IF钢缺陷产生机理及对策
- 格式:doc
- 大小:66.00 KB
- 文档页数:3
IF钢热轧边部线状缺陷产生机理游慧超; 王东城; 杲通; 王海波; 张文【期刊名称】《《重型机械》》【年(卷),期】2019(000)006【总页数】6页(P16-21)【关键词】IF钢; 热轧; 边部线状缺陷; 产生机理【作者】游慧超; 王东城; 杲通; 王海波; 张文【作者单位】马鞍山钢铁股份有限公司技术中心安徽马鞍山243011; 燕山大学国家冷轧板带装备及工艺工程技术研究中心河北秦皇岛066004【正文语种】中文【中图分类】TG3330 前言在超低碳钢中加入Ti、Nb等元素,使钢中的C、N原子完全以碳、氮化物形式从基体中析出,基体呈无间隙原子状态,这种钢称为无间隙原子钢(Interstitial Free Steel,以下简称IF钢)[1]。
上世纪90年代以来,随着冶金工业与汽车工业的不断发展,IF钢得到广泛发展和大量应用[2-3]。
马钢在进行IF钢热轧生产时,经常会在带钢边部出现各种表面缺陷,最突出的是边部线状(翘皮或黑线)缺陷。
此类突出缺陷不能消除或改善,在下游工序(如酸轧机组)生产时需要大量切边,否则会影响产品表面质量、损伤轧辊表面,导致废品或停机等,客户直接使用加工成形时也会降低成材率和加工零件的合格率。
目前,学者们关于热轧带钢边部线状缺陷的产生机理进行过大量研究,结论分两大类。
一类观点认为缺陷的起因与钢区夹杂有关。
例如,丁美良等人[4]通过扫描电镜发现部分翘皮缺陷试样含有Mg、Si、Ca等元素,与结晶器保护渣的成分接近;周旬等人[5]认为夹杂类缺陷中的夹杂物主要来源于二次氧化、结晶器卷渣、中间包卷渣和钢包引流沙;厉小敏等人[6]认为,连铸时结晶器保护渣卷入铸坯表层,轧制变形后被拉长而存在于带钢表面,是引起带钢边部翘皮缺陷的主要原因;王帅等人[7]认为热轧板边部纵裂缺陷根部存在保护渣成分,可以说明该类缺陷是在连铸过程中产生的;王国栋等人[8]认为夹杂来源可能为结晶器水口保护渣卷入铸坯内表层,经反复轧制碾压后,保护渣上浮到热轧板表面形成翘皮缺陷;赵爱英等人[9]通过对板卷边部缺陷的点、面扫描,判断缺陷内部的物质是含有结晶器保护渣成分的复合物;李德强等人[10]认为高强船板探伤不合标准是炼钢连铸过程中保护渣等材料卷入坯料造成的;龚桂仙[11]等人认为钢板表面黑线是铸坯上的原有缺陷经热轧加热炉进一步高温氧化后轧制而演变的;陈书浩[12]、苏笃星等人[13]认为中间包水口吹氩量是影响结晶器保护渣卷渣的主要因素,降低结晶器氩气流量,控制拉速和连铸的稳定性,使用合适的结晶器保护渣,能够显著降低热轧钢板表面翘皮缺陷。
IF钢冷轧板起皮缺陷原因分析与控制摘要:冷轧起皮是影响冷轧产品表面质量的常见缺陷,引起表面起皮的因素可能来自于冶炼、热轧和冷轧等工序。
铁素体轧制技术的提出,最初是以简化工艺、节约能源为主要目的,通过铁素体轧制生产一种可直接使用的或随后供冷轧生产用的价格便宜、质软、非时效的热轧板。
这项技术已经在美国、墨西哥、比利时等国得到应用,如比利时的CockerillSambre钢厂,采用铁素体轧制生产薄规格的、具有良好深冲性能的热轧带钢,以取代部分冷轧产品,到现在其生产总量已经超过300万t,年产量已经达到50万t的规模。
关键词:冷轧板;表面起皮;缺陷1炼钢缺陷1.1杂质对于冷轧板来说,最容易出现的就是杂质问题。
该缺陷会对冷轧板的后续加工中产生较大影响,造成其性能下降影响使用,另外杂质的存在可能会让带钢基体出现颜色不均匀的现象,导致外观不符合要求,不能满足现代高标准精的产品要求。
