多腔注塑模具设计
- 格式:doc
- 大小:1.05 MB
- 文档页数:34
注塑模毕业设计论文注塑模具设计在现代工业生产中扮演着非常重要的角色,特别是在塑料制品生产行业。
随着科技的进步和工业的发展,注塑模具设计不断创新和完善,为塑料制品生产提供了更高的效率和质量。
本篇论文将探讨注塑模具设计的关键技术和过程,并针对一个实际案例进行详细的分析和讨论。
注塑模具设计的关键技术主要包括模具结构设计、材料选择、加工工艺等方面。
在模具结构设计中,需要考虑产品形状、尺寸和要求,以确定模具结构的复杂程度和难易程度。
同时还需要考虑到模具的开合方式、排气系统和冷却系统等因素,以确保模具的正常运行和产品的质量。
在材料选择方面,需要根据产品的材料和要求,选择适合的模具材料,如钢材或铝合金。
加工工艺方面,需要确定模具的开发流程,并采用适当的加工工艺,如数控加工或线切割等。
以注塑制品为例,我将对其模具设计进行详细分析。
首先,需要对产品进行形状和尺寸的分析,确定其所需的模具结构和复杂程度。
然后,根据产品的材料和要求,选择合适的模具材料。
在模具结构设计中,考虑到产品的形状较为简单,可以选择简化的模具结构,如单腔模或多腔模。
同时,还需要考虑到产品的表面要求和限制,如产品的外观要求、厚度要求等。
在模具的开发流程中,可以采用CAD软件进行模具设计,然后进行模具加工和装配。
在模具加工过程中,可以采用数控加工和线切割等先进的加工工艺,以提高模具的精度和质量。
在注塑模具设计过程中,还需要考虑到注塑工艺的要求。
例如,注塑模具的冷却系统设计必须合理,以确保塑料制品的质量和生产效率。
此外,模具的开合方式和排气系统也需要进行合理设计,以避免产品的缺陷和残留物。
同时,还需要进行模具的合理维护和保养,以延长其使用寿命和保证生产质量。
综上所述,注塑模具设计是塑料制品生产中不可或缺的环节。
通过合理的模具设计和加工工艺,可以提高塑料制品的生产效率和质量。
因此,注塑模具设计的研究和创新具有重要的理论和应用价值。
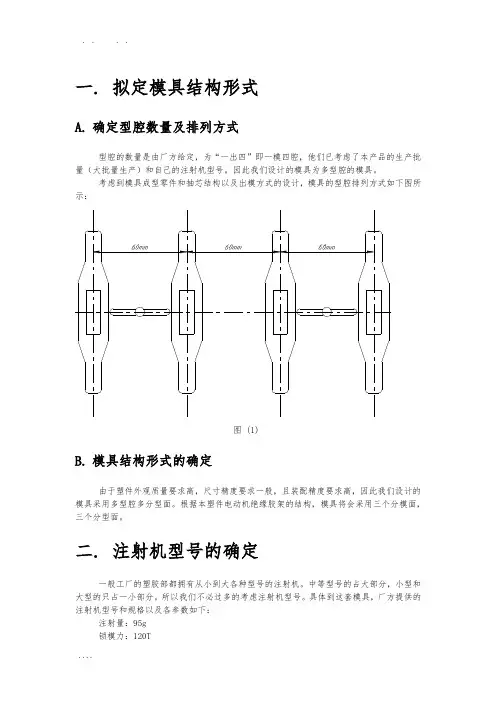
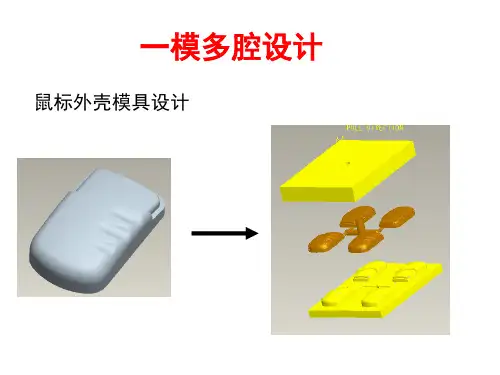
一.拟定模具结构形式A.确定型腔数量及排列方式型腔的数量是由厂方给定,为“一出四”即一模四腔,他们已考虑了本产品的生产批量(大批量生产)和自己的注射机型号。
因此我们设计的模具为多型腔的模具。
考虑到模具成型零件和抽芯结构以及出模方式的设计,模具的型腔排列方式如下图所示:图 (1)B.模具结构形式的确定由于塑件外观质量要求高,尺寸精度要求一般,且装配精度要求高,因此我们设计的模具采用多型腔多分型面。
根据本塑件电动机绝缘胶架的结构,模具将会采用三个分模面,三个分型面。
二.注射机型号的确定一般工厂的塑胶部都拥有从小到大各种型号的注射机。
中等型号的占大部分,小型和大型的只占一小部分。
所以我们不必过多的考虑注射机型号。
具体到这套模具,厂方提供的注射机型号和规格以及各参数如下:注射量:95g锁模力:120T模板大小:400×550开模距离:推出形式:推出位置:推出行程:三.分型面位置的确定如何确定分型面,需要考虑的因素比较复杂。
由于分型面受到塑件在模具中的成型位置、浇注系统设计、塑件的结构工艺性及精度、嵌件位置形状以及推出方法、模具的制造、排气、操作工艺等多种因素的影响,因此在选择分型面时应综合分析比较,从几种方案中优选出较为合理的方案。
选择分型面时一般应遵循以下几项原则:1)分型面应选在塑件外形最大轮廓处。
2)便于塑件顺利脱模,尽量使塑件开模时留在动模一边。
3)保证塑件的精度要求。
4)满足塑件的外观质量要求。
5)便于模具加工制造。
6)对成型面积的影响。
7)对排气效果的影响。
8)对侧向抽芯的影响。
其中最重要的是第5)和第2)、第8)点。
为了便于模具加工制造,应尽是选择平直分型面工易于加工的分型面。
如下图所示,采用A-A这样一个平直的分型面,前模(即定模)做成平的就行了,胶位全部做在后模(即动模),大简化了前模的加工。
A-A分型面也是整个模具的主分模面。
下图中虚线所示的B-B和C-C分型面是行位(即滑块)的分型面。
注塑模具设计规范1.产品结构要求制品工艺性分析与脱模斜度确定1)制品应有足够的强度和刚性。
2)制品壁厚均匀,变化不超过40%;对于特别厚的部位要采取减胶措施。
3)加强筋大端的厚度不超过制品壁厚的一半。
