德国申克的 MultiFlex 螺旋称重给料机
- 格式:doc
- 大小:407.00 KB
- 文档页数:3
DISOCONT定量给料机简要操作说明(BV-H2061CH)DISOCONT VDB WEIGHFEEDER OPERATING INSTRUCTIONSDISOCONT VDB WEIGHFEEDER定量给料机简要操作说明书BV-H2061CH Copyright (版权所有):All rights reserved. Any reproduction of the manual, regardless method, without prior permission by SCHENCK PROCESS GmbH in writing, even by excerpt, is prohibited.版权所有,未经德国申克公司书面许可,任何人不得翻印或摘录。
Subject to change without prior notice.本资料变动其内容,不事先通知。
德国申克公司〔 SCHENCK PROCESS GmbH 〕总部地址:D-642273 Darmstadt, Germany销售部::+49-6151-32 1028 电子邮件:sales2.process@csd.de服务部:重工业部门〔基础材料和建筑材料〕:服务:+49-6151-32 2623 服务:+49-6151-32 3270重工业部门〔振动,冷却和干燥〕:服务:+49-6151-32 1075 服务:+49-6151-32 3096轻工业部门〔化工和食品工业〕:服务:+49-6151-32 2572 服务:+49-6151-32 1749工业称重部门〔轨道衡和汽车衡〕:服务:+49-6151-32 2448 服务:+49-6151-32 136924小时热线服务:+49-172 650 1700电子邮件:service3.process@csd.de备件供应部:电气备件:+49-6151-32 1758机械备件:+49-6151-32 3122: +49-6151-32 3632热线: +49-171 2251 195互联网地址: :// carlschenck.de名目:1.慨述:----------------------------------------------------第3页2.安全说明:------------------------------------------------第3页3.安全操作:------------------------------------------------第4页4.操作显示器使用说明:--------------------------------------第5页1.慨述:本简要说明书要紧讲述了对DISOCONT显示操纵单元的日常系统操作。
文档编号 CBMI—Schenck001文档内容 Schenck转子秤调试手册编写者/日期徐洪安/2005/4/15修改者/日期Schenck转子秤调试手册1背景1.1Schenck复杂的。
Schenck调试工程以方便系列,使用建议:建议作为CBMI1.2程,然后详细介绍了Disocont各卡件的硬件配置,EasyServe软件的使用,和软硬件的参数设置和组态。
最后逐项给出了转子秤各项标定的详细操作步骤以及注意事项。
手册中配有大量的图片以便于大家快速理解掌握。
1.3参考资料1.海德堡窑头煤粉燃烧仪表流程图102 12094-032.分解炉煤粉燃烧仪表流程图102 12095-033. Technical Documentation, Schenck4.Horizontal Rotary Feeder with Extraction Agitator Types MULTICELL640/800/1000 for Pulverized Coal Feeding Operating Manual, Schenck 5.Horizontal Rotary Feeder with Extraction Agitator Types MULTICELL 640/800/1000 for Pulverized Coal Feeding Installation Manual, Schenck 6. Disocont EasyServe, Schenck7. Multicor K50/K80 Instruction Manual, Schenck8. Disocont, Schenck9. Disocont System Manual Bv-H2085 GB, Schenck10. Disocont Mass Flow Feeder Instruction Manual, Schenck11. Overview Diagram, Schenck12. Circuit Diagram, Schenck13. 