切舌弯曲工件模具设计设计说明
- 格式:doc
- 大小:289.50 KB
- 文档页数:15
弯曲模具设计说明书弯曲模具设计说明书1:弯曲模具设计概述1.1 弯曲模具设计的背景和目的1.2 弯曲模具设计的范围和约束条件 1.3 弯曲模具设计的主要目标和要求2:弯曲模具技术要求2.1 弯曲模具的材料选择和性能要求 2.2 弯曲模具的尺寸和公差要求2.3 弯曲模具的加工工艺和工艺要求3:弯曲模具的结构设计3.1 弯曲模具的整体结构设计3.2 弯曲模具的工作部位设计3.3 弯曲模具的夹持和定位设计3.4 弯曲模具的导向和定位设计3.5 弯曲模具的冷却和散热设计4:弯曲模具的配套设备和工装4.1 弯曲模具的千斤顶和液压系统4.2 弯曲模具的送料系统4.3 弯曲模具的夹具和夹具系统4.4 弯曲模具的测量和检测设备4.5 弯曲模具的辅助工装和辅助设备5:弯曲模具的制造和维护5.1 弯曲模具的制造工艺和制造流程5.2 弯曲模具的装配和调试过程5.3 弯曲模具的使用和使用注意事项5.4 弯曲模具的维护和保养方法6:弯曲模具的性能测试和验证6.1 弯曲模具的负荷测试和耐久性验证6.2 弯曲模具的尺寸准确性测试和精度验证 6.3 弯曲模具的可靠性评估和故障分析7:弯曲模具的标准和法规7.2 弯曲模具的使用安全规定和操作规程7.3 弯曲模具的环境保护要求和限制条件附件:1:弯曲模具设计图纸及CAD文件2:弯曲模具工艺流程图3:弯曲模具材料报告和测试报告法律名词及注释:1:《模具设计专利法》:专门关于模具设计与制造的法律法规。
2:《职业安全与健康法》:规范工作场所的安全与健康要求。
3:《环境保护法》:保护环境和预防污染的法律法规。
摘要:是根据零件形状的需要,通过模具和压力机把毛坯弯成一定角度,一定形状工件的冲压工艺方法。
弯曲成形工艺在工业生产中的应用:应用相当广泛,如汽车上很多履盖件,小汽车的柜架构件,摩托车上把柄,脚支架,单车上的支架构件,把柄,小的如门扣,夹子(铁夹)等。
弯曲的基本原理以形板料弯曲件的弯曲变形为例进行说明。
凸模运动接触板料(毛坯)由于凸,凹模不同的接触点力作用而产生弯短矩,在弯矩作用下发生弹性变形,产生弯曲。
随着凸模继续下行,毛坯与凹模表面逐渐靠近接触,使弯曲半径及弯曲力臂均随之减少,毛坯与凹模接触点由凹模两肩移到凹模两斜面上。
(塑变开始阶段)。
随着凸模的继续下行,毛坯两端接触凸模斜面开始弯曲。
(回弯曲阶段)。
压平阶段,随着凸凹模间的间隙不断变小,板料在凸凹模间被压平。
校正阶段,当行程终了,对板料进行校正,使其圆角直边与凸模全部贴合而成所需的形状。
关键词:料盒插板;弯曲模;弯曲成形工艺绪论模具被称为“百业之母”,是工业生产的基础工艺装备,其应用非常广泛,在电子、汽车、电机、电器、仪表、家电和通讯等产品中~的零部件生产都依靠模具成形。
作为制造业的上游部分,模具对产品质量、效益起决定性作用。
当今世界正进行着新一轮的产业调整,一些模具制造企业逐渐向发展中国家转移,我国正成为世界模具大国。
目前我国的模具总产值已跃居世界第三,仅次于日本和美国。
近年来,外资对我国模具行业投入量增大,工业发达国家将模具向我国转移的趋势进一步明朗化,我国模具行业迎来新一轮的发展机遇的同时,也将面临巨大的挑战。
