钳工知识--钻孔
- 格式:ppt
- 大小:63.00 KB
- 文档页数:30

第六章钻孔、锪孔、铰孔第一节基本概念用钻头在材料上加工孔,这一操作叫做钻孔;用锪钻把已有的孔扩大和在孔的端面或边缘上加工成各种形状的浅孔,叫做锪孔;为了提高孔的表面光洁度,用铰刀对孔进行精加工,叫做铰孔。
钻孔在机器制造业中是一项很普遍而又重要的操作。
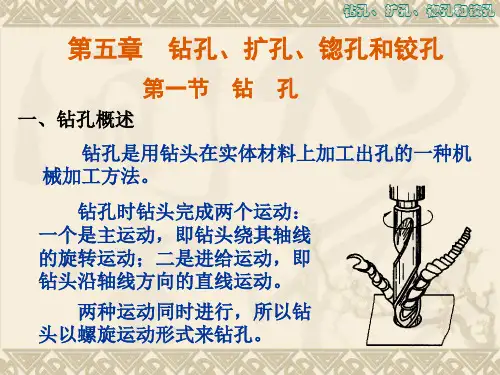
在钻床上钻孔时,工件固定不动,为什么用钻头能从工件材料中钻出孔来呢?当我们在实践中仔细地观察,就会发现这是由于钻头在做两种运动所形成的(如图6—1)。
1.切削运动(主运动)——钻头围绕本身轴线作旋转运动,起切削作用。
2.进刀运动(辅助运动)——钻头对着工件作直线前进运动。
由于这两种运动是同时连续进行的,因而,钻头上每一点的工作轨迹呈螺旋线。
我们看到钻出的切屑成螺旋形的原因就在这里。
第二节钻头钻头由碳素工具钢或高速钢制成,并经淬火处理。
钻头的种类较多,大致可分为扁钻和麻花钻。
扁钻(如图6—2)的切削部分呈三角形,形状比较简单,因而可用工具钢自行锻造。
但由于它的导向作用差,钻深孔时不能自动排屑,刃磨后直径改变,所以应用不多。
下面主要介绍应用较普遍的麻花钻。
1.麻花钻的构造:麻花钻(如图6—3)分为直柄与锥柄两种(直径小于12毫米的钻头,尾部是圆柱形;直径大于12毫米的钻头,尾部一般是圆锥形,用莫氏锥度),它由下面三部分组成:(1)尾部——起传递动力和夹持定心作用。
(2)颈部——它是制造钻头时磨削钻头外圆的退刀槽。
上面标注钻头的材料、规格和标号。
(3)工作部分——包括钻头的切削和导向两个部分切削部分包括横刃、两个主切削刃和两个后面,起主要切削作用;导向部分在钻孔时起着引导钻头垂直钻进和修光孔壁的作用。
导向部分由四个部分组成:1)螺旋槽。
它是正确形成切削刃和前角,并起着排屑和输送冷却液的作用。
2)刃带和齿背。
在钻头的外表面,沿螺旋槽高出约0.5~1毫米的窄带,叫做刃带,刃带上面起副切削作用的是副切削刃。
切削时,它与孔壁相接触,起着修光孔壁和引导钻头不致偏斜的作用。
钳工钻孔操作规程一、操作前准备1. 确保操作区域清洁整齐,没有杂物和障碍物。
2. 检查钻床、钻头和夹具等工具设备的工作状态和安全性,如有损坏或故障需要及时修理或更换。
3. 细心翻阅操作手册和相关技术规范,了解钻孔的要求和操作步骤。
4. 检查并确认工件的尺寸、形状和材质是否符合要求,必要时进行测量和检测。
二、安全操作措施1. 穿戴防护设备,包括安全帽、防护眼镜、耳塞等,确保自身安全。
2. 在操作区域周围设置明显的警示标志,防止他人误入作业区域。
3. 确保工作台或工作台夹具的固定牢靠,以确保工件在钻孔过程中的稳定性。
4. 使用合适的夹具固定工件,确保工件的位置准确和稳定。
5. 在钻床台面上放置防护板,以防止钻削过程中碎屑和切削液的飞溅。
6. 使用正确的助推装置,避免超过钻头的额定进给速度。
7. 使用合适的切削液进行冷却和润滑,以保证钻头和工件的寿命和质量。
三、钻孔的具体操作步骤1. 将合适的钻头插入钻夹,确保钻头紧固牢靠,防止钻头滑动或脱落。
2. 根据钻孔尺寸和要求,选择合适的转速和进给速度,并将钻头置于工件上方。
3. 打开主电源开关,打开冷却液泵开关,确认冷却液正常流动。
4. 用手轻轻按下电机启动钮,钻头开始旋转,注意观察钻头和工件之间的距离是否适当,调整好后再全力按下启动钮,使钻头开始进给。
5. 切削过程中,保持适当压力,使钻头始终保持稳定的进给速度。
6. 切削过程中要注意观察切屑的形态和颜色,及时调整切削液的供给,保持切削的高效和质量。
7. 钻孔结束后,停止主电源供电,关闭冷却液泵开关,等待钻头完全停止旋转后才能进行下一步操作。
8. 取下钻头,清理孔内和钻头上的碎屑和切削液,保持工作区域的清洁和整洁。
四、事故应急处理1. 如果在钻孔过程中出现异响或异常震动,应立即停机检查,并寻找原因,排除故障后方可继续操作。
2. 如果发现切削液不足或钻孔困难,应停机检查切削液供给装置和钻头状态,并进行必要的调整和维护。
