的合理性和灵活性,使得麻花钻头成为现代钻井工具中重要的一部分。
麻花钻的结构与术语麻花钻是一种形状较复杂的双刀槽孔加工工具。
要分析麻花钻切削过程的特点, 必须深入了解钻头上各切削刃的刀具角度, 这些角度依照GB/T12204-90和ISO3002标准具有严格定义。
不过, 各国麻花钻的标准有所不同, 既有区别, 又有联系。
为此, 很有必要了解麻花钻的结构。
麻花钻的组成麻花钻按其功用的不同, 可以分为三部分:1.钻柄(Shank);2.钻颈(Neck);3.钻体(Body)。
钻柄: 钻头上供装夹用的部分, 并用以传递钻孔所需的动力(扭矩和轴向力)。
钻颈: 位于刀体和钻柄之间的过渡部分。
通常用作砂轮退刀用的空刀槽。
钻体: 钻头的工作部分, 由切削部分(即钻尖)和导向部分组成。
麻花钻简介麻花钻的结构参数长度尺寸参数 Array1.钻头直径d(D):钻体的刃带上两外缘转点的距离。
2.钻芯厚度K:在钻头钻尖处测得的钻芯最小尺寸。
若r为钻芯半厚,则o。
有K=2ro3.钻径倒锥:由钻尖向钻柄,钻头直径在一定长度上的缩小值。
该一定长度一般取100mm。
4.钻芯增量:由钻尖向钻柄,钻芯厚度在一定长度上(比如100mm)的增厚值,也称锥芯锥度。
5.刃带高度c:刃带的径向高度,即刃背与孔壁间的间隙量。
6.刃带宽度f:在垂直于刃带边缘(即副切削刃)的方向上测量的刃带的宽度。
7.刃背直径q:钻体刃瓣上刃背的直径值,和刃带高度的关系是:q=d-2c。
8.刃瓣宽度B:在垂直于刃带边缘(即副切削刃)测得的刃带边缘刃(即副切削刃)与刃瓣尾根棱之间的长度。
9.切削刃高度差H:在给定的位置半径上,相对于钻头端平面测得的两切削刃的轴向位移。
10.横刃长度b:指在钻头端视图中的横刃的长度值。
结构角度参数1.螺旋角β:刃带边缘刃螺旋线展开到平面成直线后与钻头轴线的夹角即为螺旋角。
2.横刃斜角Ψ:在钻尖的端视图上,外缘转点与横刃转点的连线与横刃的锐夹角。
3.原始锋角2Φ0:钻尖两原始主刃母线的夹角,即主切削刃在结构基面上投影线的夹角。
本章知识内容简介
本章从认识麻花钻开始,介绍了麻花钻的基本结构及相关的术语。
同时作为分析麻花钻的辅助工具----基准系在本章也作了具体的讲解,并在此基础上介绍了麻花钻的长度参数和角度参数。
通过本章的学习,读者可以初步了解麻花钻的组成,为后续内容的学习做下必要的准备。
本章的主要知识点如下:
麻花钻的结构与术语
麻花钻简介
麻花钻的组成
麻花钻的名称术语
麻花钻的三种基准系
三种基准系简介
结构基准系
理论参考系
工作参考系
测量平面
三种基准系的区别
麻花钻的结构参数
长度尺寸参数
结构角度参数
麻花钻按其功用的不同, 可以分为三部分: 1. 钻柄(Shank);
2. 钻颈(Neck);
钻柄: 钻头上供装夹用的部分,
并用以传递钻孔所需的动力(扭矩和轴向力)。
钻颈: 位于刀体和钻柄之间的
过渡部分。
通常用作砂轮退刀用的空刀槽。
第一节 麻花钻的结构与术语
麻花钻简介
麻花钻是一种形状较复杂的双刀槽孔加工工具。
要分析麻花钻切削过程的特点, 必须深入了解钻头上各切削刃的刀具角度, 这些角度依照GB/T12204-90和ISO3002标准具有麻花钻的组成 各种不同型号的麻花钻
麻花钻的名称术语
切削部分
1. 前面(Face)
螺旋槽靠近切削刃的那部分
面。
2. 后面 (Flank)
在钻尖上与被加工表面相对
的面。
有两个后面,每个又可分为
第一后面和第二后面。
3. 钻尖(Point)
或称钻锋,承担主要的切削任
务。
4. 主切削刃(Cutting edge)
前面与后面相交成的刃口。
普
通麻花钻有两条。
5. 副切削刃
前面与刃带的相交线,即刃带
边缘刃。
6. 横刃(Chisel edge)
导向部分
1. 螺旋槽(Flutes)
或称刃沟,钻体上螺旋形沟
槽。
作用有:排屑,容屑,切削液
流入的通道。
2. 刃瓣(Land)
钻体上外缘未切出刃沟的部
以与孔壁形成径向间隙,防止摩擦,提高加工精度,降低切削力。
4. 刃带(Margin)