4)制品上的文字原则上采用凸型字,以便于加工。
5)制品形状应避免产生模具结构上的薄钢位。
6)不影响制品装配及外观的部位应设计1°以上的脱模斜度,影响外观的部位需防止缩水,应通过计算确定合理的脱模斜度。
7)有特殊要求(如蚀皮纹等)的制品,脱模斜度应不小于2.5°。
8)在不影响外观的前提下,尽量出工艺圆角,避免锐角处不加过渡圆角。
9)产品颜色及蚀纹必须在产品策划时确定。
2. 模具分类:根据模架尺寸将模具分为大、中、小三类。
1)模架尺寸6060以上称为大型模具。
2)模架尺寸3030~6060之间为中型模具。
3)模架尺寸3030以下为(小模)具。
3. 模架选用与设计1)优先选用标准模架,具体按QJ/MM03.01《标准塑胶模架》执行。
2)若选用选用非标模架,应优先选用标准板厚,具体参照QJ/MM03.01《标准塑胶模架》。
3)大型非标模架,导柱直径不小于Φ60mm,导套采用铸铜制做。
4)大型非标模架导套孔壁厚不得小于10mm,回针孔壁厚为35~40mm,回针直径不小于Φ30。
5)大型非标模架A板、B板起吊螺钉孔为M36~M48。
6)450T注塑机以上的模具,模板的四面要有吊环孔,各模板间要有撬模角7)如有可能产生较大侧压力时(型腔深度超过50mm),非标大型模架应设计原身止口。
8)使用尽可能多的支柱,保证模具在工作中不变形,支柱用螺钉固定在动模座板上。
9)模具导柱长度应比最高的动模型芯长20mm以上。
10)模具上须安装模脚,如果零件突出模具之外,模脚的高度须高出突出在模具之外的零件。
4. 分型面设计原则1)选择分型面选择首先必须符合我方要求。
2)避免在制品外表产生夹线,如无法避免时应尽量将夹线设计在不易看见的部位。
塑胶模具结构设计塑胶模具结构设计是制造业中至关重要的环节,它直接关系到产品的质量、生产效率和成本。
本文将围绕塑胶模具结构设计的基本原则、设计流程及注意事项进行详细阐述。
一、塑胶模具结构设计的基本原则1. 确保产品精度在设计塑胶模具时,要保证产品的尺寸精度和形状精度。
这要求设计师充分了解塑胶材料的收缩率、流动性等特性,并在模具设计中予以充分考虑。
2. 易于加工与装配模具结构应尽量简单,便于加工和装配。
复杂的设计不仅会增加制造成本,还可能影响模具的可靠性。
在设计过程中,要充分考虑模具零件的加工工艺性和装配顺序。
3. 高效生产塑胶模具结构设计应考虑生产效率,尽量减少生产过程中的辅助时间。
例如,通过优化流道设计、缩短冷却时间等措施,提高生产效率。
4. 安全可靠5. 维护方便模具在使用过程中难免会出现磨损、损坏等问题,设计时应考虑模具的维修便捷性,降低维护成本。
二、塑胶模具结构设计流程1. 分析产品结构在设计模具前,要对产品结构进行分析,了解产品的尺寸、形状、技术要求等,为模具设计提供依据。
2. 确定模具类型根据产品结构特点和生产要求,选择合适的模具类型,如单腔模具、多腔模具、热流道模具等。
3. 设计分型面分型面是模具闭合时,分离塑胶制品和浇注系统的界面。
设计分型面时要考虑产品的脱模斜度、外观质量等因素。
4. 设计浇注系统浇注系统包括主流道、分流道、浇口等部分,其设计直接影响到塑胶制品的质量。
设计时应关注流道截面积、长度、浇口位置等因素。
5. 设计冷却系统冷却系统对塑胶制品的质量和生产效率具有重要影响。
设计时要考虑冷却水路的布局、冷却水流量、冷却水温度等因素。
6. 设计顶出系统顶出系统的作用是在模具开模时,将制品从模具中顺利取出。
设计时要确保顶出力均匀、可靠,避免产品变形或损坏。
7. 绘制模具零件图及装配图三、塑胶模具结构设计注意事项1. 充分考虑塑胶材料的特性,如收缩率、流动性、热稳定性等。
2. 优化模具结构,提高生产效率,降低生产成本。
对称件一模四腔四面抽芯注射模具设计熊毅g屈保中®®董嫔①②(①河南工业职业技术学院,河南南阳473009;②河南省材料成形装备智能技术工程研究中心,河南南阳473009)摘要:在一模多腔的多向抽芯注射模中,相邻型腔间的对向抽芯机构会需增加安装空间,使模具总体尺寸变大,成本增加。
针对产品四方向的侧向凸凹特点,采用4个斜导柱外侧抽芯机构,设计了一模四腔的热流道注射模。
通过对抽芯距进行分析,将抽芯距最小的方向放在了模具内侧,以减小滑块的安装空间;对相邻型腔的内侧对向滑块使用了共用楔紧块,使型腔间距缩小了41.5%,共用楔紧块两个方向受到相等的型腔压力,受力平稳;单个产品布置了25个推杆,推出平衡,设计了循环式的冷却水路,模具温度均匀。
