斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模
- 格式:doc
- 大小:675.50 KB
- 文档页数:5
1注射成型的原理、特点、应用原理:将粒状或粉状的塑料从注射机的料斗送入配有加热装置的机筒中进行加热熔融塑化,使之成为粘流态的熔体,然后再注射机柱塞的压推作用下,以很高的流速通过机筒前端的喷嘴注入温度较低的闭合型腔中,经过一点时间的保压冷却定型后,开模分型即可从型腔中脱出具有一定形状和尺寸的塑料制件。
特点:应用:2注射成型的工艺过程答:注射成型工艺过程包括成型前的准备,注射过程和塑件的后处理三部分。
(1)成型前的准备:原料外观的检查和工艺性能测定;原材料的染色及对料粉的造粒;对易吸湿的塑料进行充分的预热和干燥,防止产生斑纹、气泡和降解等缺陷;生产中需要改变产品、更换原料、调换颜色或发现塑料中有分解现象时的料筒清洗;对带有嵌件塑料制件的嵌加进行预热及对脱模困难的塑料制件选择脱模剂等。
(2)注射过程:加料、塑化、注射、冷却和脱模。
注射过程又分为充模、保压、倒流、交口冻结后的冷却和脱模。
(3)塑件的后处理:退火处理、调湿处理。
3注射成型工艺参数:温度、压力、作用时间温度控制包括料筒温度、喷嘴温度和模具温度。
料筒温度分布一般采用前高后低的原则,即料筒的加料口(后段)处温度最低,喷嘴处的温度最高。
料筒后段温度应比中段、前段温度低5~10°C。
对于吸湿性偏高的塑料,料筒后段温度偏高一些;对于螺杆式注射机,料筒前段温度略低于中段。
螺杆式注射机料筒温度比柱塞式注射机料筒温度低10~20°C。
压力分为塑化压力和注射压力。
作用时间(只完成一次注射成型过程所需的时间)亦称成型周期。
4注射成型周期包括哪几部分?答:注射成型周期包括(1)合模时间(2)注射时间(3)保压时间(4)模内冷却时间(5)其他时间(开模、脱模、喷涂脱模剂、安放嵌件的时间)。
合模时间是指注射之前模具闭合的时间,注射时间是指注射开始到充满模具型腔的时间,保压时间是制型腔充满后继续加压的时间,模内冷却时间是制塑件保压结束至开模以前所需要的时间,其他是是指开模,脱模,涂脱磨剂,安放嵌件的时间。
侧向分型抽芯机构注射模的教学法探究与实践摘要:不同结构的塑料制品在成型时,需要使用不同的塑料模具来完成。
当塑件带有侧孔或侧凸起时,需要带侧向分型抽芯机构的注射模成型。
侧向分型抽芯机构注射模的教学一直是塑料模教学中的难点,学生不易掌握。
如何化难为简,使学生已易于理解和掌握是教师在教学中要解决的问题。
关键词:侧向分型抽芯机构、斜导柱、斜滑块侧向分型抽芯机构注射模的教学一直是塑料模教学中的难点,学生不易掌握。
如何化难为简,使学生已易于理解和掌握是教师在教学中要解决的问题。
多年教学实践我总结了一套行之有效的教学方法,供同行们借鉴。
随着科技的发展,塑料产品越来越多,而不同结构的塑料制品在成型时,需要使用不同的塑料模来完成,当塑件带有侧孔或侧凸起时,需要带侧向分型抽芯机构的注射模成型。
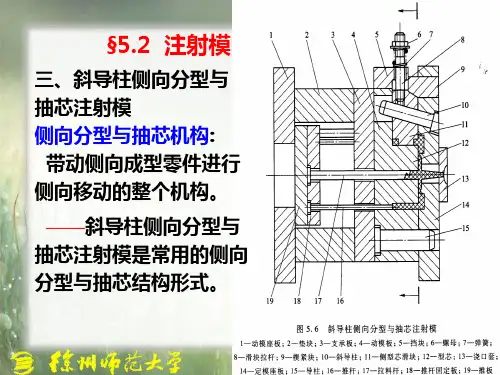
使注射模中侧向型芯移动的机构称为侧向分型与抽芯机构。
典型的侧向分型抽芯机构注射模有两种结构,斜导柱侧向分型抽芯机构注射模和斜滑块侧向分型抽芯机构注射模。
斜滑块侧向分型抽芯机构又分为斜滑块外侧分型抽芯机构和斜滑块内侧分型抽芯机构。
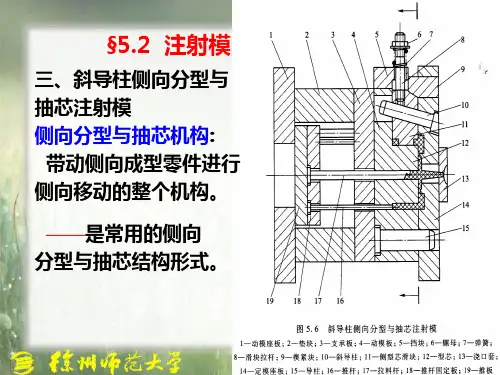
一、侧向分型抽芯机构注射模结构1. 斜导柱侧向分型抽芯机构注射模如图1所示为斜导柱侧向分型抽芯机构,由侧向型芯滑块2、斜导柱3和楔紧块4等模具零件共同组成模具的侧向分型与抽芯机构。