点号表,窑头煤粉燃烧和分解炉煤粉燃烧1.4 术语定义Disocont: 转子秤计量仪表型号Multicell: 带搅拌器的星形喂料系统Multicor-K80: 转子秤计量单元型号,“K”代表煤粉计量系列,80为流经计量单元的Star Feeder:Optional Dryer:Coriolis:Conveying Air:Compress Air:Mode OP:Mode Normal:V olume Mode:2 Multicor K80系列转子秤设备组件2.1 设备组件Mulitcor-K80转子秤煤粉计量系统外形如图1所示,Multicor-K80系列组件按功能划分主要由四部分组成:1.MUTICELL rotary feeder (MUTICELL 旋转喂料系统),由Integrated Drive(机电一体化驱动单元)和Star Feeder(星形回转下料器)组成,如图2所示。
称重控制仪表操作手册目录一、概述 (3)1.1适用范围 (3)1.2功能特点 (3)二、技术规格 (4)2.1技术参数 (4)2.2仪表外形尺寸 (5)2.3前面板示意图 (5)2.4后面板示意图 (6)三、安装与接线 (7)3.1安装孔尺寸 (7)3.2仪表接线端口定义 (7)3.3屏幕显示 (9)3.4系统菜单 (10)3.5系统菜单的调用 (14)3.6程序菜单的调用 (13)3.6.1读参数操作 (14)3.6.2修改参数操作 (15)3.6.3缺省值的装入 (16)四、使用与操作 (17)4.1系统基本操作方法 (17)4.2使用重要提示 (17)4.3电流校验 (18)4.3.1输出电流校验 (19)4.3.2输入控制电流校验 (19)4.4系统校验 (19)4.4.1校验的条件 (19)4.4.2皮带速度检验 (19)4.4.3皮带周期脉冲校验 (20)4.4.4皮重(自重)校验 (20)4.4.5零点校验 (21)4.4.6累积校验 (22)4.4.7实物标定 (22)4.4.8线性化校正 (22)4.4.9设定时间、日期 (23)五、系统参数 (24)六、通信协议 (37)6.1通信格式 (37)6.2命令操作 (37)6.2.1只读命令 (37)6.2.2读写命令 (39)七、服务参数 (41)八、事件信息 (41)8.1系统信息 S (41)8.2电器部件信息 E (41)8.3检测信号信息 C (41)8.4极大值信息 H (41)8.5极小值信息 L (41)8.6事件信息指示灯含义 (43)一、概述1.1适用范围本仪表设计专用于各种散状、粉状物料的给料,在给料过程中对其物料进行连续动态称量、累计和流量控制,专门用于皮带秤、定量给料机、配料秤、失重秤、螺旋秤的计量控制仪表。
产品采用仿德国申克先进微电子技术、电磁兼容(EMC)技术、高精度A/D转换器,中英文双语菜单式操作界面。
申克失重秤使用手册1.概述什么是INTECONT仪表?是可用于皮带秤,固体流量计,质量流量计,质量给料机,给料机,失重式给料机的计量计算系统。
该系统又三种变形:1.标准情况下,不用选项卡。
2.当有额外输入输出活打印机时,用VFE610V选项卡。
3.现场总线的选项卡VSS021V: Modbus/S5VPB020V: ProfibusVCB020V: DeviceNetVET020V: MODBUS/TCP本手册适用于失重式给料机的计量和控制。