通过实践验证,该模具结构紧凑,抽芯机构运动可靠。
关键词:对称件;多侧孔;抽芯距;斜导柱;滑块;共用楔紧块中图分类号:TQ320.662文献标识码:ADOI:10.19287/ki.1005-2402.2021.05・001Design of injection mould for symmetrical parts with fourcavities and four sides core-pullingXIONG Yi①②,QU Baozho昭①②,DONG Pin①②(①Henan Polytechnic Institute,Nanyang473009,CHN;②Henan Material Forming Equipment Intelligent Technology Engineering Research Center,Nanyang473009,CHN)Abstract:In a mold with multiple cavities and multi-direction core-pulling injection mold,the contrastive core-pulling mechanism between adjacent cavities will need to increase the installation space,so that the overall size of the mold will be larger and the cost will increase.According to the characteristics of lateralconvexity and concavity in four directions,a hot runner injection mold with four cavities was designed byusing four core-pulling mechanisms on the outside of inclined guide posts.Through the analysis of thecore-pulling distance,the direction with the minimum core-pulling distance is placed on the inside ofthe mold to reduce the mounting space of the slider.A common wedge block was used for the opposite slider of the adjacent cavity,which reduced the cavity spacing by41.5%.The two directions of the sharedwedge block were subjected to the same cavity pressure,and the force was stable.A single product is arranged with25push rods to push out the balance.A circulating cooling water channel is designed.Themold temperature is even.Through practice,the mould has compact structure and reliable movement ofcore-pulling mechanism.Keywords:symmetrical parts;multi-side hole;core-pulling distance;angle pin;slide;shared wedge block生产中常将结构对称的两个塑料产品在同一模具中成形口勺,不同产品布局在一套模具中称为异腔模,是多腔模中较复杂的一种。

注塑模具1.主流道:其与高温的塑料和喷嘴反复接触,应设计成可拆卸更换的主料道衬套,以便选用优质钢材单独加工和热处理。
特点:主流道与喷嘴接触多的地方设计成半球形的凹坑,避免高温的塑料从缝隙中溢出,一般凹坑的半径R1比喷嘴的半径R2大1-2MM2. 冷料井、拉料杆:位于主流道的动模上(D冷)>(D主):为了冷料顺利流出。
