连接板冲孔机多少钱,隧道拱架连接板冲孔机厂家报价
- 格式:docx
- 大小:801.94 KB
- 文档页数:9

第1篇一、概述为了确保工程施工的顺利进行,提高施工效率,降低施工成本,现将工程施工过程中常用工具的价格进行整理,以供参考。
二、工具分类及价格1. 电动工具(1)电钻:价格范围在200-1000元之间,根据功率和功能不同有所差异。
(2)电锤:价格范围在300-2000元之间,根据功率和功能不同有所差异。
(3)电刨:价格范围在300-1500元之间,根据功率和功能不同有所差异。
(4)电锯:价格范围在500-3000元之间,根据功率和功能不同有所差异。
(5)电磨:价格范围在300-1500元之间,根据功率和功能不同有所差异。
(6)电钻头:价格范围在10-50元之间,根据材质和用途不同有所差异。
2. 气动工具(1)气钻:价格范围在100-500元之间,根据功率和功能不同有所差异。
(2)气锤:价格范围在150-800元之间,根据功率和功能不同有所差异。
(3)气刨:价格范围在100-500元之间,根据功率和功能不同有所差异。
(4)气磨:价格范围在100-500元之间,根据功率和功能不同有所差异。
(5)气钻头:价格范围在5-30元之间,根据材质和用途不同有所差异。
3. 手动工具(1)扳手:价格范围在10-100元之间,根据材质和用途不同有所差异。
(2)钳子:价格范围在20-200元之间,根据材质和用途不同有所差异。
(3)螺丝刀:价格范围在5-50元之间,根据材质和用途不同有所差异。
(4)锤子:价格范围在5-50元之间,根据材质和用途不同有所差异。
(5)锯子:价格范围在20-200元之间,根据材质和用途不同有所差异。
(6)锉刀:价格范围在10-50元之间,根据材质和用途不同有所差异。
4. 量具(1)卷尺:价格范围在5-50元之间,根据长度和精度不同有所差异。
(2)水平尺:价格范围在10-100元之间,根据精度和功能不同有所差异。
(3)角度尺:价格范围在10-50元之间,根据精度和功能不同有所差异。
(4)线坠:价格范围在5-30元之间,根据材质和用途不同有所差异。
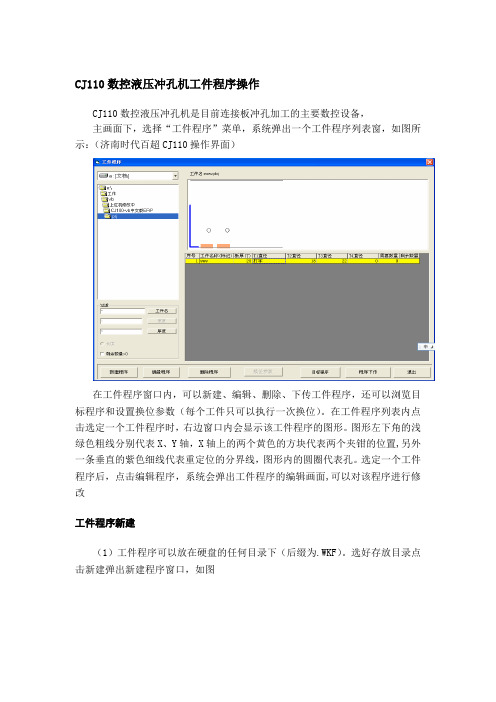
CJ110数控液压冲孔机工件程序操作CJ110数控液压冲孔机是目前连接板冲孔加工的主要数控设备,主画面下,选择“工件程序”菜单,系统弹出一个工件程序列表窗,如图所示:(济南时代百超CJ110操作界面)在工件程序窗口内,可以新建、编辑、删除、下传工件程序,还可以浏览目标程序和设置换位参数(每个工件只可以执行一次换位)。
在工件程序列表内点击选定一个工件程序时,右边窗口内会显示该工件程序的图形。
图形左下角的浅绿色粗线分别代表X、Y轴,X轴上的两个黄色的方块代表两个夹钳的位置,另外一条垂直的紫色细线代表重定位的分界线,图形内的圆圈代表孔。
选定一个工件程序后,点击编辑程序,系统会弹出工件程序的编辑画面,可以对该程序进行修改工件程序新建(1)工件程序可以放在硬盘的任何目录下(后缀为.WKF)。
选好存放目录点击新建弹出新建程序窗口,如图下面对程序代码进行说明。
P:20 (P:数字代表板厚)T1:MK123 (T1,T2,T3定义模具,打字字号或冲孔孔径(孔径必须在T3:22 参数中有定义))T2:18T1 (T1与上面定义对应,即T1代表打字,下面坐标为打字位置)X150 Y150 (X指打字位置X坐标,Y指打字位置Y坐标)T3X70 Y50T3 (T3与上面定义对应,即T3代表孔径为22的孔)X120 Y50T2 (X指孔X坐标,Y指孔Y坐标)X170Y50T2 (与上面相同)X220 Y50M30 (表示编程结束)X0 Y0 (板的轮廓)X0 Y200X300 Y200X300 Y0X0 Y0END (完成)(2)两点线孔在新建或编辑程序时点击新建程序界面中的“两点线孔”弹出两点线孔窗口,填写图表后点击完成,一段线孔的指令代码即插入光标处。