1.卸料:控制(失重式)2.卸料:测量3.平台负载:控制(增量式)4.平台负载:测量更多内容,见Fieldbus 操作手册BVH2220S5-RK512 (3964R)FH 458Modbus (Compa)FH 525显示:荧光显示,6毫米字元高度上段显示左侧:运行信息右侧:设定流量单位:kg/h 或t/h总未料量单位:kg 或t下段显示左侧:故障信息右侧:可选则的流量,速度等采用美国单位时,显示有所改变信号灯(发光二极管)2个绿色和3个红色绿色:准备好红色:错误或限值的讯息键盘:可触摸性薄膜启/停选择低段显示选择功能复位调入分配功能和故障文本确认故障信息, 删除输入退出功能开始功能确认输入准备输入,如设定值输入参数输入符号和小数点儿定义:I =流量单位: kg/h 或t/h 单位时间内通过皮带的物料量P=流量设定值单位:kg/h 或t/h 根据设定值控制实际值Z=喂料量单位:kg 或t 喂料量=喂料速率×喂料时间F=平台负载单位:kg 或tFr=物料重量在总量中的百分比单位:%Nom. Amount Fo=料斗和物料总重量Y=控制器调节量单位: mAXd=控制偏差N=电机转速单位:1/m重力: 控制模式容积: 非控制模式失重式计量原理:用称重传感器测量满载的料斗,规定单位时间内的重量。
结果与单位Ma内的速度相同。
通过喂料预设的设定值计量控制喂料速率。
VEG20610 型仪表操作手册滁州安瑞汇龙电子有限公司VEG20610说明书1.概述:VEG20610型仪表是用于计量和控制喂料设备的计量计算系统。
该仪表适用于以下的控制系统。
1.定量给料机通过控制给料机的皮带速度,从而控制喂料流量。
2.带预给料机的皮带秤通过控制预给料机来调整皮带负荷,从而控制喂料流量。
3.皮带秤通过皮带速度控制皮带负荷,从而控制喂料流量。
:前面板示意图显示:5×7点阵,荧光显示,2行,每行20个字符,字符高度为6mm。
上行显示器左边:运行信息右边:设定给料量单位是kg/h或 t/h下行显示器左边: 事件信息右边: 可选择为实际流量、皮带负荷、皮带速度等信号灯:2个绿色的LED信号灯和3个红色的LED信号灯。
绿色信号灯:操作准备好红色信号灯:有故障或极限值超出信息。
VEG20610说明书键盘:可触摸柔性薄膜键盘。
键说明:显示参数定义:I = 喂料速率实际值单位:kg/h 或t/h 单位时间内通过皮带的物料量。
P = 喂料速率设定值单位:kg/h 或t/h 依据设定值控制实际值。
Z =累积量单位:kg 或t3VEG20610说明书累积量= 喂料速率×喂料时间V = 输送机的皮带速度单位:m/sQ = 皮带负荷单位:kg/mY = 控制器调节量单位:mAXd = 控制偏差单位:%仪表工作方式:重量工作方式:控制方式。
容积工作方式:非控制方式。
注:在上行显示器的左边显示“V”,表明是容积工作方式,没有“V”显示,表明是重量工作方式。
计量原理:连续测量皮带负荷Q和皮带速度V,并把它们相乘,通过计算得到的结果是喂料速率I。
计算公式:I = Q×V×3600I单位:kg/h Q单位:kg/m V单位:m/s把实际流量I与设定流量P进行比较,得到其差值,将该差值通过PI调节后,送到变频器的信号输入端,通过变频器控制交流电机的转速,从而调整输送皮带速度,改变V值,使得I与P一致,达到定量给料的目的。
螺旋给料机螺旋给料机设备介绍螺旋给料机把经过的物料通过称重桥架进行检测重量,以确定胶带上的物料重量,装在尾部的数字式测速传感器,连续测量给料机的运行速度,该速度传感器的脉冲输出正比于给料机的速度,速度信号和重量信号一起送入给料机掌控器,掌控器中的微处置器进行处置,产生并显示累计量/瞬时流量。
该流量与设定流量进行比较,由掌控仪表输出信号掌控变频器更改给料机的驱动速度,使给料机上的物料流量发生变更,接近并保持在所设定的给料流量,从而实现定量给料的要求。
[1]螺旋给料机计算公式Q——螺旋给料机生产本领,t/h;D——螺旋给料机叶片直径,m;d——螺旋给料机转动轴直径,m;S——螺距,m;n——螺旋给料机的转速,r/min;φ——物料填充系数;ρ——物料聚积密度,t/m;C——螺旋给料机倾角系数。
螺旋给料机使用与维护a、给料机如用于配料、定量给料时,为保证给料的均匀稳定,防止物料自流应水平安装,如进行一般物料连续给料,可下倾10°安装。
对于粘性物料及含水量较大的物料可以下倾15°安装。
b、安装后的给料机应留有20mm的游动间隙,横向应水平,悬挂装置采纳柔性连接。
c、空试前,应将全部螺栓坚固一次,尤其是振动电磁的地脚螺栓,连续运转3—5小时,应重新紧固一次。
d、试车时,两台振动电机必须向旋转。
e、给料时在运行过程中应常常检查振幅,电流及噪音的稳定性,发觉异常应适时停车处置。
f、电磁轴承每2个月加注一次润滑油,高温季节应每月加注一次润滑油。
螺旋给料机结构特点螺旋给料机驱动端轴承、尾部轴承置于料槽壳体外部削减了灰尘对轴承的影响,提高了螺旋给料机关键件的适用寿命。
螺旋给料机中心吊挂轴承采纳滑动轴承,并设防尘密封装置,螺旋给料机密封件用尼龙或塑料,因而密封性能好,耐磨性强,阻力小,寿命长。