冷料井的底部设计成钩型或下线的凹槽:使冷料井、分模的时候将主流道的凝料从主流道中拉出附在动模边的作用3. 分流道:单腔模,没有分流道;多腔模:设置有分流道分流道应该短而粗,单位减少浇注系统的回流量,分流道也不应该过粗,过粗的分流道冷却缓慢,还会增长塑料周期。
分类:①圆形断面分流道:该分流道比表面积小,热量不容易流失,阻力小,但制造比较困难②梯形断面分流道:该分流道易于机械加工,且热量损失和阻力都不大,是最常用的方式③U形断面分流道:该分流道的基本优缺点与梯形分流道基本相同④半圆形断面分流道:该分流道的比表面积较大,不常用⑤矩形断面分流道:与半圆形断面分流道同4.浇口(内浇口)的设计浇口是浇注系统的关键部分,浇口的形状和尺寸对制件质量影响很大,浇口在多数情况下,系整个流道中断面尺寸最小的部分(除主流道型的浇口外),一般浇口的断面积与分流道断面积之比为0.03-0.09,断面形状常见为矩形或圆形,浇口台阶1MM-1.5MM 左右。
二.侧向分型与抽芯机构的结构和设计当塑件上具有与开模方向不同的内外侧孔或侧凹时,塑件不能直接脱模,必须将成型侧孔或侧凹的零件做成可动的,成为活动型芯,在塑件脱模前先将活动型芯抽出和复位的机构叫做抽芯机构。
抽芯方式按其动力来源可分为手动、机动、气动或液压分型抽芯。
机动式分型与抽芯机构分为弹簧、斜导柱、弯销、斜导槽、斜槽、齿轮、齿条八种。
1.当塑件的侧凹比较浅,所需抽拔力和抽芯距不大的时候,可以采用弹簧或硬橡皮实现抽芯动作。
2.斜导柱分型与抽芯机构只要不是内凹或有倒钩,都可以采用。
注塑模具设计:第三章:顶出系统第三章顶出系统即产品的脱模装置。
产品在模具中成型后,应以特定的方式从模具的一侧推出。
在这一过程中,产品不会变形,不能满足成型要求,“发白”和粘滞现象。
这个特殊的装置是弹射系统。
此外,当模具关闭时,该装置必须能够在不干扰模具其他部件的情况下返回到弹射前的原始位置,以便进行重复成形加工。
在设计顶出系统时,模具设计者首先需要确定制品的留模形式,顶出系统必须建立在所滞留的模具部分中,通常,由于注塑机的顶出系统是设计在动模板一侧,因此绝大多数模具的顶出系统时安装在动模中的为了提高效率,缩短周期,实现自动化,不仅需要顺利脱模,还需要对浇口中点的塑料有一种特定的脱模方法。
顶出系统的要求就是在规定的时间内将制品不变形且准确的进行脱模。
考虑因素(一)顶出行程:一般规定顶出产品与模具分离5~10mm,有些简单,脱模坡度大筒形制品,可使行程为制品深度的2/3。
不要太长,因为顶杆很细,行程长,容易损坏顶杆。
(二)必须在顶出系统中设置复位杆(返回杆),以帮助顶出器返回。
顶出过程中,顶杆垫板承受很大的顶出压力,强度和刚度不足时,易弯曲变形影响顶杆运动,注意螺丝联接(需从垫板向固定板拧入)避免发生扳手空间不足的困难。
(三)顶杆顶部与型芯(或型腔)平面的关系理论上应处于同一平面,为模具制造与装配简便,实际中大多顶杆的端面超过或降低型芯(或型腔)平面0.05~0.1mm,与设计者协商,取得制品内表面有凸台与凹坑的允许(四)顶杆的形状和尺寸选择除非制品形状限定必须使用其它形状的顶杆外,一般选用圆柱形,且避免采用直径小于3mm的细长顶杆。
增加顶出面积的方法(五)支持由于顶杆固定板和垫板尺寸较大,使动模垫板之间的跨度加大,在较高的注射压力下,动模垫板可能玩去变形,导致顶杆运动不畅或卡死,除了用增加动模垫板的厚度来增强其刚度外,还可在动模固定板与垫板之间设置支撑柱。
(六)定位和引导在制品产量大,或顶出行程长,同时使用较细的顶杆,以及使用顶管顶出并在动模固定板装有细长芯子时,为保护顶杆(或长芯子)使其运动平稳,顶出系统需要设置导向装置,并且在动模板与垫条以及动模固定板之间装有定位销钉,以保证位置精度(七)弹射位置制品凡是有塑料包围钢件的地方,脱模都会困难,这是因为塑料熔体冷却后的收缩应力而产生对钢件的“抱紧”现象所导致的,故这些地方(筋、柱)都应重点考虑喷射器的分类一、圆顶杆,易加工,最普通,最简单的标准件,顶杆需淬火处理,获得足够的轻度和耐磨性。
科学技术创新2020.15多模腔注塑模流道平衡控制分析李正光黄强刘旭王睿周琼莉罗丽梅王小红李宝田(四川希望汽车职业学院,四川资阳641300)多型腔注塑模具包括形状和尺寸相同的塑件多模腔及形状和尺寸不相同的塑件多模腔两种结构。
其浇注系统包括主流道、分流道及浇口。