目前我国存在一方面模具产业规模不断扩大,一方面模具技术人员短缺的问题,这在一定程度上影响了国内模具企业的生产质量。
为解决这一问题,模具技能型人才的培养是关键。
本书就是为满足模具技术员学习的需要而编写,本书采用问答形式,对冲压模具设计与制造行业的基础知识和常见问题做了全面系统的介绍。
弯曲扭转复合成形有一定难度。
本文给出了实用的弯曲扭转复合模结构,论述了模具工作原理。

舌形片冲裁模具设计说明书舌形片冲裁模具设计说明书1. 引言本文档旨在对舌形片冲裁模具的设计过程进行详细说明。
该模具用于生产舌形片产品,具体设计内容如下。
2. 产品需求分析2.1 产品描述舌形片是一种塑料制品,形状为长方形,两侧呈舌形。
每个舌形片的尺寸为长80mm、宽30mm、厚度1mm。
2.2 生产要求舌形片的生产过程需要使用冲裁模具进行切割,以得到符合要求的产品尺寸和形状。
冲裁模具必须能够精确切割舌形片,并确保每个舌形片的尺寸和形状一致。
3. 冲裁模具设计3.1 模具整体结构冲裁模具包括上模和下模两部分。
上模是用来压住塑料材料,下模则是进行切割。
在模具设计中,需考虑材料的选择、模具的刚度和稳定性。
3.2 上模设计上模为断板结构,由模具座、压板和导套组成。
模具座用于固定模具及定位,压板则是用于压制塑料材料。
导套用于导向下模的切割动作。
3.3 下模设计下模为平板结构,由切割刀、模板和底板组成。
切割刀采用硬质合金材料制成,保证刀口的锋利度和耐磨性。
模板用于固定切割刀,底板为模具整体的支撑结构。
3.4 凸轮机构设计为了实现舌形片的连续切割,冲裁模具采用凸轮机构。
凸轮机构通过旋转轴带动上模和下模的协调动作,确保每个舌形片切割的准确度和一致性。
4. 模具制造与调试4.1 模具制造根据设计图纸及规格,进入模具制造阶段。
用优质材料加工制造模具的各个部件,并进行必要的加工、打磨和装配。
4.2 模具调试完成模具制造后,进行模具调试,确保模具在正常工作时切割精度的达到要求。
调试过程包括模具的安装、调整凸轮机构、切割刀的定位以及上下模的协调动作等。
5. 安全注意事项在使用冲裁模具时,必须要注意以下安全事项:5.1 操作人员必须佩戴好相关的安全防护设备,如手套、护目镜等。
5.2 模具使用过程中应注意加油、保养,确保机械运行顺畅。
5.3 模具的维护保养由专业人员负责,确保模具的寿命和性能。
6. 附件本文档涉及的附件包括:附件1:舌形片冲裁模具设计图纸附件2:舌形片冲裁模具零部件清单7. 法律名词及注释7.1 冲裁模具:用于金属或塑料制品的切割加工的工具。
一、冲压模课程设计的目的与任务1.帮助学生学会运用本课和其他相关课程的理论知识,了解冲压模设计的一般方法和程序;2.培养学生学习和使用《冲压模国家标准》、《冲压模设计手册》等技术资料;3.训练学生初步设计冲压模的能力。
二、冲压模课程设计的内容与要求冲压模课程设计一般以《课程设计任务书》的形式下达,一般由指导教师指定模具结构、制件形状和要求、生产批量等原始资料。
要求学生以完整正确的模具装配图、零件图以及设计计算书作为完成设计任务的成果。
三、冲压模课程设计的步骤与程序1.研究设计任务:包括熟悉模具结构、了解产品用途、进行资料准备等;2.拟订初步方案:包括制件工艺性分析、冲压工艺方案、模具总体结构等;3.详细设计计算:包括力的计算、模具压力中心、模具零件尺寸、选定压力机等;4.绘制模具图样:包括装配图、零件图。