(3)角度线孔如(图时代百超CJ110数控液压冲孔机),其操作方式与两点线孔操作方式相同。
编辑程序点击编辑程序按钮,弹出程序编辑窗口,在此窗口中可对程序进行修改保存新建程序保存:新建程序完成点击保存弹出图窗口,写入程序名字,点击确定即可保存保存路径为工件程序主画面()下选择的路径编辑程序保存:编辑程序完成后点击保存,编辑后的程序将原程序覆盖,保存在目录中换位参数如果板材X方向长度超出了参数中X轴最大范围设定的值,则需要进行换位加工,换位加工需要设置换位参数,如图12。

数控连接板冲孔机操作规程数控连接板冲孔机操作规程一、安全操作规程1. 操作人员必须熟悉连接板冲孔机的工作原理和结构,掌握操作技能,并具备一定的机械和电气知识。
2. 操作人员必须穿戴好工作服和安全鞋,并佩戴好安全帽和防护眼镜。
3. 在操作之前,必须检查连接板冲孔机的各个部位是否正常,特别是液压系统、电气系统和机械部件。
4. 在操作过程中,不得随意触摸机床的运动部位,如滚轴和机械手等。
5. 遵守机床操作规程,严禁擅自操作或调整机床的参数和设置。
6. 在停机或调整机床参数之前,必须将连接板冲孔机的电源关闭,并进行机床和设备的保养和维护。
7. 不准将普通的工具、设备或工作件置于连接板冲孔机上,以免造成机器损坏或人身伤害。
二、操作规程1. 开机前,检查连接板冲孔机的润滑油是否充足。
如不足,必须加注润滑油。
2. 连接板冲孔机开机后,先进行空载试运转,检查机械部件是否运行正常。
3. 根据冲孔模具的尺寸和冲孔要求,设置好冲孔数据和参数。
在设置过程中,应仔细核对参数,确保准确无误。
4. 将待冲孔的连接板放到工作台上,调整好位置,使用夹具固定。
5. 打开连接板冲孔机的液压系统,使机械手下降到冲孔位置并进行冲孔动作。
6. 冲孔完成后,通过观察连接板的质量,检查冲孔结果是否符合要求。
7. 若冲孔结果不合格,需要调整冲孔参数或更换冲孔模具,然后重新进行冲孔操作。
8. 冲孔完成后,关闭液压系统,将机械手回到起始位置。
9. 关闭连接板冲孔机的电源,进行设备的保养和维护。
三、事故处理规程1. 若发生连接板冲孔机的液压系统故障,应立即关闭液压系统,并联系维修人员进行检修。
2. 若发生连接板冲孔机的电气系统故障,应立即关闭电源,并联系维修人员进行检修。
3. 若发生连接板冲孔机的机械部件故障,应立即停机,并联系维修人员进行检修。
4. 在处理事故时,除维修人员外,其他人员不得擅自进行维修或拆卸机床。
5. 在事故处理完毕后,必须进行相关记录和报告,以便后续的维修和改进。

液压双头冲孔机的结构组成
液压双头冲孔机的结构组成主要包括以下几个部分:
1. 机架:液压双头冲孔机的机架是整个设备的基础支撑结构,通常由钢板焊接而成,具有足够的强度和刚度。
2. 液压系统:液压双头冲孔机采用液压传动方式,液压系统是实现冲孔动作的关键部分。
液压系统由液压泵、液压缸、液压阀等组成,可以提供足够的冲孔力和速度。
3. 冲头:液压双头冲孔机的冲头是用于冲压材料的工具,通常由硬质合金材料制成,具有坚固耐用的特点。
冲头可以根据需要进行更换,适应不同尺寸和形状的冲孔要求。
4. 工作台:工作台是用于放置待冲孔材料的平台,可以根据需要进行调整和固定。