分流道是主流道到浇口的通道,能使熔融塑料圆滑流动至浇口。
浇口是分流道末和进入模腔的狭小通道,使得熔融料流加速,在高剪切速率下升温降粘增速尽快充满型腔。
注射完后浇口最先冷却封闭固化,以防进入型腔内的熔融塑料回流,还可避免模腔压力下降使塑件产生收缩凹陷。
注塑模具对塑件质量的影响是多方面的,其中浇注系统影响是重要因素之一。
理想的注射成型工艺的时间压力应满足:a.各模腔塑料熔体温度均一;b.各模腔注射压力上升速率一致,最终型腔压力一致。
熔料进入多模腔的影响因素是多方面的,如熔体的温度分布状态,流道的形状及压力损失,浇口的形状及尺寸等。
其中分流道及浇口的形状及截面尺寸是影响供料的主要因素。
浇注系统包括主流道、分流道与浇口既是熔体输送的通道,同时也是注射压力、注射速率的传递通道。
为了保证注塑件高品质和均一性,必须保证各模腔注射成型工艺过程一致,即各模腔的压力、熔料量及注射传递速度一致,各流道溶体保持流动平衡状态。
1多模腔注射模流道平衡1.1浇注系统的平衡塑料熔体通过主流道、分流道、浇口进入模腔,假如能同时、同压、同温到达各模腔,且各模腔压力升速一致,是理想状态。
此种状态生产的注塑件质量最好,我们称其是浇注系统的平衡状态。
如果这种平衡工艺状态保持,塑件质量及互换性好。
多模腔一般分两类结构形式;即同模多腔和异模多腔。
对于同模多腔而言,要达到平衡状态,须满足:a.分流道截面形状、尺寸及长度应相等;b.浇口截面形状、面积及长度应相等;对于异模多腔模具而言,情况更为复杂,必须对分流道及浇口的截面积、长度进行七妙调整,以达到流道平衡状态要求。
1.2分流道及模腔布排一般有以下四种典型布排设计:浇注系统平衡程度与模腔及分流道的布排关系重大。
西安工业大学北方信息工程学院本科毕业设计(论文)题目:保险座塑料注塑模具设计系别:机电信息系专业:机械设计制造及其自动化班级: B090202学生:李煜学号: B09020213指导教师:王沁2013年05月毕业设计(论文)任务书系别 机电信息系 专业 机械设计制造及其自动化 班级B090202姓名李煜学号B090202131.毕业设计(论文)题目: 保险座塑料注射模具设计2.题目背景和意义:塑料注射模具的设计是在当今大部分塑料制品生产中的第一个环节,各行各业,各种产品几乎都要用到注射模生产的塑料零配件,因此掌握塑料注射模的设计技能是机械设计工程师的基本要求之一。
通过塑料制品的注塑模具设计,能够熟悉和掌握塑料制品设计全过程,能够根据不同塑料材料的性能,塑料结构特点,选择适当的模具结构,并掌握模具主要零件的强度计算及主要零件的尺寸确定,掌握材料的选择,通过该设计,应能检查外语翻译及理解能力,能熟练运用计算机进行设计和绘图。
通过设计后,能够完全独立完成中等难度以上塑料注射模具设计,并能在选材,结构设计等方面进行经济技术分析。
3.设计(论文)的主要内容(理工科含技术指标):(1)分析塑料的材料、形状、结构对注塑成型的影响;(2)进行模具的结构设计:包括注塑机的选型,分型面得确定,浇口形式的选择等;(3)完成有关成型零件工作尺寸的计算。
成型型腔壁厚计算;冷却系统设计等;(4)完成模具装配图及主要零件图的绘制;(5)论文撰写符合管理规范手册要求。
4.设计的基本要求及进度安排(含起始时间、设计地点):第1-3周,选题、收集资料了解模具设计的背景、理解题目、开题报告第4-6周,分析塑件的形状特点,确定方案,完成英文文献的翻译第7-15周,进行模具的结构设计,绘制模具装配图及零件图,完成相关的计算第16周,按照论文格式要求书写论文,提交论文,准备答辩。
5.毕业设计(论文)的工作量要求 撰写15000字论文① 实验(时数)*或实习(天数):② 图纸(幅面和张数)*: 折合A0图纸3张③ 其他要求: 查阅资料不少于15篇指导教师签名: 年 月 日学生签名: 年 月 日系主任审批: 年 月 日说明:1本表一式二份,一份由学生装订入册,一份教师自留。
塑料模具型腔的排列⽅式及分流道布置
塑料模具多腔注塑模具的排位和分流道布置,往往有很多选择,在实际⼯作中应遵循以下设计原则。
(1)⼒求平衡对称。
⼀模多腔的模具,应尽量采⽤平衡布局,使各型腔在相同温度下同时充模。
流道平衡。
塑料模具⼤⼩型腔对⾓布置,使模具保持压⼒平衡,即注射压⼒中⼼与锁模压⼒中⼼(主流道中⼼)重合,防⽌塑件产⽣飞边。
(2)流道尽可能短以降低废料率、成型周期和热损失。
在这⼀点上H形排位优于环形和对称形状。