5.整理设计计算书:包括图文的插入(注意图号、图名)、上下标的处理等。
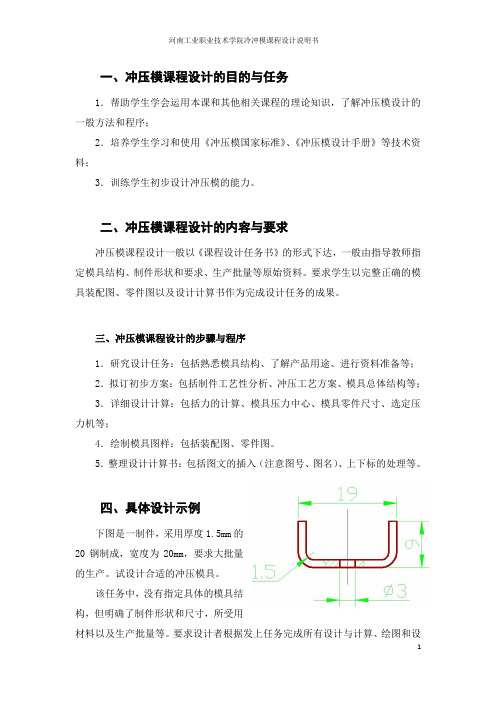
四、具体设计示例下图是一制件,采用厚度1.5mm的20钢制成,宽度为20mm,要求大批量的生产。
试设计合适的冲压模具。
该任务中,没有指定具体的模具结构,但明确了制件形状和尺寸,所受用材料以及生产批量等。
要求设计者根据发上任务完成所有设计与计算、绘图和设计说明书的编制等工作。
1.资料准备收集国家标准公差值表(GB/T1800),有关冲压模的国家标准、冲压设计手册等2.初步方案2.1制件的工艺性分析材料:制件采用20钢制成,20钢为优质碳素结构钢,查文献【1】附表1,取δb=420MPa,强度不高,塑性良好,冲压工艺性好。
结构:无狭长的悬臂和沟槽等不适合冲压的结构,查文献【1】表2.19,可知20钢的允许冲孔孔径d≥1.3×1.5=1.95mm,则该制件ф3为孔满足设计要求,工艺性良好。
形状:制件外形尺寸为19×20×9,不属于特大或极小零件,可以进行普通的冲压加工。
精度:制件工程图中,均去标注,但是按照一般原则按IT14(民用)级制造,查文献【2】表2--4,可确定各尺寸公差:错误!未找到引用源。

模具课程设计说明书——弯曲模课程设计学校:学院:专业:姓名:学号:指导教师:一、零件图二、工艺设计1.弯曲工序安排原则工序安排的原则应有利于坯件在模具中的定位;工人操作安全、方便;生产率高和废品率最低等。
弯曲工艺顺序应遵循的原则为:①先弯曲外角,后弯曲内角。
②前道工序弯曲变形必须有利于后续工序的可靠定位;并为后续工序的定位做好准备。
③后续工序的弯曲变形不能影响前面工序已成形形状和尺寸精度。
④小型复杂件宜采用工序集中的工艺,大型件宜采用工序分散的工艺。
⑤精度要求高的部位的弯曲宜采用单独工序弯曲,以便模具的调整与修正。
制订工艺方案时应进行多方案比较。
2.形状简单的弯曲件如V形、U形、Z形件等,可采用一次弯曲成形。
3.弯曲件展开尺寸计算。
(1)中性层位置的确定弯曲中性层位置并不是在材料厚度的中间位置,其位置与弯曲变形量大小有关,应按下式确定:P=r+kt式中 P----弯曲中性层的曲率半径;r----弯曲件内层的弯曲半径;t----材料厚度;k----中性层位移系数,板料可有表3-9查得,圆棒料由表3-10查得。
(2)弯曲件展开尺寸计算计算步骤:1)将标注尺寸转换成计算尺寸即将工件直线部分与圆弧部分分开标注,2)计算圆弧部分中性层曲率半径及弧长中性层曲率半径为P=r+kt,则圆弧部分弧长为: s=Pa式中 a----圆弧对应的中心角,以弧度表示。
3)计算总展开长度L=L1+L2+SL=∑L直+∑S弧4.回弹弯曲成形是一种塑性变形工艺。
回弹的表现形式:1)弯曲回弹会使工件的圆角半径增大,即r2>rp,则回弹量可表示为△r=r2-rp2) 弯曲回弹会使弯曲件的弯曲中心角增大,即a>ap.则回弹量可表示为△a=a-ap影响弯曲回弹的因素:1.材料的力学性能。
2. 材料的相对弯曲半径r/t。
3. 弯曲制件的形状。
4. 模具间隙。
5. 校正程度。