螺旋给料机滑动轴承的轴瓦有粉末冶金、尼龙和巴氏合金,可依据不同需要选用,螺旋给料机进出料口的快捷布置使其适应性更强,得到用户认可。
德国申克高炉炉顶料罐称重系统技术方案一、简介高炉炉顶料罐压力补正的称重技术是申克的一项代表性的技术,在该领域里申克的技术在全球一直处于领导者地位。
高炉炉顶料罐压力补正称重技术广泛应用于无钟炉顶的串罐或并罐的高炉加料系统,通过仪表特殊软件实时将高炉炉顶压力对称重的影响降到最低,实现料罐高压力下的精确重量测量,以实现高炉稳定可靠的重量法布料,可以有效提高高炉的生产效率和冶炼质量。
高炉炉顶料罐压力补正称重系统主要由RTN型高精度称重传感器和带特殊软件的仪表DISOMAT组成。
首先压力变送器将用户的炉顶压力信号送给仪表,由仪表在检测料罐重量信号的同时,根据不同的压力进行实时补偿,将复杂工艺过程中的重量信号稳定地送给炉顶料罐布料控制系统,补偿后的重量信号用于高炉的重量法布料二、工艺参数炉顶正常工作压力MPa;炉顶最大工作压力MPa ;料罐自重:45T料最大重量:72T三、设备清单一套高炉炉顶料罐(并罐)称重系统,包括:3只称重传感器,型号RTN 100t技术参数依据样本BV-D 2019CN传感器工作温度80度,附带12米电缆,传感器精度0.05%,灵敏度2.85mV/V+-2.85uV/V3套特殊设计传感器安装件,型号VPN100T-S技术参数依据样本BVD-2025CN-VPN,含接地螺栓和电缆料罐安装传感器支撑部位与基板的空间高度约为310mm1台DISOMAT TERSUS 智能称重仪表, 型号VEG 20450+VPB+VEA防护等级IP54技术参数依据样本BV-D 2273 CN DISOMAT Tersus预装特殊压力补正软件,我公司仪表采用特殊的炉顶压力补正方法(在整个压力范围内采用趋势性完全补偿),将炉顶压力对料罐的作用力进行实时积算,并对称量结果进行补偿,以满足准确的称量结果,达到现场的布料要求。
含VEA扩展接口卡, 型号VEA 20451,提供模拟量输出4-20mA接口,模拟量输入4-20mA接口含Profibus VPB模块,总线通讯方式为Profibus DP1个智能接线盒,型号VME 21040,DISOBOX PLUS多通道数模转换器,所有传感器的输出信号可分别数字化,每个传感器的测量电压可以随时分别获得。
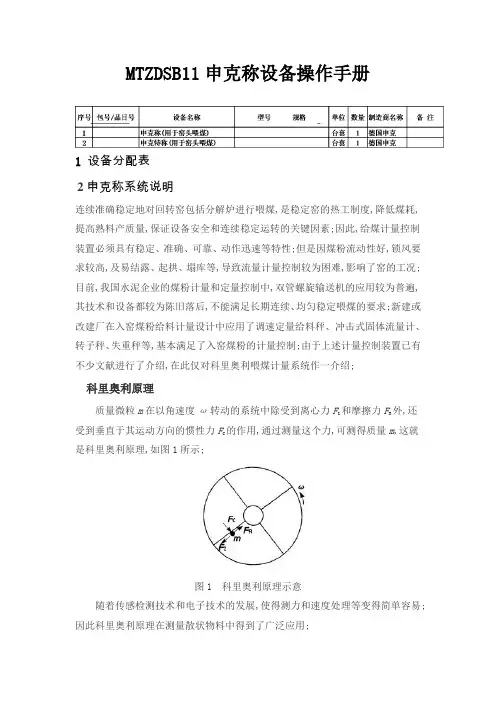
MTZDSB11申克称设备操作手册1设备分配表2申克称系统说明连续准确稳定地对回转窑包括分解炉进行喂煤,是稳定窑的热工制度,降低煤耗,提高熟料产质量,保证设备安全和连续稳定运转的关键因素;因此,给煤计量控制装置必须具有稳定、准确、可靠、动作迅速等特性;但是因煤粉流动性好,锁风要求较高,及易结露、起拱、塌库等,导致流量计量控制较为困难,影响了窑的工况;目前,我国水泥企业的煤粉计量和定量控制中,双管螺旋输送机的应用较为普遍,其技术和设备都较为陈旧落后,不能满足长期连续、均匀稳定喂煤的要求;新建或改建厂在入窑煤粉给料计量设计中应用了调速定量给料秤、冲击式固体流量计、转子秤、失重秤等,基本满足了入窑煤粉的计量控制;由于上述计量控制装置已有不少文献进行了介绍,在此仅对科里奥利喂煤计量系统作一介绍;科里奥利原理质量微粒m在以角速度ω转动的系统中除受到离心力F Z和摩擦力F R外,还受到垂直于其运动方向的惯性力F C的作用,通过测量这个力,可测得质量m,这就是科里奥利原理,如图1所示;图1 科里奥利原理示意随着传感检测技术和电子技术的发展,使得测力和速度处理等变得简单容易;因此科里奥利原理在测量散状物料中得到了广泛应用;测量原理的实现需要一个以恒定速度转动的旋转测量圆盘测轮,其基本结构如图2所示;由电机拖动的测轮被叶片分成数个导流槽,散状物料由测轮中心上方进入测轮,经过锥形的转向装置后,形成散料流,进入导向叶片之间的导流槽中,并被以恒定角速度ω旋转着的导向叶片虏获,物料因离心力F Z的作用而向测轮外边缘运动,直至离开测轮被抛出;通过对物料所受科里奥利力F C的测量可得到物料的流量,工程中是通过测量F C对测轮的反作用力矩而测得物料流量的,这个力矩由测轮的驱动电机来补偿离心力F Z和摩擦力F