(3)对⾼精度塑料制品,型腔数⽬应尽可能少因为每增加⼀个型腔,塑料制品精度下降5%。
精密模具型腔数⽬⼀般不宜超过4个。
(4)浙江塑料模具加⼯⼚设计塑料模具结构紧凑,节约钢材。
(5)⼤近⼩远。
(6)⾼度相近⾼度相差悬殊的塑料制品不宜排在⼀起。
(7)先⼤后⼩,见缝插针⼀模多腔时,相同的塑料制品采⽤对称进浇⽅式;对于不同塑料制品,在同⼀模具中成型时,优先将最⼤塑料制品放在靠近主流道的位置。
(8)同⼀塑料制品,⼤近⼩远塑料制品⼤头应靠近模具中⼼。
(9)⼯艺性好排位时必须考虑模具注射的⼯艺性要好,并保证模具型腔的压⼒和温度平衡。
⼀模四腔透盖注射模具课程设计说明书第1章塑件分析、塑料的选取及其⼯艺性分析1.1 塑件分析本课程设计为⼀个透盖,如下图所⽰。
塑件结构简单,塑件的质量要求是不允许有裂纹,变形缺陷,脱膜斜度30分—1度;材料要求为PPS⽣产批量为⼤批量,塑件公差按模具设计要求进⾏转换。
图1 塑件图1.2塑件成型⼯艺性分析1.1.1塑件的分析(1)外形尺⼨。
该塑件的壁厚为3mm—4mm。
式、塑件的外新尺⼨不⼤。
塑料熔体流体不太长。
塑件材料为热塑性塑料,流动性较好,适合于注塑成型。
(2)精度等级。
塑件每个尺⼨的公差都不⼀样,任务书中已经给定部分的尺⼨公差,未标注的为MT3。
(3)脱模斜度。
PPS的成型性能良好,成型收缩率较⼩,差参考⽂献[]表选择塑件上型芯和凹模的统⼀斜度为1度。
1.1.2.PPS塑料的性能分析聚苯硫醚英⽂简写为PPS,是⼀种新型⾼性能热塑性树脂,具有机械强度⾼、耐⾼温、耐化学药品性、难燃、热稳定性好、电性能优良等优点。
它是⽆定形料,吸湿⼩,但宜⼲燥后成型。
⒉它的流动性介于ABS和PC之间,凝固快,收缩⼩,易分解,选⽤较⾼的注射压⼒和注射速度。
模温取100-150度。
主流道锥度应⼤,流道应短。
成型收缩率:0.7%。
成型温度:300-330℃。
PPS的其他特性如下:耐化学性能好,蠕变量低,吸⽔率低,尺⼨稳定性好,弹性模量⾼,阻燃,具有机械强度⾼、耐⾼温、⾼阻燃、耐化学药品性能强等优点;具有硬⽽脆、结晶度⾼、难燃、热稳定性好、机械强度较⾼、电性能优良等优点。
在电⼦、汽车、机械及化⼯领域均有⼴泛应⽤。
1.3.PPS的注射成型过程及⼯艺参数1.3.1注射成型过程(1)成型前的准备。
对PPS的⾊泽,粒度和均匀度进⾏检验,PPS成型前必须进⾏⼲燥,处理温度为60到80度,⼲燥时间为2⼩时。
(2)注射过程。
塑料在注射机料筒内经过加热,塑化达到流动状态以后,有模具的浇注系统进⼊模具的型腔成,其过程可以分为充模,压实,保压,倒流和冷却五个阶段。
一.拟定模具结构形式A. 确定型腔数量及排列方式型腔的数量是由厂方给定,为“一出四”即一模四腔,他们已考虑了本产品的生产批量(大批量生产)和自己的注射机型号。
因此我们设计的模具为多型腔的模具。
考虑到模具成型零件和抽芯结构以及出模方式的设计,模具的型腔排列方式如下图所示:图 (1)B. 模具结构形式的确定由于塑件外观质量要求高,尺寸精度要求一般,且装配精度要求高,因此我们设计的模具采用多型腔多分型面。
根据本塑件电动机绝缘胶架的结构,模具将会采用三个分模面,三个分型面。
二.注射机型号的确定一般工厂的塑胶部都拥有从小到大各种型号的注射机。
中等型号的占大部分,小型和大型的只占一小部分。
所以我们不必过多的考虑注射机型号。
具体到这套模具,厂方提供的注射机型号和规格以及各参数如下:注射量:95g锁模力:120T模板大小:400×550开模距离:推出形式:推出位置:推出行程:三.分型面位置的确定如何确定分型面,需要考虑的因素比较复杂。
由于分型面受到塑件在模具中的成型位置、浇注系统设计、塑件的结构工艺性及精度、嵌件位置形状以及推出方法、模具的制造、排气、操作工艺等多种因素的影响,因此在选择分型面时应综合分析比较,从几种方案中优选出较为合理的方案。
选择分型面时一般应遵循以下几项原则:1)分型面应选在塑件外形最大轮廓处。
2)便于塑件顺利脱模,尽量使塑件开模时留在动模一边。
3)保证塑件的精度要求。
4)满足塑件的外观质量要求。
5)便于模具加工制造。
6)对成型面积的影响。
7)对排气效果的影响。
8)对侧向抽芯的影响。
其中最重要的是第5)和第2)、第8)点。
为了便于模具加工制造,应尽是选择平直分型面工易于加工的分型面。