就其原因,杂质的出现,主要原因是在既定范围内,钢坯内混入了尺寸较大的杂质颗粒,而在加工成冷轧板后会充分显现。
一般来讲,夹杂物的出现是正常显现,也是比较容易处理的,具体可以通过以下措施进行消除,从钢水入手,在源头上把控质量,优化精炼工艺,严格按照流程,采用连铸恒拉速操作,及时清除铸坯的表面杂质颗粒,保证其成品的效果质量。
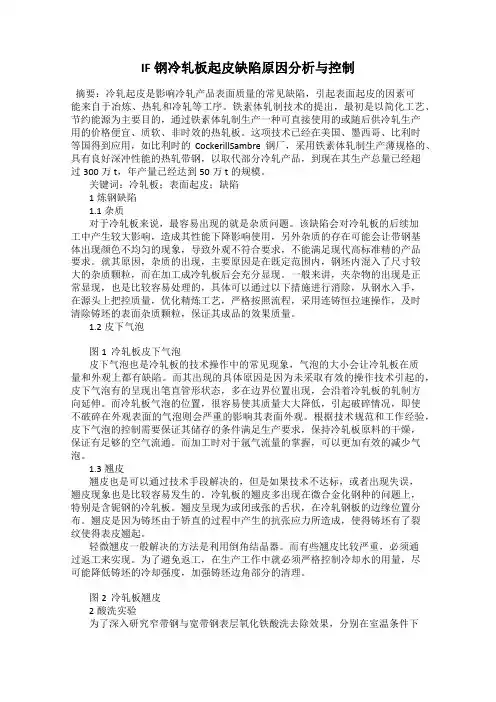
1.2皮下气泡图1 冷轧板皮下气泡皮下气泡也是冷轧板的技术操作中的常见现象,气泡的大小会让冷轧板在质量和外观上都有缺陷。
而其出现的具体原因是因为未采取有效的操作技术引起的,皮下气泡有的呈现出笔直管形状态,多在边界位置出现,会沿着冷轧板的轧制方向延伸。
而冷轧板气泡的位置,很容易使其质量大大降低,引起破碎情况,即使不破碎在外观表面的气泡则会严重的影响其表面外观。
根据技术规范和工作经验,皮下气泡的控制需要保证其储存的条件满足生产要求,保持冷轧板原料的干燥,保证有足够的空气流通。
而加工时对于氩气流量的掌握,可以更加有效的减少气泡。
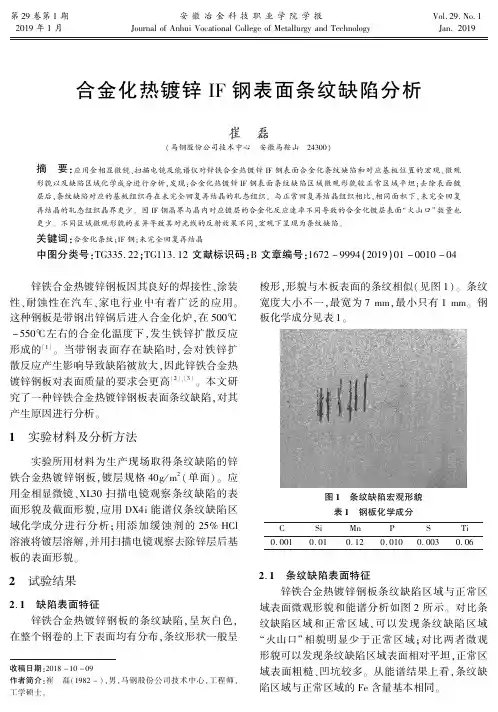
第29卷第1期2019年1月㊀㊀㊀㊀㊀㊀安徽冶金科技职业学院学报JournalofAnhuiVocationalCollegeofMetallurgyandTechnology㊀㊀㊀㊀㊀㊀Vol.29.No.1Jan.2019合金化热镀锌IF钢表面条纹缺陷分析崔㊀磊(马钢股份公司技术中心㊀安徽马鞍山㊀24300)摘㊀要:应用金相显微镜㊁扫描电镜及能谱仪对锌铁合金热镀锌IF钢表面合金化条纹缺陷和对应基板位置的宏观㊁微观形貌以及缺陷区域化学成分进行分析ꎬ发现:合金化热镀锌IF钢表面条纹缺陷区域微观形貌较正常区域平坦ꎻ去除表面镀层后ꎬ条纹缺陷对应的基板组织存在未完全回复再结晶的轧态组织ꎮ与正常回复再结晶组织相比ꎬ相同面积下ꎬ未完全回复再结晶的轧态组织晶界更少ꎮ因IF钢晶界与晶内对应镀层的合金化反应速率不同导致的合金化镀层表面 火山口 数量也更少ꎮ不同区域微观形貌的差异导致其对光线的反射效果不同ꎬ宏观下呈现为条纹缺陷ꎮ关键词:合金化条纹ꎻIF钢ꎻ未完全回复再结晶中图分类号:TG335.22ꎻTG113.12文献标识码:B文章编号:1672-9994(2019)01-0010-04收稿日期:2018-10-09作者简介:崔㊀磊(1982-)ꎬ男ꎬ马钢股份公司技术中心ꎬ工程师ꎬ工学硕士ꎮ㊀㊀锌铁合金热镀锌钢板因其良好的焊接性㊁涂装性㊁耐蚀性在汽车㊁家电行业中有着广泛的应用ꎮ这种钢板是带钢出锌锅后进入合金化炉ꎬ在500ħ-550ħ左右的合金化温度下ꎬ发生铁锌扩散反应形成的[1]ꎮ当带钢表面存在缺陷时ꎬ会对铁锌扩散反应产生影响导致缺陷被放大ꎬ因此锌铁合金热镀锌钢板对表面质量的要求会更高[2]㊁[3]ꎮ本文研究了一种锌铁合金热镀锌钢板表面条纹缺陷ꎬ对其产生原因进行分析ꎮ1㊀实验材料及分析方法㊀㊀实验所用材料为生产现场取得条纹缺陷的锌铁合金热镀锌钢板ꎬ镀层规格40g/m2(单面)ꎮ应用金相显微镜㊁XL30扫描电镜观察条纹缺陷的表面形貌及截面形貌ꎬ应用DX4i能谱仪条纹缺陷区域化学成分进行分析ꎻ用添加缓蚀剂的25%HCl溶液将镀层溶解ꎬ并用扫描电镜观察去除锌层后基板的表面形貌ꎮ2㊀试验结果2.1㊀缺陷表面特征㊀㊀锌铁合金热镀锌钢板的条纹缺陷ꎬ呈灰白色ꎬ在整个钢卷的上下表面均有分布ꎬ条纹形状一般呈梭形ꎬ形貌与木板表面的条纹相似(见图1)ꎮ条纹宽度大小不一ꎬ最宽为7mmꎬ最小只有1mmꎮ钢板化学成分见表1ꎮ图1㊀条纹缺陷宏观形貌表1㊀钢板化学成分CSiMnPSTi0.0010.010.120.0100.0030.062.1㊀条纹缺陷表面特征㊀㊀锌铁合金热镀锌钢板条纹缺陷区域与正常区域表面微观形貌和能谱分析如图2所示ꎮ对比条纹缺陷区域和正常区域ꎬ可以发现条纹缺陷区域 