工作台通常具有平整的表面和合适的固定装置,以确保材料的稳定性和精确性。
5. 控制系统:液压双头冲孔机的控制系统可以实现对冲孔动作的精确控制。
控制系统通常由电气控制柜、操作面板、传感器等组成,可以实现冲孔力、速度和冲孔位置的调节。
6. 安全保护装置:液压双头冲孔机通常配备多种安全保护装置,如急停按钮、安全光幕、安全围栏等,以确保操作人员的安全。
总之,液压双头冲孔机的结构组成主要包括机架、液压系统、
冲头、工作台、控制系统和安全保护装置。
这些部分协同工作,可实现高效、精确的冲孔作业。
以下为数控连接板冲孔机性能参数操作流程,一起来看看吧。
数控连接板冲孔机主要用于输变电铁塔、通讯铁塔或钢结构加工中的连接板加工,以及其他机械行业中对平板类材料,进行冲孔和打钢印。
液压冲孔机组成:由主机、X,Y轴工作台、液压系统、电气控制系统等组成。
液压冲孔机性能特点:C型钢板焊接结构机身,刚性好,经过回火时效处理,使用寿命长,机身不变形。
X轴及Y轴运行由伺服电机及精密滚珠丝杠驱动,加工精度高,运行稳定。
工件由滚球工作台支撑,滑动阻力小。
整套系统的故障报警系统非常完善,可以指出出现故障的具体位置及可能的故障原因。
1、定位板长度该参数规定了原点定位板的长度,主要用于工件预演,应与自动编程LISP程序中变量LL 的定义一致。
2、X轴最大范围当工件上任意一孔的X坐标超过此参数时,则在下传程序的过程中,系统将自动插入重定位指令,实现重定位功能。
3、定位速度即自动方式下的运行速度。
设置不能超出速度限幅。
4、手动速度手动速度的设置也不能超出手动速度限幅。
5、上料停车位置即程序运行结束后等待卸料的X、Y轴地址,应根据工件的大小来设置停车位置。
6、夹钳1、2位置即两个夹钳左侧距定位板的距离,此参数仅供预演使用。
7、冲孔压料延时用作更改冲孔过程中压料的延时时间, 此参数应根据实际情况来设置。
1)模具参数2)模具直径应设置为与实际安装的各个工位模具直径一致。
8、模具偏移由于每个工位的模具被定位后的中心可能不一致,在同一位置由不同模具冲出的孔可能会有偏差,可以根据测量出的差值设置这项偏移参数。
当冲孔坐标偏大,则应减小相应偏移值。
结构及原理:结构冲孔机一般由以下两部分组成:(1)工作部分(上下模,机具);(2)动力部分(液压泵或手动)。
若是液压冲孔机则还包含工作油缸,气动冲孔机包含气缸。
工作原理冲孔机的工作原理是将原材料安装在工作机具平台上后,在动力机构(手动驱动或液压驱动)的驱动下,冲孔模具作用在材料上,从而完成冲孔作业。
冲孔机原理
冲孔机是一种常见的金属加工设备,它通过冲头对金属板材进行冲孔,从而在
金属板上形成所需的孔洞。
冲孔机的工作原理主要包括机械结构、动力系统和控制系统三个方面。
首先,冲孔机的机械结构是其工作原理的基础。
冲孔机通常由机架、液压系统、传动系统和冲头等部件组成。
机架是冲孔机的支撑结构,液压系统提供动力,传动系统传递动力,冲头则是进行冲孔的工具。
在工作时,冲孔机通过液压系统提供的压力,驱动传动系统使冲头进行上下往复运动,从而对金属板进行冲孔。
其次,冲孔机的动力系统是实现冲孔操作的关键。
冲孔机通常采用液压动力或
机械动力。
液压动力是通过液压泵将液压油送至液压缸,产生压力驱动冲头进行冲孔;机械动力则是通过电机、减速器等传动装置将动力传递至冲头。
不同的动力系统在工作原理上略有差异,但都能满足冲孔机对动力的需求,保证冲孔机的正常工作。
最后,控制系统是冲孔机工作原理中的关键环节。
冲孔机的控制系统通常由PLC控制器、触摸屏、按钮开关等组成。
通过控制系统,操作人员可以对冲孔机
