直齿面齿轮高精度电解加工阴极整体结构设计方法研究
- 格式:pdf
- 大小:591.36 KB
- 文档页数:6
题目:直齿圆柱齿轮的设计和加工工艺设计学院冀中职业学院学生姓名李朋辉学号2009040217专业机电一体化技术届别2009指导教师姜小丽职称二011年月诚信承诺本人慎重承诺和声明:我承诺在毕业论文(设计)活动中遵守学校有关规定,恪守学术规范,在本人毕业论文中为剽窃他人的学术观点、思想和成果,为篡改研究数据,如有违规行为发生,我愿承担一切责任,接受学校处理。
学生(签名):李朋辉2011年月日摘要现在齿轮传动是机械传动最常用的形式之一,它在机械、电子、纺织、冶金、采矿、汽车、航天等设备中得到广泛应用。
其中直齿圆柱齿轮是汽车及机械行业中重要的传动零件,其形状复杂,材质尺寸精度表面质量及综合机械性能很高。
本文主要介绍直齿圆柱齿轮的结构及设计和加工工艺。
目录概述…………………………………………………..第一章直齿圆柱齿轮的设计1.1齿轮基础知识……………………………………1.2直齿圆柱齿轮结构及零件图……………………1.3直齿圆柱齿轮材料及其参数合理选取…………第二章直齿圆柱齿轮的加工工艺2.1夹具及毛坯的选取………………………………2.2齿轮加工方法……………………………………2.3齿轮加工方案选择及使用要求…………………2.4直齿圆柱齿轮加工工艺过程……………………结束语………………………………………………..参考文献……………………………………………..概述齿轮是机械行业量大面广的基础零件,广泛应用于机床,汽车,摩托车,农机,建筑机械,航空,工程机械等领域,而对加工精度,效率和柔性提出越来越高的要求。
齿轮加工技术从公元前400—200年的手工业制作阶段开始经历了机械仿形阶段、机械返程加工阶段以及20世纪80年代至今的数控技术加工阶段。
第一章直齿圆柱齿轮的设计1.1齿轮的基础知识1.1.1齿轮机构的特点如下:(1)齿轮机构的优点有:1)齿轮机构传动比恒定,寿命长,工作可靠性高。
2)齿轮机构传递的功率和圆周速度分别可达100000k w、300m∕s。
电化学齿轮齿向修形加工控制系统设计1、绪论1.1前言随着现代工业生产的不断发展,硬齿面和高承载能力的齿轮应用变得越来越广泛。
在一定的程度,提高齿轮表面质量和优化齿轮齿形,能够提高它的承载能力、使用寿命,还可以降低工作噪音。
齿轮是应用最为广泛的传动部件之一,因此,研究一种能够改良齿轮传统加工中不足的方法是很有必要的。
传统的机械式物理加工齿轮方法,都不可避免地会产生齿轮沿齿宽方向产生中凹现象,造成齿轮的形状和性能都不能符合要求[2]。
而且存在刀具磨损、加工精度不高、噪音大、成本高等缺点。
电化学加工作为一种新兴的加工方法,有成本较低、加工表面质量好、不受齿面硬度限制、无残余应力等诸多优点,用于齿轮修型,对轮齿沿齿宽方向进行齿向修鼓,这有利于齿面上载荷呈均布状态,提高齿轮的疲劳寿命,降低其磨损和啮合噪声。
2、齿轮修型的现状齿轮修形经历了传统机械修形和非传统加工方法修形,它们之间的工艺是完全不同的。
传统的修型方法主要有手工修型、剃齿修形、数控修形等,但都有一个共同的缺点就是:加工受齿轮表面硬度限制,而且有比较大的工具损耗。
齿向修形通常是齿轮端部修形和鼓形修形的总称。
图1.1齿端修形图1.2鼓形修形无论是齿端修形还是鼓形修形,目的都是使齿轮啮合首先发生在靠近齿宽中间的部分,然后过度到全齿宽,而且能够增大齿轮接触面积和承载面积,因此能够提高齿轮寿命和承载能力。
3、电化学齿轮修型加工原理:3.1 电化学齿轮修型原理电化学齿轮加工是建立上电解加工的基础上的,但两者又有所区别。
电化学齿轮加工以齿轮为阳极,利用电化学腐蚀的原理,通过控制阴极沿齿向按一定的速度规律变化,加工出符合修型形状和修型量的修型齿轮。
研究表明,脉冲电化学加工能明显改善加工中电解液流场的状况,从而提高被加工齿轮表面的质量。
只要适当控制加工中移动阴极的速度和加工间隙,就可以达到准确修形的目的[6]。
电化学齿轮加工的阴极相对工件是不进给的,只是沿齿向按一定的速度规律运动,利用停留时间与去除量成正比的关系加工出齿形。

第50卷第5期中南大学学报(自然科学版) V ol.50No.5 2019年5月Journal of Central South University (Science and Technology)May 2019 DOI: 10.11817/j.issn.1672−7207.2019.05.010一种新的直齿轮复合修形设计方法杨硕文,唐进元(中南大学机电工程学院,高性能复杂制造国家重点实验室,湖南长沙,410083)摘要:以直齿轮齿廓修形量、齿廓修形高度、齿廓修形幂指数、齿向修形量这4个基本参数为变量,取动态传递误差峰峰值、最大接触应力加权最小为优化目标,使用有限元方法计算接触应力;考虑轴承、轴、陀螺力等因素的影响,使用有限元节点法计算动态传递误差,以 Kriging方法为优化方法,构建一种新的直齿轮复合修形设计方法,并通过一对实际齿轮传动来验证计算模型。