或称棱边,即钻头的副后面。
5. 后背棱
后面与刃背的相交棱线。
6. 后沟棱
后面与螺旋槽的相交棱线。
7. 尾根棱(Heel)
或称沟背棱,刃瓣上刃背与螺旋槽的相交棱线。
8. 尾根转点(Heel corner)
尾根棱、后背棱和后沟棱三棱的汇交点。
第二节麻花钻的三种基准系三种基准系简介
麻花钻的结构参数是在基准
系(即坐标系)中研究的, 所以熟
练掌握相关的坐标系是必须的。
三种基准系分别是:
1.结构基准系
(Tool-in-construction
system)
结构基准系
结构基准系又称制造基准
系,它的三个基准面是:
1.端平面p tc: 与钻轴相垂
直的平面。
2.结构基面p rc: 与主切削
刃上的外缘转点和横刃转点连线
理论参考系
理论参考系也叫静止参考
系, 它的三个基准面是:
1. 基面p r: 过钻头轴线且
和切削速度方向垂直的平面。
2. 切削平面p s: 切削刃选
定点的切削平面, 是由该点的切
削速度方向和过该点切削刃的切
大前角平面坐标系⑤任意正交平
工作参考系
工作参考系的三个基准面
是:
1. 工作基面p re: 切削刃
选定点的工作基面是与该点合成
速度v e方向相垂直的平面。
2. 工作切削平面p se: 切削
刃选定点的工作切削平面,是由
该点的合成切削速度方向和过该
点切削刃的切线两者所成的平
面。
测量平面
1. 正交平面:通过切削刃
选定点且垂直于其它两基准面的
平面。
2.法平面:切削刃的法平
面, 是与切削刃垂直的平面。
3. 假定进给平面: 通过选
定点与基面垂直, 且平行于假定
三种基准系的区别
1. 结构基准系是依据刀体的形状, 为制造、刃磨和检测的方便而建立的. 在钻头制造、刃
的运动情况联系起来,其有关角度参数可以说是真正的静止角度。
2. 理论参考系 (静止参考系)是依据刀具的主运动方向建立的,工作参考系是依据刀具的主运动方向和进给运动方向的合成即合成运动方向而建立的。
在这两种基准系测出来的工作角度,用来分析切削过程中产生的
长度尺寸参数结构角度参数第三节麻花钻的结构参数
1.钻头直径d(D):钻体的
刃带上两外缘转点的距离。
2.钻芯厚度K:在钻头钻尖
处测得的钻芯最小尺寸。
若r o为
钻芯半厚,则有K=2r o。
3.钻径倒锥:由钻尖向钻
柄,钻头直径在一定长度上的缩
小值。
该一定长度一般取100mm。
4.钻芯增量:由钻尖向钻
柄,钻芯厚度在一定长度上(比
如100mm)的增厚值,也称锥芯
锥度。
5.刃带高度c:刃带的径向
高度,即刃背与孔壁间的间隙量。
6.刃带宽度f:在垂直于刃
带边缘(即副切削刃)的方向上
测量的刃带的宽度。
7.刃背直径q:钻体刃瓣上
1.螺旋角β:刃带边缘刃螺
旋线展开到平面成直线后与钻头
轴线的夹角即为螺旋角。
连线与横刃的锐夹角。
3.原始锋角2Φ0:钻尖两原始主刃母线的夹角,即主切削刃在结构基面上投影线的夹角。
4.使用锋角2Φ:简称锋角,是两实际主刃的外缘转点处切线在结构基面上的投影线的夹角。
5.后角:在钻尖的外缘转点,第一后面与钻头端平面之间的夹角。
在不同测量面内,可分为轴向结构后角、结构法后角、结构圆周后角,定义如下:
①轴向结构后角αc:在平行于钻轴且垂直于结构基面的轴向平面内测量,简称结构后角;
②结构法后角αnc:在切削刃的法剖面内测量;
③结构圆周后角α:在平
1.名词术语
钻柄钻颈钻体刀体螺旋槽
主切削刃副切削刃横刃钻尖钻芯
钻芯尖刃带后背棱后沟棱尾根棱
钻头直径钻芯厚度钻径倒锥刃瓣宽度周边后角切削刃高度差横刃长度横刃斜角原始锋角后面
使用锋角轴向结构后角结构法后角结构圆周后角尾隙角
刃带高度刃背直径外缘转点尾根转点刃背
钻芯增量刃带宽度横刃转点刃瓣刃沟宽度螺旋角前面后角刃隙面尾隙面2. 三种基准系
结构基准系:结构基面---端平面---中心平面
理论基准系:基面---切削平面---测量平面
工作基准系:工作基面---工作切削平面---工作测量平面
3.五个测量平面
正交平面法平面假定进给平面最大前角平面任意正交平面
4. 对照下图,用术语说出各部分名称,并想象出三种基准系。