进行启动、停止、调速等操作,实现对冲孔机的精准控制。
同时,控制系统还能监测冲孔机的工作状态,对异常情况进行报警,保证冲孔机的安全稳定运行。
综上所述,冲孔机的工作原理主要包括机械结构、动力系统和控制系统三个方面。
机械结构提供了冲孔机的基本支撑和工作空间,动力系统提供了冲孔机的动力源,控制系统则实现了对冲孔机的精准控制。
这三个方面相互配合,共同保证了冲孔机的正常工作,为金属加工领域提供了重要的加工设备。
浅析PP103数控液压冲孔机拓展钻孔功能作者:荆良来源:《科学与财富》2016年第34期(唐山电力建筑安装有限公司河北唐山063000)摘要:近年来随着科技的不断进步,人们的正常生活和工业生产,对电能的需求和供电可靠性的要求越来越高,对输电线路铁塔的制造标准也越来越高,在铁塔加工中,铁塔的加工质量直接影响电力线路运行的可靠性,本文从铁塔生产过程着手,对铁塔生产设备PP103数控液压冲孔机,进行改进完善增加新的功能入手,对PP103数控液压冲孔机的改进进行研究分析。
PP103数控液压冲孔机是铁塔加工中不可缺少的加工设备,如何充分利用好,发挥好它的最大效能,提高加工精度,改进扩展出一些原PP103数控液压冲孔机不具备的新功能,在此与各位同行进行探讨,并对PP103数控液压冲孔机增加半自动数控钻进行分析探讨。
关键词:PP103数控液压冲孔机,联办板,CAD放样软件,磁力钻PP103数控液压冲孔机广泛应用于铁塔加工等行业,PP103数控液压冲孔机加工能力为:工件厚度范围6-25mm,最大工件尺寸1500X770 mm,虽然加工厚度可达25 mm,但在铁塔加工中,钢板厚度在12 mm及以上要求钻孔,钻孔孔距误差为±0.5mm。
对于12 mm及以上厚度钢板只能用传统的钻床钻孔,而且随着电力行业的飞速发展,电压等级由过去的110KV、220KV、已发展到目前的500KV等特高压等级,随着电压等级的提高,铁塔塔高也相应的增高,主材加大,连接板的厚度也相应增厚,需要钻孔的联板也相应的增多,对联板上孔的定位精度也相应的提高了,手工钻孔的流程是,钻孔前需要将铁塔联板的样板(铁塔加工前根据铁塔图纸用CAD铁塔放样软件放样,做出铁塔小票既角钢单件图和联板1:1联板图,打印出来,用薄铁板做成和所加工的联板一样大小的样板),样板上有孔的大小、孔的位置、件号、数量等信息,然后平铺在钢板上画出联板的形状,然后用剪板机或气割(钢板厚度1-13mm用剪板机剪切,13mm以上厚度用气割)将联板剪切成样板的形状,再将样板铺在割下的联板上,用样冲在样板上孔的中心位置打样冲,这样样板上的孔就转移到联板上了,然后将联板放在钻床上钻孔。
数控连接板冲孔机安全操作与维护保养规程数控连接板冲孔机是一种用于连接板冲孔加工的设备。
在使用数控连接板冲孔机时,必须严格按照安全操作规程进行操作,并定期进行维护保养,以保证设备的安全可靠运行。
本文将介绍数控连接板冲孔机的安全操作规程和维护保养规程。
一、数控连接板冲孔机安全操作规程:1. 操作前准备:(1) 检查设备是否连接牢固,底座是否平稳。
(2) 检查电源是否正常,电缆是否完好,是否与地线连接。
(3) 检查冲孔模具是否正确安装,切勿安装过大或过小的模具。
(4) 确保操作人员穿戴好防护设备,包括安全帽、防护眼镜、防护手套等。
2. 操作时注意事项:(1) 操作人员应站在机器侧面,切勿站在冲孔机工作面前。
(2) 在冲孔过程中,切勿将手指或其他物体伸入冲孔区域。
(3) 当设备发生异常情况时,如异响、冲孔不良等,应立即停机检查,切勿擅自继续操作。
(4) 在更换冲孔模具时,应关闭电源,并等待设备完全停止运转后再进行操作。