火山口 相貌明显少于正常区域ꎻ对比两者微观形貌可以发现条纹缺陷区域表面相对平坦ꎬ正常区域表面粗糙㊁凹坑较多ꎮ从能谱结果上看ꎬ条纹缺陷区域与正常区域的Fe含量基本相同ꎮ图2㊀正常区域与条纹缺陷区域表面微观形貌图3㊀能谱结果表2㊀条纹缺陷区域与正常区域的能谱分析结果区域AlFeZnWt%At%Wt%At%Wt%At%正常区域1.543.5911.8613.3286.6083.09条纹缺陷区域1.563.6112.3913.9086.0582.48㊀㊀图2中的黑色形貌区域为光整时带钢与光整机工作辊接触时产生的压坑ꎮ从压坑数量和占板面面积百分比也能衡量出合金化镀层表面的粗糙程度ꎮ计算条纹缺陷区域与正常区域光整压痕的面积百分比ꎬ发现条纹缺陷区域光整压痕面积小于正常区域ꎮ这也能反映出与正常区域表面形貌相比ꎬ条纹缺陷区域表面更加平坦ꎮ计算结果和图片分别见表3和图4ꎮ表3㊀条纹缺陷区域与正常区域表面光整压痕面积百分比区域占面积百分比正常区域22.07%条纹缺陷区域19.24%图4㊀正常区域与条纹缺陷区域光整压痕形貌11 总第83期㊀㊀㊀㊀㊀㊀㊀㊀㊀崔㊀磊:合金化热镀锌IF钢表面条纹缺陷分析2.2㊀条纹缺陷对应基板分析㊀㊀图5为去掉表面锌层前后形貌对比ꎬ去除镀层后发现锌层条纹对应的基板处存在亮条纹ꎬ而且基板亮条纹的轮廓与锌层表面条纹轮廓完全相同ꎮ图5㊀301钢种组去锌层前后形貌对比㊀㊀扫描电镜下观察去除镀层的基板发现ꎬ条纹缺陷对应基板表面平坦ꎬ正常区域与条纹缺陷区域的化学成分没有区别ꎬ全部为Feꎮ㊀㊀观察浸蚀后的基板表面组织ꎬ发现条纹缺陷区域与正常区域的形貌与组织存在很大差别ꎬ条纹缺陷区域表面存在较多没有完全回复再结晶的轧态组织ꎬ正常区域表面全部为完成回复再结晶的等轴晶粒组织ꎮ3㊀分析㊀㊀本文中的锌铁合金镀层钢板表面条纹缺陷主要是条纹缺陷区域与正常区域表面形貌或相结构不同ꎬ造成其对光线的反射效果不同ꎬ肉眼观察下呈现为条纹缺陷ꎮ合金化镀锌板表面微观形貌与合金化反应程度有关ꎮ对于IF钢正常回复再结晶组织ꎬ由于其晶界不存在C㊁N等间隙原子ꎬ晶界上Zn㊁Fe原子扩散速度快ꎬ此处合金化组织的生长速度快[4]ꎮ因此ꎬ对应基板晶粒中心位置和晶界位置的镀层合金化速率不同ꎬ最终呈现为较多的 火山口 组织ꎮ而基板表面存在较多轧态组织的区域ꎬ其晶界面积明显小于正常回复再结晶区域ꎬ因晶界㊁晶内锌铁合金扩散速率不同形成的 火山口 组织也更少ꎬ最终形成的合金化镀层表面更加平坦ꎮ图6㊀基板表面形貌图7㊀基板能谱分析21 安徽冶金科技职业学院学报㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2019年第1期图8㊀浸蚀后基板表面组织4㊀结论㊀㊀合金化条纹缺陷是因为基板在退火过程中表面局部晶粒没有完全回复再结晶ꎬ该区域锌铁扩散反应速率与正常区域不同ꎬ导致合金化镀层表面微观形貌存在差异造成的ꎮ参考文献[1]㊀A.R.Marder.Themetallurgyofzinc-coatedsteel[J].ProgressinMaterialsScience.2000ꎬ45:191-271[2]㊀TangNYꎬGoodwinFE.AStudyofdefectsingalva ̄nizedcoatings[C].5thInternationalConferenceonZincandZincAlloyCoatedSteelSheet(Galvatech2001).BrusselsꎬBelgium:StahlEisenDusseldorfꎬ2001:49-55[3]㊀HongMHꎬNamTH.Characterizationofsurfacede ̄fectsonthehot-dipgalvannealedsheetsteel[J].Jour ̄naloftheKoreanInstituteofMetalsandMaterials.2002ꎬ40:206-214[4]㊀金鑫焱ꎬ刘昕ꎬ钱洪卫.