模具基本知识(1)
- 格式:ppt
- 大小:605.00 KB
- 文档页数:31
模具加工基础知识大汇总1.定义模具加工(Mold Making)是指成型和制坯工具的加工,此外还包括剪切模和模切模具。
通常情况下,模具有上模和下模两部分组成。
将钢板放置在上下模之间,在压力机的作用下实现材料的成型,当压力机打开时,就会获得由模具形状所确定的工件或去除相应的废料。
小至电子连接器,大至汽车仪表盘的工件都可以用模具成型。
级进模是指能自动的把加工工件从一个工位移动到另一个工位,并在最后一个工位得到成型零件的一套模具。
模具加工工艺包括:裁模、冲坯模、复合模、挤压模、四滑轨模、级进模、冲压模、模切模具等。
2.模具种类(1)金属冲压模具:连续模、单冲模、复合模、拉伸模(2)塑胶成型模:注塑模、挤塑模、吸塑模(3)压铸模具(4)锻造模具(5)粉末冶金模具(6)橡胶模具3.模具加工流程开料:前模料、后模模料、镶件料、行位料、斜顶料;开框:前模模框、后模模框;开粗:前模模腔开粗、后模模腔开粗、分模线开粗;铜公:前模铜公、后模铜公、分模线清角铜公;线切割:镶件分模线、铜公、斜顶枕位;电脑锣:精锣分模线、精锣后模模芯;电火花:前模粗、铜公、公模线清角、后模骨位、枕位;钻孔、针孔、顶针;模具顶针孔水路孔加工行位、行位压极;斜顶、复顶针、配顶针。
4.其他(1)唧咀、码模坑、垃圾钉(限位钉);(2)飞模;(3)水口、撑头、弹簧、运水;(4)省模、抛光、前模、后模骨位;(5)细水结构、拉杆螺丝拉钩、弹簧(6)重要部件热处理、淬火、行位表面氮化;5.模具软件UGNX、Pro/NC、CATIA、MasterCAM、SurfCAM、TopSolid CAM、SPACE-E、CAMWORKS、WorkNC、TEBIS、HyperMILL、Powermill、GibbsCAM、FEATURECAM等等。
6.基本特点(1)加工精度要求高一副模具一般是由凹模、凸模和模架组成,有些还可能是多件拼合模块。
于是上、下模的组合,镶块与型腔的组合,模块之间的拼合均要求有很高的加工精度。
中级模具制造工知识复习题一、选择题(将正确答案的填入括号内,每题1分,共50分)1、A0图纸的大小是( A 841X1189 )。
A、841X1189B、594X841C、420X592D、297X4202、在机械制图中,图线的形式和用途代表了不同的意义,其中粗实线的宽度线是(C 0.5-2mm )A、0.25-0.5mmB、0。
5mmC、0。
5-2mmD、1-1.5mm3、在机械制图过程中,图框(A )画出。
A、都用粗实线B、都用细实线C、细实线和粗实线D、无所胃4、在一个零件内,剖面线的形状可有(1)种。
A、1B、2C、无限制D、A或B5、尺寸界线中,尺寸界线一般应与尺寸线垂直,并超出尺寸线的线端(D2-3)mm。
A、0.5B、1C、1-2D、2-36、两个基本形体表面相切,在相切处两表面是圆滑过渡的,(B不存在)交线。
A、存在B、不存在C、要具体确定D、作图者的习惯7、(C)的主要特点是高温下仍能保持与常温相似的强度。
A、耐磨钢B、不锈钢C、热强钢D、45钢8、量具热处理时要尽量减少残余奥氏体量,在不影响(硬度)的前提下,要采用淬火温度的下限,尽量降低马氏体中的含碳量,最大限度地减少残余应力。
A、强度B、硬度C、韧度D|刚度9、热处理的目的是为了提高机械零件的(使用性能)。
