钳工基础知识培训
(3)主偏角检查 ,把 钻头切削部分向上竖 起 ,两眼平视 ,由于 两主切削刃一前一后 会产生视差 ,往往感 到左刃尖 (前刃 )高 于右刃尖 (后刃 ) , 所以要旋转180°反复 看几次 ,如果结果一 样 , 说明主偏角对称。
17
ppt课件
钳工基础知识培训
(4)横刃斜角检查 ;横刃应从中间把两主切削刃和两Φ后面平均分开 ,横刃最 斜角为 50°— 55°。 (5)后刃检查 ,两后面应光洁平整略低于主切削刃 。 (6)试钻检查 ,对要求高的钻头应进行试钻 ,用同等材料在钻床上试钻 ,要求 两切屑排出及钻削轻快效率高 ,钻后直径达标准 ,孔壁应光洁。 3. 刃磨时应注意的问题 (1)刃磨前应注意选择平整无裂缝的氧化铝(白色 )砂轮 ,长期未使用的砂轮
检查方法有两种 :一种是用角度样板检验 ,另一种是用目测检验。 检验项目有 6个 ,即锋角、切削刃、偏角、刃斜角、刃面钻头角度的 检查。
目测的方法是 : ( 1)顶角检查 ,约等于 120°,由两主切削刃的夹角构成 。 ( 2)主切削刃检查 ,两主切削刃长度相等 ,可用钢尺、标卡尺测量 。
16
ppt课件
ppt课件
课题8 钻孔、锪孔、扩孔、铰孔
钻孔:
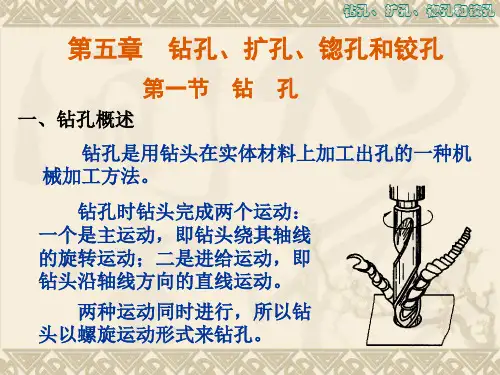
用钻头在实体材料上加工圆孔的方法称为钻孔。
钻孔时,工件固定,钻头安装在钻床主
轴上做旋转运动,称为主运动,钻头沿轴线方
向移动称为进给运动。
钻削的运动如图5.1所示。
1
ppt课件
ν —主运动 ƒ—进给运动
图5.1 钻削运动
2
ppt课件
一、钻头
26
ppt课件
② 锁紧螺栓应尽量靠 近工件,垫铁高度应 略超过工件夹紧表面, 以保证对工件有较大 的夹紧力,并可避免 工件在夹紧过程中产 生移动;