弯曲板件时,凸模圆角半径和中心角可按下式计算:Rp=r/(1+3Asr/Et)ap=ra/rp式中 r----工件的圆角半径;Rp----凸模的圆角半径;a----工件的圆角半径r对弧长的中心角;ap----凸模的圆角半径rp所对弧长的中心角;t----毛坯的厚度;E----弯曲材料的弹性模量;A----弯曲材料的屈服点减小回弹的措施:1)在弯曲件的产品设计时①弯曲件结构设计时考虑减少回弹,在弯曲部位增加压筋连接带等结构。
设计任务书设计课题:切舌弯曲工件模具设计冲压件名称材料板厚工件精度切舌弯曲20 1mm IT14工件图设计要求: 1. 绘制该工件制作所需的模具的总装图。
2. 绘制该模具的凸模、凹模零件图一套。
3. 编写完善设计计算说明书。
4. 将说明书和图样装订成册。
目录目录 (2)1.零件的工艺性分析 (5)2.确定工艺方案 (5)3工艺计算 (5)3.1计算工艺力 (5)3.2确定排样方式 (5)3.3材料利用率计算 (6)4 压力中心确定及压力机的选择 (7)4.1压力中心的计算 (7)4.2 压力机的选择 (7)5.确定模具结构 (7)5.1模具尺寸计算及结构确定 (7)5.1.1模具刃口尺寸计算 (7)5.1.2 凹模外形尺寸计算 (8)5.1.3凹模结构 (8)5.2凸模尺寸计算及结构确定 (8)5.2.1凸模外形尺寸计算 (8)5.2.2凸模结构 (8)6校核冲压设备的基本参数 (8)6.1闭合高度的计算 (8)6.2压力机的校核 (9)7 模具其他零件的选用 (9)7.1选择模架 (9)7.2垫板、凸模固定板 (9)7.3定位零件的设计 (9)7.3.1挡料销 (9)7.3.2.导正销 (9)7.4卸料装置的设计 (9)7.5模柄 (9)7.6螺钉选择 (9)8 模具总装图 (9)9工艺计算 (10)9.1计算工艺力 (10)9.2确定排样方式 (10)10 压力中心确定及压力机的选择 (10)10.1压力中心的计算 (10)10.2 压力机的选择 (10)11.确定模具结构 (11)11.1模具尺寸计算及结构确定 (11)11.1.1模具刃口尺寸计算 (11)11.1.3凹模结构 (12)11.2凸模尺寸计算及结构确定 (12)11.2.1凸模外形尺寸计算 (12)5.2.2凸模结构 (12)12.1闭合高度的计算 (12)12.2压力机的校核 (12)13 模具其他零件的选用 (12)13.1选择模架 (12)13.2垫板、凸模固定板 (12)13.3定位零件的设计 (13)13.3.1挡料销 (13)13.3.2.导正销 (13)13.4卸料装置的设计 (13)13.5模柄 (13)13.6螺钉选择 (13)14 模具总装图 (13)15心得体会 (14)16参考文献........................................................ - 15 -1.零件的工艺性分析该零件是普通的矩形切舌铁片,要对该零件进行小批量生产,外精度不高,生产要求较低,保证切舌完成弯曲定型才是重点。
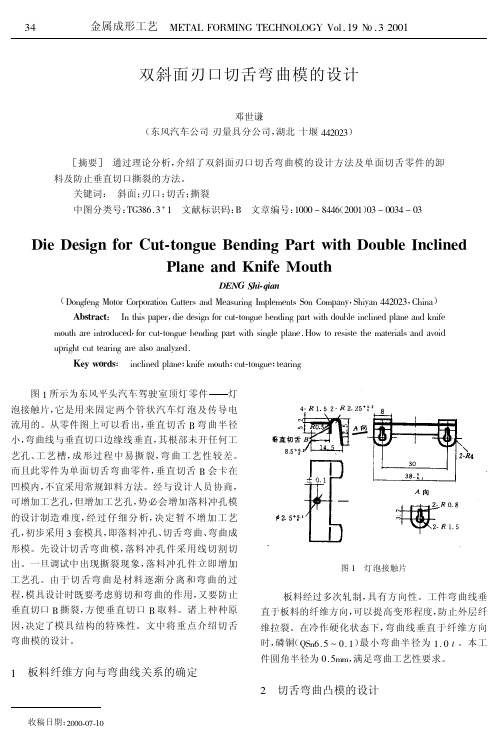
双斜面刃口切舌弯曲模的设计
邓世谦
【期刊名称】《装备环境工程》
【年(卷),期】2001(019)003
【摘要】通过理论分析,介绍了双斜面刃口切舌弯曲模的设计方法及单面切舌零件的卸料及防止垂直切口撕裂的方法。
【总页数】2页(P34--36)