如下图所示,采用A-A这样一个平直的分型面,前模(即定模)做成平的就行了,胶位全部做在后模(即动模),大简化了前模的加工。
A-A分型面也是整个模具的主分模面。
下图中虚线所示的B-B和C-C分型面是行位(即滑块)的分型面。
这样选择行位分型面,有利于线切割行位以及后模仁和后模镶件这些成型零件。
分型面的选择应尽可能使塑件在开模后留在后模一边,这样有助于后模设置的推出机构动作,在下图中,从A-A分型,了B-B处的行位向左移开,C-C处的行位向右移开后,由于塑件收缩会包在后模仁和后模镶件上,依靠注射机的顶出装置和模具的推出机构推出塑件。
A AB CB C图 (2)四.浇注系统形式和浇口的设计A. 主流道设计1.主流道尺寸主流道是一端与注射机喷嘴相接触,另一端与分流道相连的一段带有锥度的流动通道。
主流道小端尺寸为3.5~4mm。
2.主流道衬套的形式主流道小端入口处与注射机喷嘴反复接触,属易损件,对材料要求较严,因而模具主流道部分常设计成可拆卸更换的主流道衬套形式(俗称浇口套,这边称唧咀),以便有效的选用优质钢材单独进行加工和热处理。
唧咀都是标准件,只需去买就行了。
常用唧咀分为有托唧咀和无托唧咀两种下图为前者,有托唧咀用于配装定位圈。
唧咀的规格有Φ12,Φ16,Φ20等几种。
由于注射机的喷嘴半径为20,所以唧咀的为R21。
图 (3)3.主流道衬套的固定因为采用的有托唧咀,所以用定位圈配合固定在模具的面板上。
定位圈也是标准件,外径为Φ120mm,内径Φ35mm。
具体固定形式如下图所示:图 (4)B. 分流道设计在多型腔或单型腔多浇口(塑件尺寸大)时应设置分流道,分流道是指主流道末端与浇口之间这一段塑料熔体的流动通道。
它是浇注系统中熔融状态的塑料由主流道流入型腔前,通过截面积的变化及流向变换以获得平稳流态的过渡段。
因此分流道设计应满足良好的压力传递和保持理想的充填状态,并在流动过程中压力损失尽可能小,能将塑料熔体均衡地分配到各个型腔。
1. 主分流道的形状及尺寸主分流道是图(6)中水口板下水平的流道。
为了便于加工及凝料脱模,分流道大多设置在分型面上,分流道截面形状一般为圆形梯形U 形半圆形及矩形等,工程设计中常采用梯形截面加工工艺性好,且塑料熔体的热量散失流动阻力均不大,一般采用下面的经验公式可确定其截面尺寸:42654.0L m B = (式1) B H 32=(式2) 式中B ―梯形大底边的宽度(mm )m ―塑件的重量(g ) L ―分流道的长度(mm )H ―梯形的高度(mm )梯形的侧面斜角a 常取50-150,在应用式(式1)时应注意它的适用范围,即塑件厚度在3.2mm 以下,重量小于200g ,且计算结果在3.2-9.5mm 范围内才合理。
本电动机绝缘胶架的体积为3221.7324mm 3,质量大约4g ,分流道的长度预计设计成140mm 长,且有4个型腔,所以:3.714042654.044=⨯=B 取B 为8mm5832≈⨯=H 取H 为5mm梯形小底边宽度取6mm,其侧边与垂直于分型面的方向约成100。
另外由于使用了水口板(即我们所说的定模板和中间板之间再加的一块板),分流道必须做成梯形截面,便于分流道和主流道凝料脱模。
实际加工时实,常用两种截面尺寸的梯形流道,一种大型号,一各小型号。
如下图所示:图 (5)2.主分流道长度分流道要尽可能短,且少弯折,便于注射成型过程中最经济地使用原料和注射机的能耗,减少压力损失和热量损失。
将分流道设计成直的,总长140mm。
3.副分流道的设计副分流道即图(6)中的主分流道以下的两个土字形的流道副分流道中竖直方向上有锥度的流道的锥度为单边20,其最底部直径为φ6mm,水平方向上下两层流道的直径为φ4mm,这些都是根据经验取值,其总长度为38.15mm。
4.分流道的表面粗糙度由于分流道中与模具接触的外层塑料迅速冷却,只有中心部位的塑料熔体的流动状态较为理想,因面分流道的内表面粗糙度Ra并不要求很低,一般取1.6μm左右既可,这样表面稍不光滑,有助于塑料熔体的外层冷却皮层固定,从而与中心部位的熔体之间产生一定的速度差,以保证熔体流动时具有适宜的剪切速率和剪切热。
实际加工时,用铣床铣出流道后,少为省一下模,省掉加工纹理就行了。
(省模:制造模具的一道很重要的工序,一般配备了专业的省模女工,即用打磨机,沙纸,油石等打磨工具将模具型腔表面磨光,磨亮,降低型腔表面粗糙度。
)5.分流道的布置形式分流道在分型面上的布置与前面所述型腔排列密切相关,有多种不同的布置形式,但应遵循两方面原则:即一方面排列紧凑、缩小模具板面尺寸;另一方面流程尽量短、锁模力力求平衡。