R都不能在测轮径向上产生力矩;其计算式为:M=mωR2式中:M──测轮所受力矩,N·m;m──物料流量,t/h;ω──测轮角速度,1/s;R──测轮半径,m;图2测轮的基本结构示意科里奥利质量流量计基本结构型式在实际生产应用中,科里奥利质量流量计仅作为计量控制设备,一般需采用电动阀门、螺旋输送机或叶轮给料机等作预给料设备;为适应生料、煤粉和煤粉灰等不同物料对秤体的磨损及不同的生产工艺条件,测轮驱动电机及秤体可有不同的布置方案;如图3a、b分别是生料喂料及煤粉喂料系统的秤体和驱动电机布置,料粉进入秤体后,被秤体中心的锥形转向装置分散,落入不同的导流槽,从而进行流量控制及计量;图3a结构优点是结构紧凑,便于调整及维护,电机散热好;缺点是电机出轴过长,进料时会对测轮产生冲击;图3b结构优点是抗来料冲击能力强,缺点是测轮转轴需加装辅助支承;在喂煤系统中,根据生产需要,可以是一个料仓配备一套计量系统,也可以是一个料仓配两套计量系统,分别去窑头及分解炉如图4a、b所示;图3秤体与驱动电机布置方案图4两种煤粉喂料系统方案科里奥利喂煤计量系统简介图5为申克公司应用科里奥利原理开发的一种煤粉喂料计量系统;煤粉由煤粉仓进入叶轮给料机时,首先经过内置搅拌器,被充分流态化,使其畅通,由叶轮给料机实现稳定喂料,进入科里奥利质量流量计被计量后进入煤粉输送管道,输送至窑头或分解炉;测得的流量信号实际值输入MULTICONT测控系统,实际值与设定值在系统中进行比较,及时输出反馈信号,调节叶轮给料机转速,实现稳定喂料;煤粉由流量计流出后,经过一段弯管进入输煤管道,由于喷嘴两边的正负压差喷嘴位置需在安装调试时确定,这样煤粉可以较容易地被输送;同时,从喷嘴靠风机端引出一条正压管线,对叶轮给料机内施加一个小的气压叶轮给料机与流量计出料管间压差约5000Pa,使下料更为顺畅,净风的风压仅需50000Pa即可将煤粉送出,不需设螺旋泵;叶轮与外壳间隙仅,被煤粉填充,可以保持叶轮给料机上下的压差,保证下料流畅及稳定;该喂煤系统的叶轮给料机与煤粉仓出料管之间用法兰联接,流量计与叶轮给料机出料管之间、流量计出料管与煤粉输送管线之间也用法兰联接,无需其它安装支架,安装高度低,安装和折卸维修方便;密封性能好,保持煤粉仓下的环境;图5 煤粉喂料计量系统该系统有以下特点:1由于物料与测轮间的摩擦或不同速度的物料层间的摩擦对测量结果几乎没有影响,故该方法与其它力学方法如冲板流量计、溜槽流量计测物料流量相比,受外界干扰能力强,计量精度高;2长期及短期精度高,尤其是短期精度高10s内精度可达%,对窑内热工制度的稳定有利;3设备间只用法兰螺栓联接,结构简单,安装维护方便;4喷嘴的应用,可使流量计出口处无需使用螺旋泵等锁风松紧装置,并可降低风机功率;3 标定功能Calibrating Functions质量流量给料机有如下标定功能:-TW: Tare去皮重注意:-上述标定功能均受密码保护,初始密码为7353;-这些标定功能均在标定菜单下面;-按照如下操作,即可进入标定菜单:●按数次<ESC>键,直到返回到正常显示为止;●按一下<MENU>键,输入密码7353后,即可进入功能菜单;●使用光标键<UP>或<DOWN>, 选择标定功能;●使用回车键<Return, 执行该标定功能;●在任何时间按一下<ESC>键,即可出退正在运行的功能程序,仪表保持原状态不变;去皮重程序 TW: Tare去皮重程序的运行时间参数出厂设置为30 秒钟;运行去皮重程序可获得测量系统的零位值;该零位值用于修正测量值;与调零程序相比,去皮重程序的调零范围无限制;运行去皮重程序会将把调零皮重转移到基本皮重中,即去皮重后的调零皮重值被置为零;去皮重后实际流量显示值为零;在去皮重程序运行期间,1.累加计数器停止计数;2.模拟输出信号为零位值0/4mA;0/2V;3.仍然监测事件信息;前提条件:●无物料;●称停止并关闭给料机如果有的话;●启动测量轮;在启动/停止去重程序之后,通过由参数定义的启动/停止测量轮输出触点自动地控制测量轮的启动和停止;此外,如果事件L07”Event ”的级别设置为报警A时,则测量轮的转速不能低于由参数设定的下限值;测量轮启动后经过由参数设定的测量延迟时间后开始测量工作;操作步骤:●使用光标键<UP>或<DOWN>键,在标定功能Calibration Functions中选择去皮重程序TW: Tare;●按一下<Return>键,执行该程序;●等 30 秒钟后,显示出新的皮重值;●按一下<Return>键,接受新的皮重值;显示:●去皮重程序开始后,在显示器的第二文本行中,将显示出 CA;●在程序运行期间,第一显示区将示出TW: Measurement ON;●在程序结束后,第二显示区将示出新的皮重值,即相对于额定给料量的百分比;事件信息:事件信息Message 原因CauseStop 称处于运行状态;Aborted 中断去皮重程序,保留原皮重值;。