【作者】邓世谦
【作者单位】东风汽车公司刃量具分公司,
【正文语种】中文
【中图分类】TG386.3+1
【相关文献】
1.双斜面刃口切舌弯曲模的设计
2.双凸模弯曲模设计
3.双斜面刃口切舌弯曲模的设计
4.基于交互模冲切刃口的交互式设计
5.离合器盖内缘舌片弯曲压槽模设计
因版权原因,仅展示原文概要,查看原文内容请购买。
模具课程设计说明书——弯曲模课程设计学校:学院:专业:姓名:学号:指导教师:一、零件图二、工艺设计1.弯曲工序安排原则工序安排的原则应有利于坯件在模具中的定位;工人操作安全、方便;生产率高和废品率最低等。
弯曲工艺顺序应遵循的原则为:①先弯曲外角,后弯曲内角。
②前道工序弯曲变形必须有利于后续工序的可靠定位;并为后续工序的定位做好准备。
③后续工序的弯曲变形不能影响前面工序已成形形状和尺寸精度。
④小型复杂件宜采用工序集中的工艺,大型件宜采用工序分散的工艺。
⑤精度要求高的部位的弯曲宜采用单独工序弯曲,以便模具的调整与修正。
制订工艺方案时应进行多方案比较。
2.形状简单的弯曲件如V形、U形、Z形件等,可采用一次弯曲成形。
3.弯曲件展开尺寸计算。
(1)中性层位置的确定弯曲中性层位置并不是在材料厚度的中间位置,其位置与弯曲变形量大小有关,应按下式确定:P=r+kt式中 P----弯曲中性层的曲率半径;r----弯曲件内层的弯曲半径;t----材料厚度;k----中性层位移系数,板料可有表3-9查得,圆棒料由表3-10查得。
(2)弯曲件展开尺寸计算计算步骤:1)将标注尺寸转换成计算尺寸即将工件直线部分与圆弧部分分开标注,2)计算圆弧部分中性层曲率半径及弧长中性层曲率半径为P=r+kt,则圆弧部分弧长为: s=Pa式中 a----圆弧对应的中心角,以弧度表示。
3)计算总展开长度L=L1+L2+SL=∑L直+∑S弧4.回弹弯曲成形是一种塑性变形工艺。
回弹的表现形式:1)弯曲回弹会使工件的圆角半径增大,即r2>rp,则回弹量可表示为△r=r2-rp2) 弯曲回弹会使弯曲件的弯曲中心角增大,即a>ap.则回弹量可表示为△a=a-ap影响弯曲回弹的因素:1.材料的力学性能。
2. 材料的相对弯曲半径r/t。
3. 弯曲制件的形状。
4. 模具间隙。
5. 校正程度。
弯曲板件时,凸模圆角半径和中心角可按下式计算:Rp=r/(1+3Asr/Et)ap=ra/rp式中 r----工件的圆角半径;Rp----凸模的圆角半径;a----工件的圆角半径r对弧长的中心角;ap----凸模的圆角半径rp所对弧长的中心角;t----毛坯的厚度;E----弯曲材料的弹性模量;A----弯曲材料的屈服点减小回弹的措施:1)在弯曲件的产品设计时①弯曲件结构设计时考虑减少回弹,在弯曲部位增加压筋连接带等结构。
设计任务书设计课题:切舌弯曲工件模具设计冲压件名称材料板厚工件精度切舌弯曲20 1mm IT14工件图设计要求: 1. 绘制该工件制作所需的模具的总装图。
2. 绘制该模具的凸模、凹模零件图一套。
3. 编写完善设计计算说明书。
4. 将说明书和图样装订成册。