由于所成形的塑料制件上有侧孔,需要有侧向型芯滑块2来成形,而且开模推出塑料制件以前,必须先进行侧向分型,将侧向型芯从塑料制件上抽出,以便塑料制件顺利脱模。
模具合模时,侧向型芯滑块2和模具的主型芯1及型腔板6共同构成模具的型腔,斜导柱3与侧型芯滑块上的孔配合,楔紧块4等零件将侧型芯滑块锁紧。
模具开模时,模具的动模和侧型芯滑块2开始移动,逐渐远离定模。
开模力通过斜导柱3作用于侧型芯滑块2上,迫使侧型芯滑块2在型芯固定板的导滑槽内做向左侧向移动V1,实现侧向分型抽芯运动,所以侧型芯滑块随着动模向下移动(V2)的同时,还向左移动(侧抽芯运动V1),也就是沿着斜导柱移动V侧。
塑料成型工艺与模具设计试题及答案1. 在注射成型中,合理的温度控制包括料筒、喷嘴和模具温度的控制。
2塑件需要进行塑后处理,常见的处理方式包括退火和调湿处理。
3塑料模具的组成零件可以分为成型零件和结构零件两大类,根据不同的用途进行分类。
4.在注射成型过程中,为了便于塑件的脱模,一般情况下让塑件留在动模上。
5塑料通常由树脂和添加剂组成。
6塑料注射模主要用于成型热塑性塑料件,而压缩成型主要用于成型热固性塑料件。
7排气是塑件成型的必要条件,而引气则是塑件脱模的必要条件。
8. 注射模的浇注系统包括主流道、分流道、浇口和冷料穴等组成。
9. 凹模的形式有整体式和组合式两种类型。
10. 导向机构的形式主要包括导柱导向和锥面定位两种。
11. 树脂分为天然树脂和合成树脂两种。
12. 注射模塑最主要的工艺条件是尸要素”,即压力、时间和温度。
1卧式注射机SX-Z-63/50中的50表示锁模力为SOOkN。
2. 注射机料筒温度的分布原则是前高后低。
3热塑性塑料在常温下呈坚硬固态,属于玻璃态。
4塑料模失效形式不包括冷却。
5. 凹模是成型塑件外表面的成型零件。
6球头铣刀主要用于加工塑料模具零件中的轮廓。
7. 注射模导向机构不包括推杆。
8主流道一般与注射机的喷嘴轴心线重合。
9. 推出机构零件不包括型芯。
10. 压缩模具中凸模的结构形式多数是整体式的,以便于加工制造。
11. 天然树脂包括松香。
12. 塑料模具结构零件不包括成型作用。
13. 稳定剂不包括树脂。
角,可以避免模具损坏和塑件表面不光滑的问题(3分)。
此外,圆角的设计还可以避免塑件在使用过程中刮伤人体或其他物品(1分)。
2.请简述多型腔模具的优缺点。
(10分)答:多型腔模具的优点是可以同时生产多个相同或不同的塑件,提高生产效率,降低成本(3分);可以灵活调整模具的生产能力,适应不同的市场需求(2分);同时还可以减少模具的占地面积和存储空间(2分)。
缺点是制造成本较高(1分);需要更高的精度和稳定性(1分);同时需要更多的注塑机和操作人员(1分);还有可能出现一个腔位出现问题,影响整个生产线的正常运行(2分)。
斜导柱侧向分型与抽芯机构设计引言一、斜导柱侧向分型的意义和要求1.斜导柱的位置应该具有合理的设计和布置,使得嵌套件与注塑件能够在开模时顺利分离,避免卡死和损坏。
2.斜导柱的数量应该根据模具的具体情况来确定,一般而言,两对斜导柱就能够满足大部分模具的要求。
3.斜导柱的倾斜角度应该根据模具的开模力大小和嵌套件的形状来确定,一般而言,角度为3-10度。
二、抽芯机构的设计原则抽芯机构是指在注塑模具中用于取出内部被模腔包围的注塑件或者核心的一种机构。
抽芯机构的设计需要遵循以下几个原则:1.抽芯机构的动作应该稳定可靠,不应该出现抖动和滑动的现象,否则会影响成型件的质量。
2.抽芯机构的设计应该尽可能地简单、易操作,以减少故障发生的可能性,同时,也能够提高生产效率。
3.抽芯机构的结构应该紧凑,不占用过多的模腔空间,以便于成型件的顺利流动。
4.抽芯机构的材料选择要正确,应该具有足够的强度和耐磨性,以保证其长时间的使用寿命。