合金化热镀锌IF钢表面亮条纹缺陷分析[J].理化检验-物理分册.2008ꎬ44:698-701InvestigationofStriaeDefectonHotDipGalvannealedIFSteelCUILei㊀㊀Abstract:striaedefectonhotdipgalvannealedIFsteelsheetswerestudiedbyopticalmicroscopeꎬscanningelectronmicroscope(SEM)andqualitativelyanalysisofdispersivespectrum(EDS)inthisstudy.Theresearchshowsthatthestriaedefectareaaremoreflatterthannormalarea.Whenthegal ̄vanneaiedcoatingisdissolvedꎬstraiedefectswillbefoundonsubstratewhereexitun-recrystallizedmicrostructure.Becausetheiron-zincdiffusionreactionspeedatgrainboundaryismorerapidtanin ̄tragranularforIFsteelꎬthenormalhotdipgalvannealedsurfaceexitmany dent .Whenthesubstrateexitun-recrystallizedmicrostructureꎬ dent isfewerthannormalarea.Itisthedifferenceofmicro-morphologyleadtodifferenteffectsonthereflectionoflightwhichcausethedifferentcolourbetweenstriaedefectandnormalarea.㊀㊀Keywords:striaedefectꎻIFsteelꎻun-recrystallizedmicrostructure 31总第83期㊀㊀㊀㊀㊀㊀㊀㊀㊀崔㊀磊:合金化热镀锌IF钢表面条纹缺陷分析。
IF钢合金化热镀锌钢带表面缺陷的研究合金化热镀锌钢板的耐腐蚀与焊接性能十分良好,是一种十分受市场青睐的汽车防锈钢板材料。
但在生产时,这种钢板可能会出现表面缺陷。
基于此,本文对IF钢合金化热镀锌钢带表面的缺陷进行了探究。
利用扫描电镜、X射线衍射等方法对钢带表面缺陷产生的原因进行了分析。
标签:IF钢;合金化热镀锌;表面缺陷前言:在IF钢的生产过程中,需将钢从锌锅取出后,将其放入合金化炉。
经过适当温度的加热后,钢板中的铁锌会出现扩散,然后就形成了合金热镀锌IF 钢板。
如果带钢的表面出现了缺陷,那么在后期加工时会进一步放大这种缺陷,因此,生产人员需要明确钢板缺陷产生的原因,并优化工作方法降低缺陷。
1 IF钢与合金化热镀锌工艺IF钢板就是无间隙原子钢。
这是一种深冲性能极强的超低碳钢。
目前,IF 钢的伸长率可以达到50%,而其r值则可以达到2.0以上。
在IF钢的炼钢环节,需要注意保持超低碳,并使其具有微合金化,得到纯净度高的钢板。