目录目录 (2)1.零件的工艺性分析 (5)2.确定工艺方案 (5)3工艺计算 (5)3.1计算工艺力 (5)3.2确定排样方式 (5)3.3材料利用率计算 (6)4 压力中心确定及压力机的选择 (7)4.1压力中心的计算 (7)4.2 压力机的选择 (7)5.确定模具结构 (7)5.1模具尺寸计算及结构确定 (7)5.1.1模具刃口尺寸计算 (7)5.1.2 凹模外形尺寸计算 (8)5.1.3凹模结构 (8)5.2凸模尺寸计算及结构确定 (8)5.2.1凸模外形尺寸计算 (8)5.2.2凸模结构 (8)6校核冲压设备的基本参数 (8)6.1闭合高度的计算 (8)6.2压力机的校核 (9)7 模具其他零件的选用 (9)7.1选择模架 (9)7.2垫板、凸模固定板 (9)7.3定位零件的设计 (9)7.3.1挡料销 (9)7.3.2.导正销 (9)7.4卸料装置的设计 (9)7.5模柄 (9)7.6螺钉选择 (9)8 模具总装图 (9)9工艺计算 (10)9.1计算工艺力 (10)9.2确定排样方式 (10)10 压力中心确定及压力机的选择 (10)10.1压力中心的计算 (10)10.2 压力机的选择 (10)11.确定模具结构 (11)11.1模具尺寸计算及结构确定 (11)11.1.1模具刃口尺寸计算 (11)11.1.3凹模结构 (12)11.2凸模尺寸计算及结构确定 (12)11.2.1凸模外形尺寸计算 (12)5.2.2凸模结构 (12)12.1闭合高度的计算 (12)12.2压力机的校核 (12)13 模具其他零件的选用 (12)13.1选择模架 (12)13.2垫板、凸模固定板 (12)13.3定位零件的设计 (13)13.3.1挡料销 (13)13.3.2.导正销 (13)13.4卸料装置的设计 (13)13.5模柄 (13)13.6螺钉选择 (13)14 模具总装图 (13)15心得体会 (14)16参考文献........................................................ - 15 -1.零件的工艺性分析该零件是普通的矩形切舌铁片,要对该零件进行小批量生产,外精度不高,生产要求较低,保证切舌完成弯曲定型才是重点。
2.确定工艺方案首先根据该零件的形状确定冲压工序和选择工序顺序,冲压该零件需要得基工序有落料.切舌弯曲。
方案一:先落料.再切舌弯曲,采用单工序模生产; 方案二:落料和切舌弯曲复合冲压,采用复合模生产。
方案一模具结构简单,单需要两道工序,两套模具才能完成零件的加工。
生产效率较低,满足零件小批量生产的需求。
复合模能在一次行程内完成落料.冲孔多道工序,所冲压的工件精度较高,不受送料的影响,内外形状相对位置重复性好,表面较为平直。
但模具结构比较复杂。
通过对比,故采用方案一,比较适合该零件。
3工艺计算3.1计算工艺力计算工艺力冲裁力τKLt F = K=1.3 05.0=推K 045.0=卸K Mpa 340=τKN F F F F KN F K F KN F KN KLt F 48.10638.424.97045.086.4124.9705.0nK F 97.2434012)4862(3.1=++==⨯===⨯⨯===⨯⨯⨯+⨯==推卸总落卸推推τn=13.2确定排样方式确定并分析排样。
具体分析1)条料宽度计算 B=51.6 mm 2)排样图3.3材料利用率计算%100h n 11⨯=B Aη %915.636.5129761121=====ηmmh mm B mm A n4 压力中心确定及压力机的选择4.1压力中心的计算矩形铁片为对称图形,压力重心在几何中心上。