A、使用性能B、光洁度性能C、表面粗糙度D、导电性10、DAC钢制之模具淬火冷却方式不能为(水冷)A、油冷B、空冷C、高压气冷D、水冷11、金黄色切削刀具的表层物质是(钛的涂层)产生的。
A、钛的涂层B、镀钛C、镀铜D、镀金12、模具制造中影响塑料制件表面粗糙度的主要因素是(B)。
A、塑料材料性能B、成型零件的表面粗糙度C、成型工艺条件D、制件的冷却时间13、装配时用求确定模具零件在模具中位置所使用的基准为(C)。
A、定位基准B、测量基准C、装配基准D、工序基准14、零件加工时,粗基准面一般为(A)。
A、工件毛坯面B、工件不加工表面C、工件已加工表面D、工件的待加工表面15、成批及大量生产主要采用(B)获得尺寸精度。

模具结构基础知识11. 引言模具是制造工业产品所必需的重要装备之一,广泛应用于汽车、电子、家电、塑料制品等行业。
模具的结构是保证制品质量和生产效率的关键因素之一。
本文将介绍模具结构的基础知识,包括模具的组成部分、常用材料、结构类型等内容。
2. 模具的组成部分一个完整的模具通常由以下几个部分组成:2.1 上模上模是模具的上半部分,用于成型产品的顶部或外形。
上模通常包括顶板、上模座、导柱等组件。
2.2 下模下模是模具的下半部分,用于成型产品的底部或内形。
下模通常包括下模座、下模板、导柱等组件。
2.3 滑块模滑块模也称为副模或侧模,用于成型产品的侧面或突起部分。
滑块模通常包括滑块、导柱套和定位销等组件。
2.4 斜顶模斜顶模用于成型带有斜侧面的产品。
斜顶模通常包括斜顶、导柱套、斜顶片等组件。
2.5 拉伸模拉伸模用于成型带有拉伸形状的产品。
拉伸模通常包括拉伸块、导柱、拉伸销等组件。
模具材料的选择直接影响到模具的使用寿命和成品质量。
常用的模具材料包括:3.1 铝合金铝合金具有良好的热传导性能和机械性能,适用于制作小型模具和大批量生产的模具。
3.2 铜合金铜合金因其良好的导热性和耐磨性被广泛应用于模具制造,尤其适用于高速冲压模具和大体积模具。
3.3 铁合金铁合金包括低碳钢、合金钢、工具钢等。
它们具有高硬度、高强度和耐磨性,适用于制作高精度模具和耐用性要求较高的模具。
塑料模具材料包括PVC、PE、PP等。
它们具有良好的耐腐蚀性和可塑性,适用于制作塑料制品模具。
4. 模具结构类型模具结构的选择取决于产品的形状、尺寸和材料等因素。
常见的模具结构类型包括:4.1 单模结构单模结构是最简单的模具结构,适用于产品形状简单、工艺要求低的情况。
4.2 组合模结构组合模结构由多个模块组合而成,适用于产品形状复杂、工艺要求高的情况。
4.3 多腔模结构多腔模结构是指在一个模具中设置多个腔室,可以同时成型多个产品。
多腔模结构适用于批量生产相同产品的情况。
模具部培训模具培训内容(一)引言概述:模具部培训是一项重要的职业培训,旨在提高从业人员的技能和知识,以满足模具制造行业的需求。
本文将介绍模具部培训的内容,包括五个关键点,每个点中深入探讨了相关的小点,并以总结作为文末。
正文:一、CAD软件的基本操作1. CAD软件的介绍和安装2. CAD软件界面和工具栏的认识3. 绘制基本图形和编辑功能的使用4. 图层管理和视图设置5. CAD软件的文件保存和导入导出二、模具设计原理和流程1. 模具设计的基本原理和要求2. 模具设计的步骤和流程3. 模具设计中的标准和规范4. 模具设计中常用的材料和零部件5. 模具设计中的常见问题和解决方法三、模具加工工艺和设备操作1. 模具加工的基本工艺流程2. 模具加工中的机床和工具的选择与操作3. 