应用S7_300PLC实现混凝土养护过程中温度量的模糊控制
- 格式:pdf
- 大小:170.70 KB
- 文档页数:2

基于模糊控制的PLC在温度控制中的应⽤基于模糊控制的PL C在温度控制中的应⽤张雪平1 王志斌21.宜宾学院2.四川⼤学摘要:结合⼯业电炉的温度控制,介绍了⼀种基于模糊控制的PL C温度控制系统。
该系统克服了传统的位式调节器和P I D调节器超调⼤的缺点,充分发挥PL C控制灵活、编程⽅便、适应性强的优点,提⾼了控制的精确度。
关键词:模糊控制 PL C 温度控制Appl ica tion of the Fuzzy Con trol Ba sed on PLCi n Te m pera ture Con trolZhang Xuep ing W ang Zh ib inAbstract:Jo ining temperature contro l of the industry electric stove,th is paper introduces a k ind system of fuzzy contro ller based on PL C in temperature contro l.T he system overcom es w eakness of super adjusting w ith traditi onal regulato r and P I D regulato r,it has advantages contro l flexible,p rogramm ing convenient,adap table, increases the accuracy of the contro l.Keywords:fuzzy contro l PL C temperature contro l1 引⾔温度控制是⼯业⽣产过程中很重要的⼀种控制。
温度控制系统⼀般具有⼤惯性、⼤延时的特点。
在⼯业控制中,温度系统的数学模型难以确切建⽴。
⼯业现场对温度控制,常⽤有位式调节器和P I D控制器等。
在S7-300中利用模糊控制算法实现恒温控制王晶晶3 摘 要 介绍了S7-300采用模糊控制来进行恒温控制及其软件实现。
也介绍了S7-300的硬件构成。
关键词 S7-300 模糊控制 恒温控制 硬件构成The Constant T emperature Control with Fuzzy Control in S7-300WANG Jing-jing Abstract Introduce the constant tem perature control and programming with the fuzzy control in S7-300.What’s m ore,in2 troduce the hardware construction of the S7-300.K eyw ords S7-300 Fuzzy control C onstant tem perature control Hardware construction1 引言西门子公司新推出的S7-300P LC功能强大,比S5系列具有更高的性能价格比。
S7-300具有A/D、D/A转换、数值计算等功能。
为PI D调节引入P LC控制系统,提供了硬件条件,这也是P LC控制系统的发展方向之一。
但实践证明,传统的PI D调节超调量过大,而且易受环境干扰的影响,所以在有些情况下,PI D控制就难以满足要求。
在济南烟厂的过滤嘴成型机的改造项目中,我们使用了模糊控制来代替PI D 调节。
以下就对模糊控制在S7-300中的应用,做一些探讨。
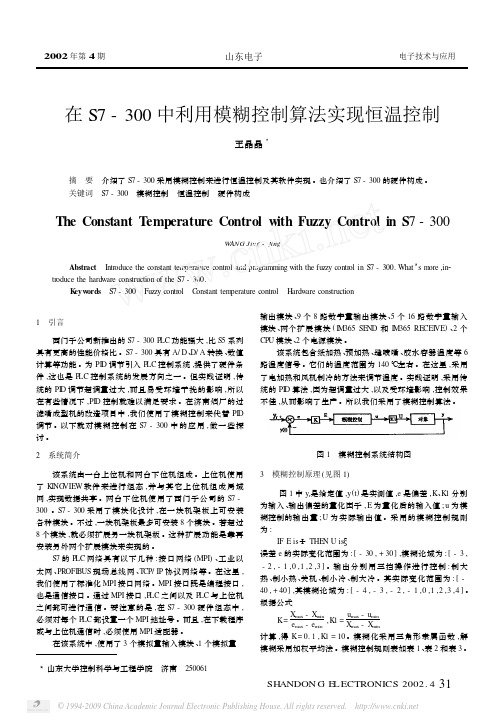
2 系统简介该系统由一台上位机和两台下位机组成。
上位机使用了KI NG VIEW软件来进行组态,并与其它上位机组成局域网,实现数据共享。
两台下位机使用了西门子公司的S7-300。
S7-300采用了模块化设计,在一块机架板上可安装各种模块。
不过,一块机架板最多可安装8个模块。
若超过8个模块,就必须扩展另一块机架板。
基于S7-300模糊PID控制实验平台设计与开发摘要随着PLC的技术越来越成熟,做为一种辅助控制工业生产的器件,已经越来越广泛的应用在工业生产的各个领域。
S7-300系列可编程控制器是西门子全集成自动化系统中的控制核心,是其集成与开放特性的重要体现。
模糊PID控制一直是一种普遍应用于现在工业中的一种算法,它有十分突出的优点。
以上两种方法和技术相结合就能完善的建立出完善的系统。
通过实际液位和期望值的偏差或者是是偏差的变换率做为系统的控制输入,利用其输出控制来调节变频器达到控制流量,以达到控制液面随期望值变化的目的本设计利用WINCC实现人机界面,应用PLC中的模糊PID模块控制,使PLC进行模糊计算后反模糊化后控制仿真平台,液面高度反馈回PLC。