4.2 压力机的选择因为该零件需要中批量生产,故采用高速压力机型号为J75-30 表4—2 压力机的参数5.确定模具结构因为该铁片为小批量生产,故可以采用单工序模加工,制件采用钢性推件装置推出,卸料采用弹性卸料,对角导柱模架。
5.1模具尺寸计算及结构确定 5.1.1模具刃口尺寸计算模具结构计算 互换加工法 x=0.5 t=1126.0min =Z 18.0max =Z 74.01=∆ 62.02=∆偏差020.0-=P δ 030.0d +=δ经过交合 全部满足落料002.00min d p 03.0001max d 5.6124.063.61z 63.6174.05.062--++=-=-==⨯-=∆-=)()()()(凸凹δδD D X D D03.000.0302max d 69.47)62.05.048(D D ++=⨯-=∆-=)(X 002.0002.0min d p 56.47126.069.47D D --=-=-=)()(Z5.1.2 凹模外形尺寸计算凹模(1)凹模高度:K=0.35 b=62 m m 7.216235.0b =⨯==K H 凹 (2)凹模壁厚:C=(1.5-2)凹H =43.4 mm (3) 凹模长度: L=b+2c=148.8mm(4) 凹模宽度:B=134.8 mm(5) 故确定凹模板外形为: 30160160⨯⨯ 5.1.3凹模结构见电子稿! 5.2凸模尺寸计算及结构确定 5.2.1凸模外形尺寸计算凸凹模互换加工法。
53mm171651014L mm 171mm 6mm mm5h mm 10h mm 148.0~6.0h 321=+++++==-===安全距离取卸料板与固定板之间按,凸模进入凹模长度为凸模修复量取导尺厚度卸料厚度—)(凸模固定板厚度—凹H5.2.2凸模结构见电子稿!6校核冲压设备的基本参数6.1闭合高度的计算m m 1712583852=-++=-++=垫凹凸上下总H H H H6.2压力机的校核校核成功。
7 模具其他零件的选用7.1选择模架通过查表书可查。
7.2垫板、凸模固定板见电子稿!7.3定位零件的设计定位销7.3.1挡料销无7.3.2.导正销无7.4卸料装置的设计选择刚性卸料装置。
7.5模柄φ,可以看电子稿。
40⨯607.6螺钉选择M6 M8 M108 模具总装图电子稿!9工艺计算9.1计算工艺力Mpa 340=τ Mpa b 440=σ 3.1=K 1=t 20=B 045.0=卸KKN F 21.1834012552514.33.122=⨯⨯++⨯⨯=)(冲 KN t r KBt F b Z 72.1)(6.0=+÷=δ弯曲力 KN K F F 82.021.18045.0=⨯=卸冲卸 KN F F F F z 75.20=++=卸冲总9.2确定排样方式1)排样图10 压力中心确定及压力机的选择10.1压力中心的计算00=x12.54520255222555.1220252/90sin 55y 22220=+++⨯+⨯+⨯+-=πππ)( 压力中心(0,12.54)10.2 压力机的选择因为该零件需要中批量生产,故采用高速压力机型号为J23-6.3表4—2 压力机的参数11.确定模具结构因为该切舌弯曲工件为小批量生产,故可以采用单工序模加工,卸料采用弹性卸料,对角导柱模架。