研究结果表明:用所提出的方法优化后得到齿轮动态传递误差峰峰值相对于优化前降低75.98%,最大接触应力降低21.48%,这表明所提出的复合修形优化方法对齿轮修形设计具有参考与应用价值。
关键词:齿轮传动;复合修形;Kriging方法;有限元节点法中图分类号:TH132.41 文献标志码:A 文章编号:1672−7207(2019)05−1082−07A new design method for compound modification of spur gearYANG Shuowen, TANG Jinyuan(State Key Laboratory of High Performance Complex Manufacturing,School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)Abstract: Taking four basic parameters of the spur gear modification as the variables, and taking the peak-to-peak value of the dynamic transmission error and the maximum contact stress weighted minimum as the optimization goal, the contact stress was calculated using the finite element method. Considering the influence of factors such as bearings, shafts and gyro, etc, the finite node element method was used to calculate the dynamic transfer error. Taking the Kriging method as the optimization method, a new spur gear compound modification design method was constructed. A pair of actual gear transmissions was used to verify the method. The results show that the peak−to−peak value of the dynamic transmission error of the gear after optimization obtained by the present method is reduced by 75.98% and the maximum contact stress is reduced by 21.48%,which indicates that the proposed optimization method of compound modification has reference and application value for gear modification design.Key words: gear transmission; compound modification; Kriging method; finite element node method齿轮修形是降低齿轮振动、噪声和提高可靠性的重要途径[1]。
第一章绪论电解加工的基础原理是电化学阳极溶解,而这一电化学过程又是建立在电解加工间隙中特定的电场、流场分布的基础上的,故电场理论、流场理论以及电化学阳极溶解理论构成了研究电解加工工艺的三大基础理论。
1.1 电解加工过程的电化学特性1.1.1电解电解是电化学基础理论中的一个基本概念。
所谓电解,是指在一定外加电压下、将直流电流通过电解池、在两极分别发生的氧化反应和还原反应的电化学过程。
电解池由两个金属导体分别插入电解质溶液构成。
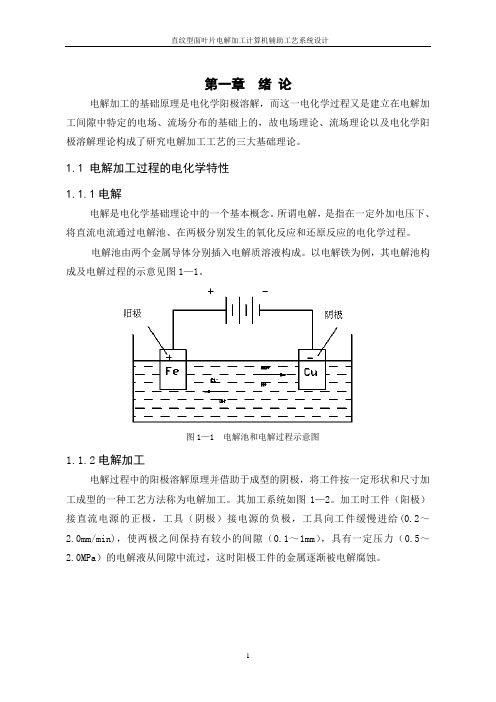
以电解铁为例,其电解池构成及电解过程的示意见图1—1。