其生产工艺流程还包括热轧、冷轧以及退火。
为了保证钢板的深冲性能,钢中的碳、氮以及硅的含量都很低;而且为了保持IF刚良好的表面质量,生产单位应该要保证IF 刚的冷轧钢板中非金属杂物的尺寸不能超过100μm。
合金化热镀锌钢板是一种使用热浸镀锌工艺制造出的钢板。
在生产时需要将薄钢板浸入熔解的锌槽之中,使其变成表面附有锌的钢板;在出槽以后,还需要将钢板加热至500℃左右,这样就可以让锌和铁生成合金薄膜,对钢板进行保护[1]。
经过合金化热镀锌工艺加工的钢板具有极强的涂料密着性以及焊接性,其抗腐蚀能力也非常良好。
2 IF钢合金化热镀锌钢带表面缺陷的研究2.1 研究材料及方法此次,实验人员准备采用化学成分如表1所示的IF钢来进行实验。
实验中,会使用扫描电子显微镜来分析钢板表面的缺陷形貌以及其断面组织的状态。
然后会采用电子能谱分析法对钢带表面缺陷的成分进行分析。
同时,还会采用X射线衍射分析镀锌层的组织。
DOI: 10.3969/j.issn.1000-6826.2021.01.0011IF钢欠酸洗缺陷机理分析及对策Countermeasures and Mechanism Analysis of IF Steel Underpickling Defects供稿|胡华东,丁紫正,潘振华,王栋 / HU Hua-dong, DING Zi-zheng, PAN Zhen-hua, WANG Dong汽车用钢的特点是数量大、钢种多、规格杂、质量要求高,而且处于不断升级换代之中。
特别是随着汽车工业的发展和汽车部件整体化的要求,汽车行业由增量时代向存量时代发展的过程中,乘用车、客车产量占汽车产量的85%以上,而上述车型中单车用冷轧深冲钢约400~500 kg,主要用作汽车内、外板覆盖件。
据中汽协公布的统计数据,2019年全国汽车产量2576.9万辆,山东省77.73万辆,我国虽然在产量和规模上已成为世界汽车大国,但是在汽车的设计制造、材料技术和使用功能等方面,与发达国家相比仍存在着显著差距[1],尤其是汽车行业水性涂料和2C1B 工艺的广泛推广,涂层工序的减少以及涂层厚度的降低对汽车板表面质量及控制提出了越来越高的要求[2],对热镀锌钢板表面质量的要求越来越高[3-6],很多钢厂不断开发带钢表面“零”缺陷控制技术[7],满足消费者日益提高的审美外观需求和环保需求[8]。
随着自主品牌汽车企业产品品质的提升,汽车用冷轧深冲钢的用量会持续提升,按照2019年的汽车产量保守测算,全国汽车用冷轧深冲钢用量达到876万t,山东省26万t,特别是随着长城、中兴等汽车企业在山东日照进行建厂,更是为山东钢铁集团日照有限公司的汽车用冷轧深冲系列产品提供良好的市场前景,通过对冶炼、热轧、冷轧工艺流程中的设备、工艺、质量问题进行攻关[9],实现全流程工艺优化和管理提升,且2030 mm冷轧产线主体工程由德国西马克公司设计,生产装备均达到国际先进水平[10],可满足省内、外冷轧深冲系列汽车板生产需求,实现山钢汽车钢产品供货巨大飞跃,提升企业在汽车钢供货链的品牌效应。
热镀锌IF钢板常见表面缺陷分析
方学华;郭树宝;程国平;职建军
【期刊名称】《上海金属》
【年(卷),期】2010(032)006
【摘要】对热镀锌IF钢生产和使用过程中常见的条状、线状和表面镀锌异常等表面缺陷进行了研究.利用扫描电镜和能谱分析分析了缺陷形成的机理.研究结果表明:条状和线状缺陷分别由连铸卷渣和气泡残留形成,而表面的镀锌组织异常则是基板的组织剥落导致.IF钢连铸卷渣和气泡残留发生的原因是钢水中夹杂含量上升导致的下水口阻塞,IF钢基板组织剥落则可能由P偏聚导致的晶间断裂引起.