连续准确稳定地对回转窑(包括分解炉)进行喂煤,是稳定窑的热工制度,降低煤耗,提高熟料产质量,保证设备安全和连续稳定运转的关键因素。
因此,给煤计量控制装置必须具有稳定、准确、可靠、动作迅速等特性。
但是因煤粉流动性好,锁风要求较高,及易结露、起拱、塌库等,导致流量计量控制较为困难,影响了窑的工况。
目前,我国水泥企业的煤粉计量和定量控制中,双管螺旋输送机的应用较为普遍,其技术和设备都较为陈旧落后,不能满足长期连续、均匀稳定喂煤的要求。
新建或改建厂在入窑煤粉给料计量设计中应用了调速定量给料秤、冲击式固体流量计、转子秤、失重秤等,基本满足了入窑煤粉的计量控制。
由于上述计量控制装置已有不少文献进行了介绍,在此仅对科里奥利喂煤计量系统作一介绍。
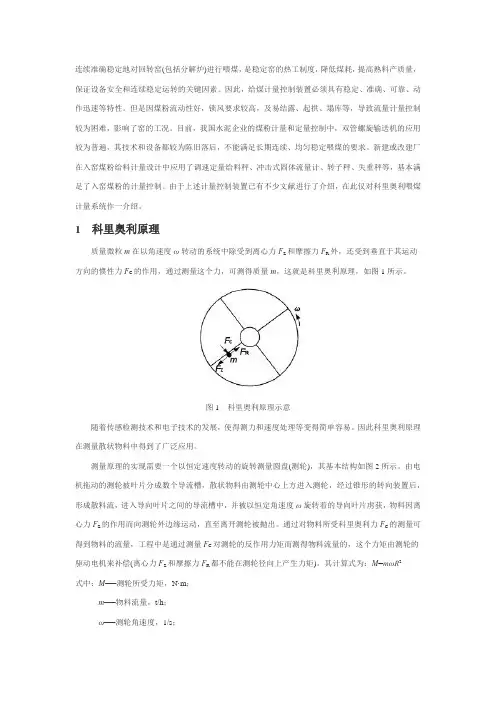
1科里奥利原理质量微粒m在以角速度ω转动的系统中除受到离心力F Z和摩擦力F R外,还受到垂直于其运动方向的惯性力F C的作用,通过测量这个力,可测得质量m,这就是科里奥利原理,如图1所示。
图1科里奥利原理示意随着传感检测技术和电子技术的发展,使得测力和速度处理等变得简单容易。
因此科里奥利原理在测量散状物料中得到了广泛应用。
测量原理的实现需要一个以恒定速度转动的旋转测量圆盘(测轮),其基本结构如图2所示。
由电机拖动的测轮被叶片分成数个导流槽,散状物料由测轮中心上方进入测轮,经过锥形的转向装置后,形成散料流,进入导向叶片之间的导流槽中,并被以恒定角速度ω旋转着的导向叶片虏获,物料因离心力F Z的作用而向测轮外边缘运动,直至离开测轮被抛出。
通过对物料所受科里奥利力F C的测量可得到物料的流量,工程中是通过测量F C对测轮的反作用力矩而测得物料流量的,这个力矩由测轮的驱动电机来补偿(离心力F Z和摩擦力F R都不能在测轮径向上产生力矩)。
其计算式为:M=mωR2式中:M──测轮所受力矩,N·m;m──物料流量,t/h;ω──测轮角速度,1/s;R──测轮半径,m。
图2测轮的基本结构示意2科里奥利质量流量计基本结构型式在实际生产应用中,科里奥利质量流量计仅作为计量控制设备,一般需采用电动阀门、螺旋输送机或叶轮给料机等作预给料设备。
申克定量给料机教程. .申克定量给料机第一章工作原理定量给料机的工作原理分为计量原理和控制原理两个部分。
一.计量原理:计量平台连续称量输送的物料。
物料在皮带引导下通过计量平台,计量平台通过称重托辊将物料重力作用在称重传感器上。
计量平台用十字弹片与框架连接。
称重传感器产生一个与作用力成比例的电压信号,送入INTECONT PLUS仪表内,INTECONT PLUS仪表将此电压信号放大后转换成数字信号送入微处理机中。
白色三角形区域表示单托辊的负荷分配,计量平台范围内只有一半的物料重力作用于称重托辊上。
根据称量技术,换算成标准单位皮带负荷。
有效称量长度:Leff = (m) 其中:L为计量平台长度。
皮带负荷如下:q = (Kg/m)测速用的极轮安装在电机轴上,根据极轮的凹凸外形,速度传感器产生脉冲信号,送入INTECONT PLUS仪表内并转换成数字信号送入微处理机中,计算出皮带速度V。
微处理机根据皮带负荷q和皮带速度V计算出的瞬时流量I:I = q×V =×V二.控制原理:INTECONT PLUS 仪表提供了三种控制方式:1.定量给料机方式:通过皮带速度来控制物料流量。
这是最常用的工作方式。
定量给料机控制系统是由机械秤体(包括驱动电机和减速机)、称重传感器、速度传感器、控制仪表和电控柜组成,见原理图。
控制过程:a) 计量系统测出通过皮带的物料流量;b) 控制电路根据设定值,调节皮带的速度,来控制物料流量并使之恒定。
控制系统:控制器R将瞬时流量值I与设定值P相比较,通过其输出YV,来控制给料机的皮带速度,改变给料机的物料流量,直至流量的瞬时值与设定值一致。
2.皮带秤+预给料机方式:通过皮带负荷来控制物料流量。
皮带秤+预给料机控制系统是由皮带秤秤体、预给料机(皮带式给料机、星型给料机和电动流量阀等)、称重传感器、速度传感器、控制仪表和电控柜组成,见原理图。
控制过程:a) 计量系统测出通过皮带的物料流量;b) 控制电路根据设定值,调节预给料机的速度,来控制物料流量并使之恒定。