实现对仿真平台的连续控制。
通过此文可建立一套完整的系统,仅通过人机界面既可达到控制、检测、检验、手动调节、启动停止等功能的实现。
关键词:模糊算法、模糊PID控制、人机界面、PLCDesign and the development of the experience platform based on S7-300 and Fuzzy PID ControlAbstractPLC technology as more and more mature, as an auxiliary device to control industrial production has become increasingly wide range of applications in various fields of industrial production.S7-300 series programmable logic controller is the Siemens Totally Integrated Automation Control of the core system is its integrated and open an important manifestation of characteristics.Fuzzy PID control has been applied to a general industry is now an algorithm, it has the advantage of very prominent. These two kinds of methods and technology will be able to complete the establishment of a sound system. Through the actual level and the expectations of the deviation is the deviation or change of rate control input for the system, using the output control to adjust the inverter to control the flow of liquid to achieve control with the aim of changing expectationsIn this paper, the realization of human-machine interface WINCC fuzzy PID control as a PLC input, so that PLC control simulation platform and fed back to the PC. Simulation platform to achieve continuous control.Through the establishment of this article can be a complete set of system can only achieve through the man-machine interface control, testing, inspection, manual adjustment, start to stop the realization of functionsKey words:PLC, fuzzy PID control, human-machine interface目录摘要 (I)ABSTRACT (II)目录 (III)1 绪论 (1)1.1模糊控制PID (1)1.2模糊控制研究方向展望 (3)1.3仿真平台 (6)1.4本文工作 (6)2实验系统的软件设计 (8)2.1实验平台的软件设计 (9)2.2平台的软件结构设计 (10)2.3平台功能设计 (10)2.4平台人机界面设计 (12)2.5平台的算法设计 (13)3系统平台的软件开发 (15)3.1平台的软件开发 (15)3.1.1平台的人机界面开发 (15)3.2平台的算法开发 (19)3.3本章小节 (24)4 实验平台及实验研究 (25)4.1实验的硬件设计 (25)4.1.1平台的功能设计 (25)4.2 实验 (26)结论 (29)致谢 (30)参考文献 (31)附录A (外文文献标题) (32)附录B (中文译文标题) (39)附录C (其它附录资料标题) (42)1 绪论自从上世纪30年代以来,自动化技术获得惊人的成就,现在在工业生产和科学发展中起着关键作用。

在S7-300中利用模糊控制算法实现恒温控制
王晶晶
【期刊名称】《信息技术与信息化》
【年(卷),期】2002(000)004
【摘要】介绍了S7-300采用模糊控制来进行恒温控制及其软件实现.也介绍了
S7-300的硬件构成.