3. 设备维护与保养:(1) 定期清洁设备,包括清理冲孔区域的切屑和废料。
(2) 每天使用后,应将设备上的杂物清理干净,并擦拭干净设备表面。
(3) 定期检查设备的电缆、电源线等连接部分是否松动或损坏,及时修复和更换。
(4) 定期检查冲孔模具是否磨损,如有磨损应及时更换。
二、数控连接板冲孔机维护保养规程:1. 设备的日常维护保养:(1) 每天使用后,应对设备进行清洁和擦拭,特别是冲孔区域和冲孔模具。
(2) 定期检查设备的传动部分,如皮带、链条等,是否松动或磨损,及时调整和更换。
(3) 定期检查设备的润滑系统,如油箱油量是否充足,润滑点是否润滑良好。
(4) 定期检查设备的气路系统,如气压是否正常,气管是否漏气,气路接头是否松动等。
2. 设备的定期维护保养:(1) 每月对设备进行全面检查,包括检查设备的各个部分是否正常运转,是否有异常噪音等。
(2) 每季度对设备进行检修,包括拆卸清洁传动部件,检查和更换润滑系统的油品等。
连接板冲孔机多少钱,隧道拱架连接板冲孔机厂家报价
连接板冲孔机多少钱,隧道拱架连接板冲孔机厂家报
价
连接板冲孔机少钱一台?隧道钢拱架制作时需要用到钢拱架连接板来连接,工字钢拱架连接板冲孔是比较繁琐的工作,连接板冲孔机的出现解决了这一难题。
现在工地钢结构件的加工越来越喜欢全自动一体化设备。
港建厂家生产的全自动连接板冲孔一体机专为钢结构件加工生产而来,提高加工效率。
可以实现隧道钢拱架连接板冲孔,角钢剪切,钢板剪板,钢板冲孔等多功能设备。
一秒钟可以冲一个孔,节省了您的时间和生产成本。
港建重工全自动钢板冲孔机生产车间:
港建重工厂家生产的多功能连接板冲孔一体机,价格一律为厂家出厂价。
比起市场上动辄五六万,十几万的报价,港建全自动冲孔机价格更有优势,具体连接板冲孔机多少钱一台,可以电话咨询。
目前隧道钢拱架加工项目中除了要使用的工字钢冷弯机,现在更多的机械设备就是冲孔机和剪板机了。
尤其是隧道钢拱架连接板的加工,以前都是采用钻机钻孔,效率慢,不精准。
现在的全自动钢板冲孔,剪板多功能一体机的出现使得更多的隧道项目老板的青睐。
连接板板冲孔一体机是一种综合了钢板剪切、冲孔、剪板、折弯等多种功能的机床设备,具有操作简便、能耗少、维护成本低等优点,是现代化制造业(如:冶金、桥梁、通讯、电力、军工等行业)金属加工首选设备。
联合冲剪机广泛适用于:
1.隧道钢拱架,钢结构加工
2.电梯轿厢及零部件加工
3.挂车---备胎件,挂车的合叶,板钩,插庄,瓦龙板
4.工程机械行业---皮带机,搅拌站上的加工
5.农牧业机械行业---脱粒机架体,拖车车斗零部件加工
6.食品行业机械—屠宰设备架体及零部件加工
7.高低压铁塔零部件加工
8.风力发电设备---风力发电塔上的楼梯和踩踏板上的零件加工
9.机械加工---起连接作用的建筑预埋件/输送机支架和其他部件加工
10.粮食机械---粮油设备淀粉设备支架,外壳,小件加工
11.铁路货车/汽车,吊车零部件加工
12.槽钢、方钢、圆钢、H钢、工字钢等钢材剪切、冲孔、折弯
港建重工厂家生产的钢板多功能连接板冲孔机采用液压系统操作,一次成孔。
我厂拥有隧道支护设备制作十二年的宝贵经验。
生产的冲孔设备也备受隧道行业好评,真正的厂家价格销售,完善的售后服务。
解决您的施工难题,让您无后顾之忧!
港建重工提供整套隧道钢拱架,钢结构加工制作的设备,包含工字钢冷弯机,连接板冲孔机,联合冲剪机,小导管冲孔机,小导管尖头加工机,自动上料喷浆车,八字筋成型机,隧道带模注浆搅拌一体机,大型自动上料制浆站等产品。
优良的产品质量,完善的售后保障,欢迎来电咨询。