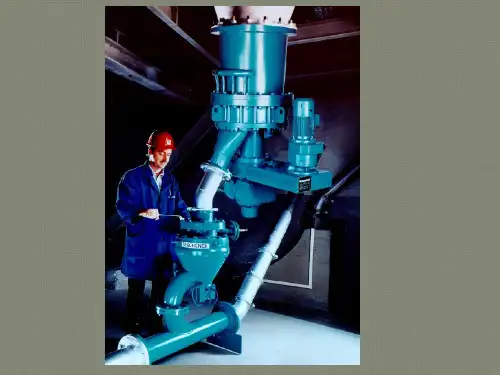
螺旋称重给料机工作原理螺旋称重给料机是一种常用于生产加工过程中的物料称重装置,其主要目的是在生产过程中为施加压缩力或挤压力的任务提供均匀的物料供给。
以下是螺旋称重给料机的工作原理:1. 左右螺旋旋转该装置的工作原理通过旋转左右螺旋来实现。
螺旋的旋转形成了强大的推力和拉力,以推动物料从容器的下部分向其上部分输送。
2. 物料进入物料通过容器的下部分进入给料机,然后通过螺旋的旋转进入容器的上部分。
在进入给料机时,物料被螺旋挤压并紧密堆积。
3. 称重物料在螺旋的上升过程中被称重。
操控称重传感器将物料重量发送到控制器,控制器将此信息用于调整给料机的精准度。
4. 调整给料机通过控制器精准的接收称重信息,并结合设定参数,即可调整给料机的速度和螺旋的旋转速度,以保持物料输送的精准度和均匀性。
5. 物料退出物料完成称重并顺利输送到容器的上部后,最终退出给料机。
此时给料机即可开始下一次物料输送任务。
螺旋称重给料机的工作原理简单而直接,适用于许多工业生产和加工过程。
在工业生产中,它可以确保物料在加工过程中的准确供给和荷载均衡。
下面是螺旋称重给料机的优点和应用场景:优点:1. 提供高效和精确的物料输送2. 螺旋旋转可确保物料堆积和输送的稳定性3. 高质量的称重传感器和控制器可调整给料机的速度和螺旋旋转速度,以保证高度准确的物料输送应用场景:1. 食品加工行业,例如糖果制造、面包烘焙和饮料制造等。
2. 医疗行业,用于生产药品和医疗器械。
3. 化学行业,例如颜料、涂料和塑料生产等。
4. 建筑工业,例如混凝土和石灰生产等。
总之,螺旋称重给料机是一种高效且精确的物料输送装置,其应用广泛,可以提高工业生产的效率和质量。
MultiFlex S螺旋称重给料机(单螺旋无轴):
MultiFlex S is primarily designed for metering of various kinds of alternative fuels fed into combustion processes.
MultiFlex S equipment features only one, larger-diameter endless feeding screw. To eliminate any pulsation in the discharge of material from the larger-diameter endless screw due to its rotation, the outlet is fitted with a loosening rotor that keeps cutting off any clusters of material being pushed out of the endless screw area, thus ensuring that the material is discharged at a uniform rate, to be fed into the next downstream section of the process. This design is of advantage particularly when feeding blends of solid alternative fuels (TAP, Fluff) having low bulk weights, which tend to compress and cluster, into pneumatic conveyance systems.
MultiFlex A螺旋称重给料机(双螺旋无轴)
MultiFlex A is primarily designed for metering of various kinds of alternative fuels fed into combustion processes.