【总页数】2页(P31-32)
【作者】王晶晶
【作者单位】山东大学控制科学与工程学院,济南,250061
【正文语种】中文
【中图分类】TP2
【相关文献】
1.模糊控制在恒温控制系统中的应用 [J], 权悦;国海
2.利用数字PID控制算法和模糊控制(IFC)算法实现数据采样精确化 [J], 武军
3.利用遗传算法实现客户关系管理中的数据挖掘 [J], 张林;梁庆霞;孙颖晖
4.利用模板阴影体算法实现矢量数据在三维场景中的绘制 [J], 杨靖宇;戴晨光;张永生
5.浅析模糊控制在恒温控制器中的应用 [J], 刘婉莹
因版权原因,仅展示原文概要,查看原文内容请购买。

基于PLC的过程控制实验装置温度模糊PID控制陶 权,谢 彤(广西工业职业技术学院,广西 南宁 530003)摘 要:本文介绍了用S7-200实现过程控制系统实验装置中锅炉夹套的温度模糊控制设计思想,对模糊PID控制的结构、模糊PID控制器的设计、模糊PID控制的PLC实现进行了分析,文中详细介绍了模糊控制器程序的编写方法,结果表明,用PLC 实现的模糊控制器简单实用。
关键词:过程控制系统实验装置;模糊PID;PLC中图分类号:TP273 文献标识码:B 文章编号:1003-7241(2010)10-0022-05T emperature Fuzzy PID Control in the Process ControlExperimental Device Based on PLCTAO Quan, XIE Tong( Guangxi V ocational & Technical Institute of Industry, Nanning 530003 China )Abstract: This article describes design concept of realizing temperature fuzzy control for boiler jackets in the process control system experimental device by using S7-200, in which the structure of fuzzy PID control, fuzzy PID controller designing and PLC implementation of fuzzy PID control are analyzed,and the fuzzy controller programming is also introduced in detail. Results show that the fuzzy controllers consist of PLC are both simple and practical.Key words: process control system experimental device; Fuzzy-PID; PLC1 引言本校自动化实验室采用的“THJ-3型高级过程控制系统实验装置”是基于工业过程的物理模拟对象系统,该系统包括流量、温度、液位、压力等热工参数,可实现系统参数辨识,单回路控制,串级控制,前馈—反馈控制,比值控制,解耦控制等多种控制形式。
基于S7-300PLC的模糊控制器的设计罗庚兴【期刊名称】《电气自动化》【年(卷),期】2012(34)1【摘要】将先进的智能控制方法与PLC控制器相结合,根据二维模糊控制器的工作原理和PLC的特点,提出了一种用PLC实现模糊控制的设计方法.该方法采用MATLAB的模糊逻辑工具箱进行分析和计算,离线生成模糊控制查询表,借助PLC 的存储器间址寻址方式实现模糊控制算法.运用PLCSIM仿真软件测试该算法,证明该控制器的模糊输入和解模糊输出是正确的.%A design method for achieving fuzzy control with PLC is given by combining advanced intelligent control methods with PLC controllers and basing on the working principle of two-dimension controllers and the characteristics of PLC.It achieves the fuzzy control arithmetic by adopting the MATLAB fuzzy toolbox for analysis and calculation, creating the fuzzy control querying table off-line, and with the help of indirectly addressing the memories of PLC.It is proved that the fuzzy input and anti-fuzzy output is correct by testing the arithmetic with the PLCSIM simulation software.【总页数】4页(P22-24,30)【作者】罗庚兴【作者单位】广东松山职业技术学院,广东韶关512126【正文语种】中文【中图分类】TP213+.5;TP274+.5【相关文献】1.基于LabVIEW和S7-300PLC的液压机监控系统设计 [J], 王乐平; 张春2.基于S7-300PLC和WinCC组态软件的自动打料控制系统设计 [J], 张伟;周鹏飞3.基于S7-300PLC的结晶器液位控制系统设计 [J], 缸明义;宁平华;潘小波;唐开元4.基于S7-300PLC的矫直机辊缝控制设计 [J], 周红芳5.基于S7-300PLC的工业炉控制系统设计 [J], 周红芳因版权原因,仅展示原文概要,查看原文内容请购买。