【总页数】6页(P29-34)
【作者】方学华;郭树宝;程国平;职建军
【作者单位】宝钢新日铁汽车板有限公司,技术质量部管理部,上海,201900;宝钢新日铁汽车板有限公司,技术质量部管理部,上海,201900;宝钢新日铁汽车板有限公司,技术质量部管理部,上海,201900;宝钢股份公司宝钢分公司炼钢部
【正文语种】中文
【相关文献】
1.热镀锌钢板重新概述:第十讲热镀锌合金钢板 [J], 朱立
2.热镀锌钢板生产概述:第十一讲热镀锌钢板的新产品与新工艺 [J], 朱立
3.热镀锌钢板生产概述:第十二讲国内外热镀锌钢板重新概述 [J], 朱立
4.热镀锌钢板生产概述:——第十三讲热镀锌钢板质量检验 [J], 朱立;尚志东
5.热镀锌工艺对汽车用镀锌钢板表面缺陷的影响 [J], 宋新莉;袁泽喜;王迪
因版权原因,仅展示原文概要,查看原文内容请购买。
冷轧含磷if高强钢带表面氧化色缺陷控制冷轧含磷IF高强钢带表面氧化色缺陷控制在冷轧含磷IF高强钢带的生产过程中,表面氧化色缺陷是一个常见的问题。
这种缺陷不仅会降低钢带的外观质量,还可能影响到其力学性能和耐腐蚀性能。
因此,有效地控制冷轧含磷IF高强钢带表面的氧化色缺陷是非常重要的。
要了解表面氧化色缺陷的形成原因。
在冷轧含磷IF高强钢带的生产过程中,钢带表面会与空气中的氧气发生反应,形成氧化物。
这种氧化物的颜色会影响到钢带的外观。
而含磷元素会加速氧化反应的进行,导致钢带表面出现氧化色缺陷。
为了控制冷轧含磷IF高强钢带表面的氧化色缺陷,可以从以下几个方面入手。
要优化生产工艺。
生产工艺的合理优化可以有效地控制钢带表面的氧化色缺陷。
例如,控制冷轧过程中的压下力度和温度,以及钢带在退火过程中的温度和时间等。
通过合理调整这些参数,可以减少钢带表面的氧化反应,从而降低氧化色缺陷的发生。
要加强钢带的表面处理。
在冷轧含磷IF高强钢带的生产过程中,表面处理是非常重要的环节。
通过采用适当的酸洗和镀锌工艺,可以有效地去除钢带表面的氧化物和其他杂质,减少氧化色缺陷的发生。
同时,还可以在表面处理过程中添加一些抑制氧化反应的添加剂,进一步降低氧化色缺陷的发生。
要加强设备维护和管理。
设备的正常运行对于控制钢带表面的氧化色缺陷至关重要。
定期检查和维护设备,确保设备的正常运行和高效工作,可以有效地减少氧化色缺陷的发生。
要加强质量控制。
质量控制是控制钢带表面氧化色缺陷的关键。
通过建立完善的质量控制体系,加强对生产过程的监控和检测,及时发现和解决问题,可以有效地控制钢带表面的氧化色缺陷。
同时,还要加强对产品的检验和测试,确保产品的质量符合标准要求。
控制冷轧含磷IF高强钢带表面的氧化色缺陷是一个复杂而重要的问题。
通过优化生产工艺、加强钢带的表面处理、加强设备维护和管理以及加强质量控制,可以有效地控制钢带表面的氧化色缺陷,提高产品的质量和市场竞争力。
IF钢缺陷产生机理及对策
【摘要】本文针对IF钢出现的几种质量缺陷,从缺陷处的成分、板坯内夹杂物、板坯内部质量及表面状态等方面进行了系统分析研究,认为导致IF钢出现质量缺陷的因素为疏松、夹杂物、弯月面的长度等。
从而提出了消除各种IF钢质量缺陷的相应措施。