MultiFlex A equipment features a dual endless feeding screw provided with two separate drives. The main advantage of this design is that the feeding action may alternately be effected by only one of the two endless screws, making it possible to reduce the feeding output to one half, thus nearly doubling the nominal regulatory range. This variant should be given preference in applications where materials having significantly different bulk weights are to be fed and metered.
Weighbin with Agitator and Supporting Frame (see Fig.).
The MULTIFLEX system is designed as speed-controlled screw-weighfeeder for continuous
feeding of bulk solids. Material is by screws extracted directly from the weighbin. The activator in the bin ensures the even empting and distribution of material to the two feeding screws.
Continuous screws load acquisition enables a continuous mass flow to be achieved through control of screws speed. Screws load is acquired with the use of a compact weighing module, which transfers the measurement results to the connected weighing electronics. For the complete described functionality are three DISOCONT VSE units necessary (weigh bin, screw feeder, agitator control).
Wide performance spectrum, for material with bulk density between 0.05 – 0.7 t/m3 ,
can take hoppers of up to 6m3.
Completely closed system, environmentaly friendly
Fire-resistant when flammable mixture is fed into furnace, prevents its further
propagation
Shortest possible delivery times thanks to the modular construction and prefabricated
elements
Suitable for feeding into the rotary feeder of pneumatic transport, flange to placing of a
filter or pressure compensation.
Mechatronics design with dependable, tried and tested compact drives
Large power reserves for dependable operation even under difficult operating
conditions
Maintenance-friendly design
Delivered with screw-weighfeeder mounted in a frame - easy instalation
All components (frame, weighbin, weighing equipment,...) assembled in Europe
All purchased components (drives, bearings, switches,...) from leading manufacturers。