三、斜导柱侧向分型与抽芯机构的结合设计1.斜导柱与抽芯机构的位置关系:斜导柱和抽芯机构的位置应该被合理地安排,以确保嵌套件与注塑件之间的顺利分离。
一般来说,斜导柱和抽芯机构应该尽量靠近模具的侧面。
2.斜导柱与抽芯机构的数量关系:斜导柱和抽芯机构的数量应该根据模具的具体情况来确定。
一般而言,斜导柱和抽芯机构的数量应该保持一致,一个斜导柱对应一个抽芯机构。
3.斜导柱与抽芯机构的夹角:斜导柱与抽芯机构的夹角应该根据模具的开模力大小和嵌套件的形状来确定。
一般而言,夹角为3-10度。
4.斜导柱与抽芯机构的动作配合:斜导柱和抽芯机构的动作应该配合紧密,以确保模具的开模效果。
抽芯机构应该能够顺利地取出内部被模腔包围的注塑件或者核心。
结论斜导柱侧向分型与抽芯机构设计是注塑模具设计中至关重要的组成部分。
合理的斜导柱侧向分型和抽芯机构设计可以提高模具的开模效果,避免卡死和损坏。
同时,斜导柱侧向分型与抽芯机构的结合设计也是模具设计的一项难点,需要充分考虑因素,确保各个部分的配合紧密,以确保模具的正常使用。
表JX—2
淮海技师学院教案
编号:SHJD—508—14 版本号:A/0 流水号:
课题:斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模
教学目的、要求: 1.斜导柱侧向分型与抽芯注射模基本结构、组成和特点
2.定模带有推出装置的注射模基本结构、组成和特点
3.斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模工作原理教学重点:斜导柱侧向分型与抽芯注射模基本结构、组成和特点
定模带有推出装置的注射模基本结构、组成和特点
教学难点:斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模工作原理授课方法:讲解拆装示范认知
教学参考及教具(含电教设备):多媒体实体模具教具
教学后记:
板 书 设 计
注:要求以一块黑板的版面来进行板书设计
斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模
复习导入:
单分型面注射模工作原理?
双分型面注射模工作原理? 引言:
通过上节课对塑料及塑料工业的发展、塑料成型技术的发展趋势、学习本课程应达到的目的的
学习,同学们对塑料成型工艺与模具设计这门课程有了初步的了解,接下来,让我们来了解一下斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模的结构基本结构、组成和特点 。
这就是本节课我们所要学习的内容。
新课讲解:
一、斜导柱侧向分型与抽芯注射模
当塑件侧壁有通孔、凹穴或凸台时,其成型零件必须制成可移动的,这样塑件才能顺利脱模。
带动型芯滑块侧向移动的整个机构称侧向分型与抽芯机构。
工作原理
注射成型后开模,开模力通过斜导柱作用于侧型芯滑块,型芯滑块随着动模的后退在动模板的导滑槽内向外滑移,直至滑块与塑件完全脱开,侧抽芯动作完成。
这时塑件包在凸模上随动模继续后移,直至注射机顶杆与模具推板接触,推出机构开始工作,推杆将塑件从凸模上推出。
合模时,复位杆使推出机构复位,斜导柱使侧型芯滑块向内移动,最后楔紧块将其锁紧。
二、定模带有推出装置的注射模
将塑件留在定模一侧对成型更有利,此种装置制得的的塑件不是被推出而是被拉出脱模,设计这类模具要保证拉板在模具两侧对称布置,拉板长度设计应保证动定模之间的分离距离能使塑件顺利的从中取出,导柱应有足够的长度满足导向要求。
1.工作原理
开模时,动模向左移动,塑件因包紧在凸模上留在定模一侧而从动模板及成型镶块中脱出。
当动模左移至一定距离时,拉板通过定距螺钉带动推件板将塑件从凸模上脱出。
【课后小结】
【练习与作业】
1.斜导柱侧向分型与抽芯注射模工作原理?