11.1模具尺寸计算及结构确定 11.1.1模具刃口尺寸计算模具结构计算 互换加工法 x=0.5 t=1126.0min =Z 18.0max =Z 3.01=∆ 52.02=∆偏差020.0-=P δ 025.0d +=δ经过交合 全部满足 切舌025.00min 02.0001min 28.5126.015.5z 15.53.05.05+---=+=+==⨯+=∆+=)()()()(凸δδp d p p d d X d d025.00min 02.000min 89.25126.076.25z 76.2552.05.05.25+---=+=+==⨯+=∆+=)()()()(凸δδp d pp d d X d d11.1.2 凹模外形尺寸计算 凹模(1) 凹模高度:K=0.35 b=30 m m 5.103035.0b =⨯==K H 凹 (2 ) 凹模壁厚:C=(1.5~2)凹H =21 mm (3 ) 凹模长度: L=b+2c=72mm (4) 凹模宽度:B=62 mm(5) 故确定凹模板外形为: 35100125⨯⨯ 11.1.3凹模结构见电子稿!11.2凸模尺寸计算及结构确定 11.2.1凸模外形尺寸计算凸凹模互换加工法。
76.54mm1729.5461014L mm 1729.54mm 30cos106mm mm10h mm 148.0~6.0h 21=++++=====安全距离取卸料板与固定板之间按,凸模进入凹模长度为凸模修复量取卸料厚度—)(凸模固定板厚度—凹H 5.2.2凸模结构见电子稿!12校核冲压设备的基本参数12.1闭合高度的计算m m 54.1692554.111552=-++=-++=垫凹凸上下总H H H H 12.2压力机的校核校核成功。
13 模具其他零件的选用13.1选择模架通过查表书可查。
13.2垫板、凸模固定板见电子稿!13.3定位零件的设计定位销13.3.1挡料销无13.3.2.导正销无13.4卸料装置的设计选择弹性卸料装置。
13.5模柄φ,可以看电子稿。
5530⨯13.6螺钉选择M5 M8 M1214 模具总装图电子稿!心得体会一个月的实训结束了,在这个月内,我们学到了很多的知识,让我对模具设计与制造有了一个更清晰的了解,更坚定了自己对模具行业的信心。
第一周里,我们在襄樊环宇车灯厂实训,看到了了很多模具,注塑模具和冲压模具。
看到了模具钳工装配和管理模具,通过观看和亲自动手拆装模具,让我们对模具有了更深刻的认识以及让我们更清楚地认识模具的内外部结构,和操作原理。
结合书本上的知识,使我们能够更好的设计模具。
第二周和第三周我们都在学校的画图室里进行模具的计算和设计画图。
模具的工艺计算挺复杂的,不仅有大量的计算,还要查阅很多资料。
很庆幸我能够认真仔细的在一周内完成了我的工件工艺计算。
然后,我们开始了在图纸上把自己的设计画到图纸上,孙然我们已经多次画图,但是我们在细节上还是要认真仔细,不能马虎。
在以后的工作中,一点出错,就可能导致整个模具的实效。
画图时,要养成良好的习惯,保持纸张的整洁,线条清晰。
第四周我们主要是将设计的图纸转化为CAD图纸,这样更标准化。
通过cad画图,让我们对模具有了更深入的了解,一套模具,最终在电脑上成型了,看着自己的设计,心怀激动。