模具加工中的测量与检验4. 模具加工中的常见缺陷和质量控制5. 模具加工中的安全操作注意事项四、模具装配和调试1. 模具零件的装配和调试步骤2. 模具装配过程中的技巧和注意事项3. 模具调试中的常见问题及解决方法4. 模具调试中的测量和调整5. 模具调试后的质量检验和修正措施五、模具维护和故障排除1. 模具维护的基本知识和方法2. 模具维护中的保养和清洁3. 模具维护中的防锈和润滑4. 模具维护中的故障判断和排除5. 模具维护中的常见故障案例和处理措施总结:通过本文,我们详细介绍了模具部培训的内容,包括CAD软件的基本操作、模具设计原理和流程、模具加工工艺和设备操作、模具装配和调试以及模具维护和故障排除。
这些内容将有助于从业人员提升自己在模具制造行业中的技能和知识,并为模具制造业的发展做出贡献。
同时,我们也强调了安全操作和质量控制的重要性,以确保模具制造的高质量和高效率。

什么是DFM注塑模具的设计DFM要点(一)引言概述:DFM(Design for Manufacturing)是一种注塑模具设计的方法,旨在提高生产效率、降低成本、提升产品质量。
本文将围绕DFM注塑模具设计的要点展开探讨,帮助读者更好地理解和应用DFM设计原则。
正文内容:一、材料选择1. 根据产品特性选择合适的材料,考虑其熔融温度、流动性、收缩率等因素。
2. 增加材料的可再生性和可回收性,符合环保和可持续发展的要求。
3. 考虑材料的成本和可供应性,避免因材料不稳定导致生产问题。
二、模具结构设计1. 合理设计模具的冷却系统,确保产品快速冷却,提高生产效率。
2. 避免模具过于复杂,减少制造成本和模具维护成本。
3. 确保模具的刚度足够,避免因模具变形而导致产品变形或尺寸偏差。
三、产品结构设计1. 设计符合注塑工艺要求的产品结构,避免过于复杂的形状和壁厚不均匀等问题。
2. 考虑产品的装配性和模具的脱模性,减少脱模力和装配难度。
3. 考虑产品的设计可靠性和强度,避免产品在使用过程中出现断裂或变形等问题。
四、工艺参数设定1. 合理选择注塑机的射出速度、压力和温度等参数,确保产品质量。
2. 设计合理的料斗和喂料系统,确保材料供给平稳、无堵塞。
3. 考虑模具的填充、冷却和脱模过程,优化工艺参数,提高生产效率和产品质量。
五、模具维护和改进1. 建立定期维护计划,保证模具的正常运行和寿命。
2. 收集和分析模具运行数据,及时发现并解决潜在问题,改进模具设计。
3. 与模具制造商和生产工厂建立良好的沟通渠道,共同解决技术问题和改进模具性能。
总结:DFM注塑模具设计要点包括材料选择、模具结构设计、产品结构设计、工艺参数设定和模具维护与改进等方面。
合理应用DFM设计原则可以提高注塑模具的生产效率、降低成本并提升产品质量,对于企业的持续发展具有重要意义。
1.装配中,所有的顶针,螺丝,导柱,回针,销钉2.模具装配图,可以不画剖面线第2章:YS02-小行位一、处理一个产品首先要考虑的两大要素:1.出模可能性2.出模斜度二、一般工厂的模具设计师究竟要做些什么东西呢?(1)模具设计师分成几个档次:五级:学徒、四级:助理工程师、三级:IC(独立设计一般的模具)、二级:IB(独立设计中等难度的模具)、一级:IA(全面处理复杂模具,与其它部门沟通,处理产品缺陷。
工资6000-10000块)、(2).模具设计师只能得100分,得99分就是错的。
不允许有任何的错误!(3)工程师做:出零件图、2D排位图、3D分模图、订材料、线割图、模胚报价图、做开模检讨、改模图。