本模具的流道布置形式采用平衡式,如下图:图 (6)C. 浇口的设计浇口亦称进料口,是连接分流道与型腔的通道,除直接浇口外,它是浇注系统中截面最小的部分,但却是浇注系统的关键部分,浇口的位置、形状及尺寸对塑件性能和质量的影响很大。
1.浇口的选用浇口可分为限制性和非限制性浇口两种。
我们将采用限制性浇口。
限制性浇口一方面通过截面积的突然变化,使分流道输送来的塑料熔体的流速产生加速度,提高剪切速率,使其成为理想的流动状态,迅速面均衡地充满型腔,另一方面改善塑料熔体进入型腔时的流动特性,调节浇口尺寸,可使多型腔同时充满,可控制填充时间、冷却时间及塑件表面质量,同时还起着封闭型腔防止塑料熔体倒流,并便于浇口凝料与塑件分离的作用。
从图(6)中可看出,我们采用的是侧浇口。
侧浇口又称边缘浇口,国外称之为标准浇口。
侧浇口一般开设在分型面上,塑料熔体于型腔的侧面充模,其截面形状多为矩形狭缝,调整其截面的厚度和宽度可以调节熔体充模时的剪切速率及浇口封闭时间。
这灯浇口加工容易,修整方便,并且可以根据塑件的形状特征灵活地选择进料位置,因此它是广泛使用的一种浇口形式,普遍使用于中小型塑件的多型腔模具,且对各种塑料的成型适应性均较强;但有浇口痕迹存在,会形成熔接痕、缩孔、气孔等塑件缺陷,且注射压力损失大,对深型腔塑件排气不便。
具体到这套模具,其浇口形式及尺寸如图(7)所示。
浇口各部分尺寸都是取的经验值。
实际加工中,是先用圆形铣刀铣出直径为Φ4的分流道,再将材料进行热处理,然后做一个铜公(电极)去放电,用电火花打出这个浇口来的。
图 (7)2.浇口位置的选择模具设计时,浇口的位置及尺寸要求比较严格,初步试模后还需进一步修改浇口尺寸,无论采用何种浇口,其开设位置对塑件成型性能及质量影响很大,因此合理选择浇口的开设位置是提高质量的重要环节,同时浇口位置的不同还影响模具结构。
总之要使塑件具有良好的性能与外表,一定要认真考虑浇口位置的选择,通常要考虑以下几项原则:1)尽量缩短流动距离。
2)浇口应开设在塑件壁厚最大处。
3)必须尽量减少熔接痕。
4)应有利于型腔中气体排出。
5)考虑分子定向影响。
6)避免产生喷射和蠕动。
7)浇口处避免弯曲和受冲击载荷。
8)注意对外观质量的影响。
根据本塑件的特征,综合考虑以上几项原则,每个型腔设计两个进浇点如图(8)和图(9)所示,进浇点1的分流道开在行位上,进浇点2的分流道开在后模模仁上。
图 (8)图 (9)D. 浇注系统的平衡对于中小型塑件的注射模具己广泛使用一模多腔的形式,设计应尽量保证所有的型腔同时得到均一的充填和成型。
一般在塑件形状及模具结构允许的情况下,应将从主流道到各个型腔的分流道设计成长度相等、形状及截面尺寸相同(型腔布局为平衡式)的形式,否则就需要通过调节浇口尺寸使各浇口的流量及成型工艺条件达到一致,这就是浇注系统的平衡。
显然,我们设计的模具是平衡式的,即从主流道到各个型腔的分流道的长度相等,形状及截面尺寸都相同。
E. 冷料穴的设计在完成一次注射循环的间隔,考虑到注射机喷嘴和主流道入口这一小段熔体因辐射散热而低于所要求的塑料熔体的温度,从喷嘴端部到注射机料筒以内约10-25mm的深度有个温度逐渐升高的区域,这时才达到正常的塑料熔体温度。
位于这一区域内的塑料的流动性能及成型性能不佳,如果这里温度相对较低的冷料进入型腔,便会产生次品。
为克服这一现象的影响,用一个井穴将主流道延长以接收冷料,防止冷料进入浇注系统的流道和型腔,把这一用来容纳注射间隔所产生的冷料的井穴称为冷料穴。
冷料穴一般开设在主流道对面的动模板上(也即塑料流动的转向处),其标称直径与主流道大端直径相同或略大一些,深度约为直径的1-1.5倍,最终要保证冷料的体积小于冷料穴的体积,冷料穴有六种形式,常用的是端部为Z字形和拉料杆的形式,具体要根据塑料性能合理选用。
本模具中的冷料穴的具体位置和形状如图(6)中所示。
实际上只要将分流道顺向延长一段距离就行了。
五.成型零件的设计与加工工艺模具中决定塑件几何形状和尺寸的零件称为成型零件,包括凹模、型芯、镶块、成型杆和成型环等。
成型零件工作时,直接与塑料接触,塑料熔体的高压、料流的冲刷,脱模时与塑件间还发生摩擦。
因此,成型零件要求有正确的几何形状,较高的尺寸精度和较低的表面粗糙度,此外,成型零件还要求结构合理,有较高的强度、刚度及较好的耐磨性能。