图1—1 电解池和电解过程示意图1.1.2电解加工电解过程中的阳极溶解原理并借助于成型的阴极,将工件按一定形状和尺寸加工成型的一种工艺方法称为电解加工。
其加工系统如图1—2。
加工时工件(阳极)接直流电源的正极,工具(阴极)接电源的负极,工具向工件缓慢进给(0.2~2.0mm/min),使两极之间保持有较小的间隙(0.1~1mm),具有一定压力(0.5~2.0MPa)的电解液从间隙中流过,这时阳极工件的金属逐渐被电解腐蚀。
1.电解加工由于一次成型,生产率较高,约为电火花加工的5~10倍,在某些情况下比切削加工的生产率还高,且加工生产率随加工电流密度和总加工面积的增大而增大,一般能达到1003m m /min ,最高100003m m /min 。
2.当被加工材料的金相组织均匀致密,电解液选配得当,在小间隙下以高的电流密度进行加工时,能获得较高的表面质量和较低的表面粗糙度,一般能达到Ra 0.8μm ,最低可达Ra 0.1μm 。
3.加工范围广,不受金属材料本身硬度和强度的限制,可以加工硬质合金、淬火钢、不锈钢、耐热合金等高硬度、高强度及韧性金属材料,并可加工叶片、锻模等各种复杂型面。
4.由于加工过程中不存在机械切削力,所以不会产生由切削力引起的残余应力和变形,没有飞边毛刺。
5.从加工原理上讲,工具阴极无损耗,这对批量生产保证加工精度、降低成本具有重要意义。

专利名称:一种电解加工直齿面齿轮的阴极装置设计方法专利类型:发明专利
发明人:曹岩,黄亮,范庆明,贾峰,蒋葳
申请号:CN201810775025.7
申请日:20180716
公开号:CN108920859A
公开日:
20181130
专利内容由知识产权出版社提供
摘要:本发明公开了一种电解加工直齿面齿轮的阴极装置设计方法,包括以下步骤:步骤一:确定直齿面齿轮的基本设计参数;步骤二:基于复杂齿面坐标点的网格规划原则对直齿面齿轮进行齿面网格划分,采用沿齿根/齿顶方向的截面放样法建立直齿面齿轮轮齿的三维模型;步骤三:根据直齿面齿轮所划分的齿面网格,对直齿面齿轮轮齿的建模坐标点进行采样分析,通过采样分析获取建模坐标点的坐标值;步骤四:根据采样分析结果计算阴极头型面结构参数;步骤五:在UG三维制图软件中确定阴极头型面的最终位置,本发明不仅使得各加工区域的电场保持均匀分布、保证了加工过程的稳定性,还充分提高了电解液的利用率,达到了提高电解加工直齿面齿轮效率的目的。
申请人:西安工业大学
地址:710021 陕西省西安市未央区学府中路2号
国籍:CN
代理机构:北京天奇智新知识产权代理有限公司
代理人:李振文
更多信息请下载全文后查看。
基于标准阴极特性的面齿轮阴极设计方法周源;白瑀;曹岩;乔虎;黄亮【摘要】目的解决电解加工过程中,简单曲面阴极设计方法不能保证面齿轮加工精度的问题.方法利用标准阴极进行正交试验,得出钢制面齿轮的最优电解工艺参数.利用该工艺参数对阴极重新设计,加工试件,根据试件的测量结果对原始阴极进行修形,得出最终阴极形状.结果通过对正交试验数据进行处理,得出钢制面齿轮的最优电解工艺参数为K=20,U=10 V,v=0.6 mm/min;根据试件的误差测量结果,推导出最优修形数为0.4602.结论此阴极设计方法所设计的阴极能保证面齿轮的加工精度,而且能够加工出IT7级精度制件,同时为复杂型面的高精度电解加工方案提供了一种可行的阴极设计方法.【期刊名称】《精密成形工程》【年(卷),期】2018(010)004【总页数】7页(P114-120)【关键词】面齿轮;阴极设计;电解加工;正交试验【作者】周源;白瑀;曹岩;乔虎;黄亮【作者单位】西安工业大学机电工程学院,西安 710021;西安工业大学机电工程学院,西安 710021;西安工业大学机电工程学院,西安 710021;西安工业大学机电工程学院,西安 710021;西安工业大学机电工程学院,西安 710021【正文语种】中文【中图分类】TH132面齿轮是一种与直齿或斜齿圆柱齿轮相啮合的平面齿圈齿轮,作为一种新兴的传动部件,在传递相交或交错轴扭矩与运动速率时,因其具有重合度高、传动平稳、噪声低、扭矩分流效果好等传动特点,使面齿轮被广泛应用在了低速/高速、轻载/重载的众多传动领域中[1—2]。
由于传统的面齿轮齿面加工方法是基于展成法的插齿法和滚齿法,虽然能获得较高质量的制件,但加工时需要采用专用机床及专用刀具,且专用刀具的研制过程较为复杂,研制周期长、费用高,因此不适合进行批量生产。
其次,如果采用通用机床的数控铣削方式进行加工,虽然避免了上述研制专用刀具的麻烦,提高了面齿轮的加工效率,解决了批量生产面齿轮的问题,但加工出的面齿轮精度较低、表面粗糙度较大。