三、学习时候注意的问题: (1)把老师将的模以记忆(2)画一个图纸要多想:这个东西用2D图画出来是什么形状?在模具当中是处于什么位置?在位置上是起什么作用?是固定的,还是什么运动的? 是什么受力作用?是用什么材料做出来的?是什么工艺加工出来的?四、在工厂模具设计师的第一手资料就是模具设计依据:①产品: 3D图、2D图、样板(拿去抄数画图报价)②客户的要求:这个产品起什么作用、表面的要求:(晒文、镜面、表面光洁度要做到多少)五、①产品的材料是什么②一模几穴:1x2 Cav ③客户啤机(注塑机):100TON(吨) 啤机四根导柱是410x410。
如果设计成450x450模架,模架装不上啤机,客户就不要模具。
要查看啤机最大容模量。
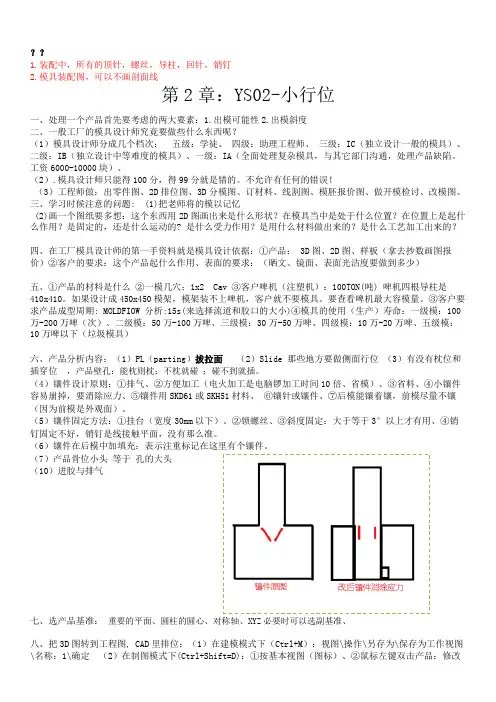
③客户要求产品成型周期: MOLDFIOW 分析:15s(来选择流道和胶口的大小)④模具的使用(生产)寿命:一级模:100万-200万啤(次)、二级模:50万-100万啤、三级模:30万-50万啤、四级模:10万-20万啤、五级模:10万啤以下(垃圾模具)六、产品分析内容:(1)PL(parting)拔拉面(2)Slide 那些地方要做侧面行位(3)有没有枕位和插穿位,产品壁孔:能枕则枕;不枕就碰;碰不到就插。
•脱料板厚度由模具尺寸决定。
Stripper will be established in thickness by size of die.•在模具工作之前脱料板垫板应该完全接触。
Stripper pads will make uniform contact in advance of the working die sections.•所有的脱料板应使用模板固定器从正面固定。
All strippers will be positively retained using die pad retainers.•脱料板下表面至少比冲子工作面高出1/8”。
Stripper face must extend 1/8" below working face of punch."•所有的脱料板固定器都能够从模具工作表面移除。
All stripper retainers must be removable from the working surface of the die.•烧焊的打凸冲子及模板入子不允许安装在脱料板上。
Weld projection punches and die buttons will not be mounted in the stripper.•两到三段的脱料板结构应该由2 平衡的方便起吊螺丝的?。
Strippers of 2 or 3 piece construction are to have 2 balanced ?•禁止使用脱料板做成型操作(除非模具工程师要求及说明)。
Do not use the stripper for forming operations (unless guided and specified by the toolengineer).•在摸座及脱料板上的合销必须为压配合,在摸板上的为推配合。
Dowels must be press fit in die shoes and strippers, and push fit in die sections.•在模具闭死时脱料板与跟刀之间必须至少有.250”的间隙。