![钳工知识--钻孔[一类资料]](https://uimg.taocdn.com/03c7e03bd0d233d4b04e6903.webp)
钳工基础—钻头与钻孔工艺一、钻孔1.钻孔是指用钻头在实体材料上加工出孔的操作。
2.钻削的特点钻削的特点是钻头转速高;摩擦严重、散热困难、热量多、切削温度高;切削量大、排屑困难、易产生振动。
钻头的刚性和精度都较差,故钻削加工精度低,一般尺寸精度为IT11~IT10,粗糙度为Ra100~25。
3.钻孔设备常用的有台式钻床、立式钻床、摇臂钻床、手电钻等。
二、钻头(麻花钻)(1)麻花钻头的构造麻花钻由柄部、颈部和工作部分(切削部分和导向部分)组成。
麻花钻一般用高速钢W18Cr4V或W9 Cr4V2制成,淬硬后的硬度为HRC62~68。
①柄部是钻头的夹持部分,用于装夹定心和传递扭矩动力。
钻头直径小于12mm时,柄部为圆柱形;钻头直径大于12mm时,柄部一般为莫氏锥度。
②颈部是工作部分和柄部之间的连接部分。
用作钻头磨削时砂轮退刀用,并用来刻印商标和规格号等。
③工作部分包括切削部分和导向部分。
切削部分切削部分起主要切削作用。
它由前、后刀面、横刃、两主切削刃组成。
导向部分导向部分有两条螺旋形棱边,在切削过程中起导向及减少摩擦的作用。
两条对称螺旋槽起排屑和输送切削液作用。
在钻头重磨时,导向部分逐渐变为切削部分投入切削工作。
(2)麻花钻头的刃磨①标准麻花钻的刃磨要求两刃长短一致,顶角对称。
顶角符合要求,通常为118°±2°。
获得准确、合适的后角。
通常外缘处的后角为10°~14°。
横刃斜角为50°~55°。
两主切削刃长度以及和钻头轴心线组成的两角要相等。
否则在钻孔时都将使钻出的孔扩大或歪斜,同时,由于两主切削刃所受的切削抗力不均衡,造成钻头很快磨损。
两个主后面要刃磨光滑。
②标准麻花钻的刃磨方法两手握法右手握住钻头的头部,左手握住柄部。
钻头与砂轮的相对位置钻头轴心线与砂轮圆柱母线在水平面内的夹角等于钻头顶角的一半,被刃磨部分的主切削刃处于水平位置。
刃磨动作将主切削刃在略高于砂轮水平中心平面处先接触砂轮。
钳工精密钻孔技术研究摘要:钻孔是钳工必须掌握并运用的基础技术。
在钳工实训中,它是钳工实训的中心环节,也是技能训练和考核的中心环节。
所以,这就要求操作者既要有熟练的操作技术,又要有熟练的加工技能。
但是,在实际的钻孔工作中,往往存在着钻孔过大的问题。
本论文主要是针对钳工精密钻孔技术进行研究。
关键词:钳工;精密;钻孔技术1影响钳工精密钻孔技术的因素分析1.1麻花钻结构特点对钻孔精度的影响(1)麻花钻的主要构造特点为一个水平刃和两个切削刃。
在实际钻孔过程中,水平叶轮的轴向拉力可适当增大;另外,由于横刃与轴线的不对称,会影响到切削的实际位置。
在摇摆过程中,如果不能精确地对齐,将会影响到相应的孔位。
(2)麻花钻钻头钻削加工能力不强。
在钻孔工作开始的时候,所有在芯部的切削刃都会直接参与切削。
在较大的切割力下,钻心会发生不同程度的偏转。
(3)麻花钻属于细长杆,刚性差。
此外,它的指向性差,容易弯曲,这会影响孔的位置精度。
(4)标准麻花钻具自身的制造误差会对钻具的钻孔精度产生影响。
在实际的钻孔工作中,要尽量使用与钻头接近的各类零件。
1.2钻孔工艺对孔加工定位精度的影响(1)由于其自身的构造特征,使得其存在着摇摆大,易弯,刚性差,导向性差,定心不稳等缺陷。
当有扩孔的时候,只需要用到切割边缘。
在钻孔中不进行横向切削,减小了钻头的阻力,使钻头能够浮起并对中。
所以,采用“先钻后扩孔”的技术与方法,不仅可以确保扩孔后的定位精度,而且还可以在出现偏差时,通过扩孔与纠偏,将其消除。
(2)在实际钻孔作业中,先用3毫米直径的钻头,再用2.5毫米直径的中央钻头。
在试样打孔部位,先打底孔,再分阶段展开。
在底部钻进时,具有切割力小、水平刃口短、钻头小、容易对位等优点。
可将工件直接置于工作台上,用于打孔作业。
这时,工件在浮式被夹持的情况下,就能实现钻头的自动对准。
(3)在实际钻孔作业中,不能将工件系在钻机的台面上,而应使用较小的标准机床夹具将工件夹持,清理台面与台面接触的部分,并在台面上涂抹一定的油脂,使其含油率更高,更润滑。