2.带有活动镶件的注射模工作原理?
教案纸
教学过程学生活动学时分配
斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模
复习导入:
单分型面注射模工作原理?
双分型面注射模工作原理?
引言:
通过上节课对塑料及塑料工业的发展、塑料成型技术的发展趋势、学习本课程应达到的目的的学习,同学们对塑料成型工艺与模具设计这门课程有了初步的了解,接下来,让我们来了解一下斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模的结构基本结构、组成和特点。
这就是本节课我们所要学习的内容。
新课讲解:
一、斜导柱侧向分型与抽芯注射模
当塑件侧壁有通孔、凹穴或凸台时,其成型零件必须制成可移动的,这样塑件才能顺利脱模。
带动型芯滑块侧向移动的整个机构称侧向分型与抽芯机构。
1、工作原理
注射成型后开模,开模力通过斜导柱作用于侧型芯滑块,型芯滑块随着动模的后退在动模板的导滑槽内向外滑移,直至滑块与塑件完全脱开,侧抽芯动作完成。
这时塑件包在凸模上随动模继续后移,直至注射机顶杆与模具推板接触,推出机构开始工作,推杆将塑件从凸模上推出。
合模时,复位杆使推出机构复位,斜导柱使侧型芯滑块向内移动,最后楔紧块将其锁紧。
2 、设计注意事项
1)斜导柱侧向分型与抽芯结束后在脱离侧型芯滑块时应有准确的定位措施,以便在合模时斜导柱能顺利地插入滑块的斜导孔中使滑块复位;
2)楔紧块是防止注射时熔体压力使侧型芯滑块产生位移而设置的,因此,其上面的斜面应与侧型芯滑块上的斜面斜度一致,并留有一定的修正余量,以便修正;
3)斜导柱侧向分型抽芯机构有四种基本形式:斜导柱安装在定模,侧型芯滑块设置在动模;斜导柱安装在动模,侧型芯滑块设置在定模;斜导柱与侧型芯滑块同安装在定模;斜导柱与侧型芯滑块同安装在动模。
温故知新
总结前段课程
用总结的方法导入新课激发学生学习兴趣
教案纸教
教学过程学生活动学时分配
二、定模带有推出装置的注射模
将塑件留在定模一侧对成型更有利,此种装置制得的的塑件不是被推出而是被拉出脱模,设计这类模具要保证拉板在模具两侧对称布置,拉板长度设计应保证动定模之间的分离距离能使塑件顺利的从中取出,导柱应有足够的长度满足导向要求。
1.工作原理
开模时,动模向左移动,塑件因包紧在凸模上留在定模一侧而从动模板及成型镶块中脱出。
当动模左移至一定距离时,拉板通过定距螺钉带动推件板将塑件从凸模上脱出。
2.设计注意事项
1)拉板应在模具两侧对称分布以防止脱模板因受力不平衡而卡死不能动作;
2)拉板长度设计应保证动模与定模之间的分离距离能使塑件顺利地从中取出;
3)对脱模板及动模导向的导柱应有足够的长度,满足导向的要求。
表JX —5 5
教 案 纸
教学过程
学生活动
学时分配 【课后小结】
一、斜导柱侧向分型与抽芯注射模
当塑件侧壁有通孔、凹穴或凸台时,其成型零件必须制成可移动的,这样塑件才能顺利脱模。
带动型芯滑块侧向移动的整个机构称侧向分型与抽芯机构。
二、定模带有推出装置的注射模
将塑件留在定模一侧对成型更有利,此种装置制得的的塑件不是被推出而是被拉出脱模,设计这类模具要保证拉板在模具两侧对称布置,拉板长度设计应保证动定模之间的分离距离能使塑件顺利的从中取出,导柱应有足够的长度满足导向要求。
【练习与作业】
斜导柱侧向分型与抽芯注射模工作原理? 定模带有推出装置的注射模工作原理?。