混凝土制品为了在较短时间内得到足够的强度,通常采用一些加速水泥混凝土硬化的方法,如蒸汽养护,使用早强剂等,效率最高的技术是蒸汽养护。
本文设计的两维温度模糊控制器已成功地应用于实际的温度控制系统,且取得良好的控制效果。
蒸汽养护根据实际系统的输入输出的结果数据,参考现场操作人员的运行经验,对PID的三个参数进行在线整定,从而实现对养护池温度的实时、高精度的控制。
混凝土蒸汽养护工艺一般分为静停、升温、恒温、降温四个阶段,为了防止制品因内外温差过大或恒温温度过高而导致混凝土产生裂缝,应严格控制蒸养过程中的升、降温速率及恒温温度。
1模糊参数自整定PID控制器设计混凝土蒸汽养护池温度的控制具有大滞后、大惯性和时变性特点,利用模糊控制思想来设计温度非线性控制系统。
根据实际系统的输入输出结果数据,参考专家和现场操作人员的运行经验,采用模糊推理,降低超调量,提高控制精度,实现对PID参数、和的在线自整定,对系统进行模糊控制,使其具有鲁棒性强、适应性强、控制精度高特点。
取得更直接,更有效的控制效果。
1.1模糊参数自整定PID控制器结构该控制系统主要由参数可调整的PID控制器和模糊调节器两部分组成。
如图1所示。
图1控制系统原理由参数可调节PID来完成对温度系统的控制,模糊调节器实现对PID的3个参数的自动校正。
数字PID控制的位置式算法为:u(n)=Kpe(n)+TSTInj=0Σe(j)+T DTSe(n)-e(n-1ΣΣ)ΣΣ式中:K P为比例系数;u(n)为控制器的输出;e(n)为偏差值;T S为采样周期;T I为积分时间;T D为微分时间。
PID控制模块FB41中,K P、T I、T D分别对应于输入参数GAIN、TI、TD。
1.2模糊参数自整定PID控制器的设计根据系统的要求,用于PID参数自整定的模糊控制器采用二输入三输出的形式,以系统误差e和误差变化△e为输入语言变量,以K P、T I和T D为输出语言变量。
ZE、S、M、B、VB分别表示“零、小、中等、大、很大”,P表示“Positive”,N表示“Negative”。
输入e和△e的模糊集取为邀NB NM NS ZE PS PM PB妖,输出K P、T I和T D的模糊集取为邀ZE S M B VB妖。
e和△e的论域取为邀-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6妖;Kp、T I和T D的论域取为邀0,1,2,3,4,5,6,7,8妖。
考虑到PLC的性能,e、△e、K P、T I和T D的隶属函数均取三角函数形式。
根据上述PID参数的整定原则以及对温度控制过程中现场参数调节的经验,可得模糊控制规则表。
表1模糊控制规则表1中的模糊控制器的可以写成下列条件语句形式,即:if e=Ai and△e=Bi then K P、T I、T D=C i(i=1,2,3……49)其中A i、B i和C i是分别是语言变量x,y,z在其论域X、Y、Z 上的语言变量值,所有规则组合在一起构成了规则库。
设已知模糊控制器的输入模糊量x是A′且y是B′,则根据模糊控制规则进行近似推理,可得出模糊量z(用模糊量C′表示)为:C'=(A′and B′)°R R=49i=1胰R iRi=(Aiand Bi)→Ci运算“and”采用求交(取小)方法;合成运算采用最大-最小方法,蕴含运算采用Mamdani方法。
根据输入量e和△e模糊(下转第84页)应用S7-300PLC实现混凝土养护过程中温度量的模糊控制刘江文戴冠秀顾波(徐州建筑职业技术学院,江苏徐州221116)Temperature Fuzzy Control of Concrete Protects Process Based S7-300PLC摘要养护是混凝土制品生产的一个重要环节,根据养护过程中温度变化过程的专家经验和模糊控制理论为设计依据,应用西门子S7-300PLC控制设备,实现养护过程温度变化过程的合理控制。
对目前高效的蒸汽养护混凝土方式的温度量控制进行了探索与应用,在实践中证实了这种养护方式的良好性能。
关键词:混凝土养护,PLC,温度,模糊控制AbstractIt is an important link that the concrete products to produce to protect,according to protect the process to control the theories as design in expert's experience and faintnesses that the temperature change the process according to,apply Siemens S7-300PLC control equipments,carry out to protect reasonable control that the process temperature changes the process.This paper to currently efficiently of steam protected the temperature quantity control of the concrete method to carry on to investigate and apply,confirmed this kind of outstanding function that protects the way in the fulfillment.Keywords:the concrete protect,PLC,temperature,fuzzycontrol应用S7-300PLC实现混凝土养护过程中温度量的模糊控制60(上接第60页)量化后得到的X i ,Y j 可算出K P 相应得Z l1,对X ,Y 中元素所有组合全部计算出相应的K P 的输出值,可以方便地得到模糊输出K P 的模糊控制查询表。