【关键词】IF钢质量缺陷对策措施
1.前言
80年代以来,随着冶金生产技术的进步和汽车工业的发展,IF钢得到迅速发展。
我国研制IF钢始于1989年[1],北京科技大学与宝钢合作,在没有引进外国专利的情况下,用了不到二年的时间基本完成了IF 钢的开发,填补了国内空白。
目前开发和应用高强度IF钢成为深冲钢发展的新热点,引起了许多学者的关注。
2.生产工艺
IF钢的生产工艺流程为[1]:转炉冶炼—RH真空脱气—连铸—热轧—冷轧—退火—平整。
生产过程的每一步工序,从成分控制到热轧、冷轧、退火、平整都影响IF钢的最终性能。
IF钢的生产工艺要点如表1所示:
3.质量缺陷
IF钢所出现的质量缺陷主要有以下几种:
3.1起泡缺陷[3]
这种缺陷呈现出23um高、1.6mm宽、0.16mm深的划痕,并在整个表面连续不规则地散开。
有时,在背面相应的位置也有划痕出现。
通过对该缺陷进行分析,可以发现其含有铝、钙、硅、钛等元素,其中的主要成分为氧化铝。
里面也存在氮和氩。
有时也有缺陷不包含夹杂物的情况。
3.2表面线纹缺陷[3、4]
线纹缺陷呈现出细小的划痕状态,这种缺陷不规则地广泛扩散。
大部分的这种缺陷出现在中心部位。
通过分析,可以看出其中主要含有钙、钠、钾、镁、硫和硅等元素。
4.缺陷原因分析研究
4.1成份分析
IF钢冷轧板表面线状缺陷为附着在冷轧板表面的一薄层缺陷,其厚度约30μm;成分不均匀,主要包括块状Al2O3颗粒和CaO-SiO2-Al2O3-MgO-Na2O-K2O系的氧化物。
该缺陷是由夹杂物引起的,夹杂物的最大可能来源是中间包覆盖渣与浸入式水口内壁堵塞物的结合物[4、5]。
4.2 板坯内夹杂物
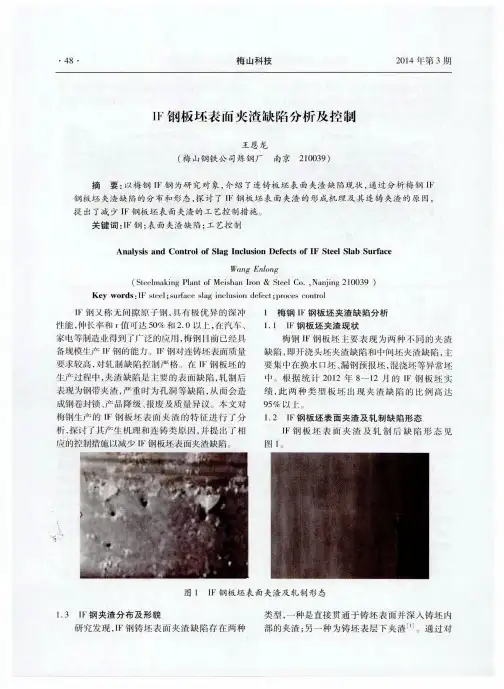
IF钢连铸板坯表面夹渣缺陷存在两种类型,一种是直接贯通于铸坯表面并深人铸坯内部的夹渣,另一种位于铸坯表层内部。
将前种称为Ⅰ类型夹渣,后种称为Ⅱ类型夹渣[6]。
5
其中,Ⅰ类型夹渣即贯通型夹渣是由于初生坯壳在产生裂纹随即又被焊合的过程中,保护渣渗入而形成的。
该类型夹渣尺寸大,大多数分布在离铸坯表面0-6mm内,若不采取清理措施,对薄板表面质量会造成直接危害。
结晶器钢水卷渣造成的Ⅱ类夹渣尺寸较大(最大尺寸达5.32mm),此类夹渣在轧制过程中有可能暴露于薄板表面,造成表面缺陷。
4.3 板坯内部质量及表面状态
对IF钢板坯进行抽样测试,发现在板坯表面以下10-30mm处存在直径2-3mm的圆形孔。
在20mm深的位置取横截面样,通过检测,可以发现有2mm深的星状裂纹和短裂纹[3]。
通过对有缩孔缺陷的板坯进行抽样,并且模拟从热轧、冷轧、到退火的过程,可以发现缺陷的变化过程。
这个过程表明,具有疏松缺陷的板坯将会导致气泡缺陷,缺陷位置主要含氧化铝夹杂物。
因此,可以确定气泡缺陷与板坯的疏松有很大的关系。
此外,对具有表面星状裂纹缺陷的板坯进行上述处理,发现了具有线纹缺陷的产品。
因此,板坯的裂纹缺陷是造成线纹缺陷的主要原因之一[3]。
4.4原因归纳总结
将造成冷轧板缺陷的原因归纳为:
4.4.1 在弯月面处进入铸坯的气体及夹杂物导致了缩孔缺陷,由于热效应,板坯在经过轧制及退火工序后即在产品表面出现气泡缺陷,因此,造成气泡缺陷主要有三个原因:疏松、夹杂物、弯月面的长度。
4.4.2 板坯裂纹缺陷将会导致轧制工序之后的表面线纹缺陷。
弯月面处的温度越低,弯月面越长,则越容易卷入连铸保护渣,水口的堵塞也容易造成漩涡卷入保护渣,结晶器的液面波动将卷入保护渣并在板坯表面产生夹杂从而形成表面线纹缺陷。
4.4.3 夹杂物在轧制过程中,脆性部分被碾碎,呈颗粒状零散分布,而塑性部分被碾平,不均匀地分布在铁基体上。
5.对策措施
针对质量缺陷产生的原因,可采取如下相应的措施,以消除IF钢质量缺陷。
5.1对付气泡缺陷的方法[3]
5.1.1 限制出钢时间能有效地减少下渣量,挡渣标的使用能进一步减少钢包中渣层的厚度。
下渣量越小,出现缺陷的几率就越小;
5.1.2 增加水口的浸入深度。
根据水模试验和实际的操作情况,水口淹没深度为150mm是减少缺陷的最佳深度;
5.1.3 降低上层水口的吹氩速度。
在中间包上层喷嘴吹氩的主要目的是为了稳定钢水的流速,避免堵塞。
一般情况下,生产普通钢种,在中间包上层水口氩气的流量为10-12L/min。
根据经验,如果是生产IF钢还是采用此流量,过剩的氩气将会在凝固过程中产生气泡,吸入夹杂物,从而造成气泡缺陷。
将中间包上层喷嘴的氩气流量降为6-8L/min较为合适。
但是,必须注意到,在浇注过程中随时可能发生水口堵塞,因此每炉的浇注温度需要保持稳定性。
5.1.4 降低拉速以保持浇注的稳定性。
根据以往的生产数据,较大的板坯出现气泡缺陷的几率较高。
5.2对付表面线纹缺陷的方法
5.2.1 提高钢水的洁净度。
(1)中间包采用湍流控制器的控流装置,夹杂物去除率有明显提高。
并且50μm以上的大颗粒夹杂物可全部去除,这对降低冷轧IF表面夹杂废品有着特殊意义[4]。
(2)应用新型密封碗,改善钢包下水口与长水口之间的密封效果;采用长水口浸入式开浇工艺;改善长水口吹氩结构,减少或者防止钢液中w(Als)二次氧化;使用吸收Al2O3夹杂能力强的中间包覆盖剂和结晶器保护渣。
通过优化结晶器浸入式水口的几何参数和连铸工艺参数,促进夹杂物上浮和防止钢液发生卷渣[4]。
6
(3)采用转炉冶炼动态控制,提高转炉w(C)和温度的双命中率、顶底复吹技术、出钢挡渣、钢包渣改质、保证足够的钢包温度,避免RH采用升温手段,确保脱氧合金化后钢水循环时间大于7min等措施;在连铸过程中采用连铸保护浇注、中包采用碱性渣、结晶器液面自动控制稳定精度在±3mm、采用高粘度的结晶器保护渣、使用大容量中包等措施[7]。
5.2.2 采用镀镍的结晶器[3]
使用镀铜的结晶器传热较慢,造成板坯表面裂纹缺陷的产生,而具有较好传热效率的镀镍结晶器将显著减少板坯裂纹缺陷产生的几率。
尽管线纹缺陷能够通过清理机对其进行清除处理,但这将会降低生产效率,从而导致成本的增加。
镀镍结晶器的使用大大降低了清理机的使用需求。
5.2.3 使用发热性连铸保护渣[3]
使用普通的连铸保护渣与发热性连铸保护渣相比,结晶器内钢水的温度相对较低,这将会导致弯月面较长而使得大量的夹杂物被吸收。
7。