2应用S7-300PLC 实现蒸汽养护过程中温度量的模糊控制2.1系统组成该温度控制系统控制核心为西门子S7-300PLC 和人机界面TP270-10,外围设备为温度传感器、电动蒸汽阀。
人机界面完成智能化的后台管理、各养护参数的设定及温度控制过程的监视和报警。
CPU 单元为CPU315,模拟量输入模块选用8路*12Bit 的SM331,模拟量输出模块选用4路*12Bit 的SM332。
传感器为铂热电阻Pt100温度变送器,三线制接线,精度较高。
模拟量输出改变其控制电流4~20mA ,实现电动蒸汽阀的开度控制。
2.2S7-300PLC 的组态与编程西门子S7-300PLC 的编程系统STEP7提供了丰富的功能模块,为模糊控制算法的实现提供了方便。
首先进行硬件组态,然后采用PLC 编制软件程序主循环程序模块OB1实现对功能和功能块的调用以及信号和数据的传递。
考虑到养护池内部温度分布得不均匀以及蒸汽扩散对温度传感器传输的数据的滞后影响,养护池温度在较短的时间内基本上无显著变化,循环中断组织块选择时间间隔为2s 的OB31。
功能块FB1为模糊控制器,完成整个模糊控制功能。
与之相对应的背景数据块为DB1,主要存储量化因子及目标温度等参数。
FB1由功能FC1~FC4四个子程序组成。
其中FC1完成e 和△e 的计算;FC2进行模糊化处理;FC3实现模糊控制表的查询功能;FC4完成K P 、T I 和T D 的清晰化处理。
计算结果送到FB4中对应的参数中。
通过FB4,送到模拟量输出模块实现控制作用。
最后由FC4实现控制量、和的清晰化转换,将最终计算结果送到FB4中对应的参数中。
通过FB4,输出控制量送到模拟量输出模块实现控制作用。
此系统在某外资企业徐州铸管有限公司的水冷离心铸造球墨铸管生产线中投入使用,进行球墨铸管水泥内衬72小时的养护。
使用中以一台PLC 控制8个养护池,根据专家提供的球墨铸管水泥内衬养护经验曲线,设定养护过程的时间和温度参数。
历经多个批次球墨铸管的生产,经产品检验证明,这种养护方式制成的球墨铸管的品质得到可靠提升:球墨铸管水泥内衬的水化反应良好,水泥内衬的密实度和弹性模量较高,球墨铸管的抗压强度、抗冻性能、抗渗透性能较好,相对含水率较低。
同时,此控制系统将铸管水泥内衬的养护时间由传统的7天减少为3天,缩短了产品的生产周期。
3结束语本设计通过西门子S7-300PLC 对实际测量温度和与设定温度的温度偏差进行模糊化处理,利用专家知识经验建立的两维温度量模糊控制规则进行处理,然后对输出量值反模糊化,进一步实现高温蒸汽阀开闭量的控制。
应用实践证明:对于温度控制的大时滞、大惯性、难以建立精确数学模型的特点,进行模糊控制,具有良好的控制精度和可靠性能,对混凝土蒸汽养护过程的温度量实施模糊控制,提高和优化了混凝土制品的产品品质,保证了产品的稳定性,提高了生产效率,企业因此也取得了良好的经济效益。
参考文献[1]廉小亲.模糊控制技术[M ].北京:中国电力出版社,2003[2]王立新.模糊系统与模糊控制[M ].北京:清华大学出版社,2003[3]岳剑锋.FUZZY-PI 控制器在水温控制系统中的应用[J ].天津工业大学学报,2006,25(2):65-67[收稿日期:2008.9.16]图2程序流程图50V ;③最高采样率200MHz ;④最大存储率64K×32Bit ;⑤输入信号频率范围0~40MHz 。
基于当前的示波器版本,有如下几个改进方向:①可以利用ARM 处理器实现对输入信号的自动显示适配功能,就是TEK 示波器上的“auto set ”功能;②使用Cyclone 系列FPGA 可以实现对输入信号的频域处理,从而可以在PC 上显示频谱;③实现逻辑分析仪功能。
5结束语我国目前高档示波器主要依赖进口,这些仪器加工工艺复杂,对制造水平要求很高,生产突破面临较大困难。
而本文提出的基于ARM 的智能高采样率虚拟数字存储示波器仅适用必要的数据采集硬件即可完成对高频信号的直观显示,而且性能优异,因而具有很高的性价比。
而且,通过板卡上的高性能可编程逻辑器件以及ARM 处理器可以实现一些先进的数字信号处理算法,实现传统示波器所不具备的功能。
另外,虚拟仪器主机端以及板卡端的软件可以很方便的升级,以增加示波器的额外功能。
可以看出,虚拟数字存储示波器在我国示波器市场具有广阔的发展前景。
参考文献[1]卢希飞,徐大专.高采样率虚拟数字存储示波器的研制[C ]∥.第十八届南京地区高校研究生论文集,2003[2]Samsung Corp.User's Manual S3C2410A[EB /OL].www.sam-sung.com[收稿日期:2008.8.7]图5示波器主机端软件运行后的界面∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥∥基于ARM 的智能高速虚拟数字存储示波器的研制84。