注射模典型结构
- 格式:ppt
- 大小:4.07 MB
- 文档页数:44
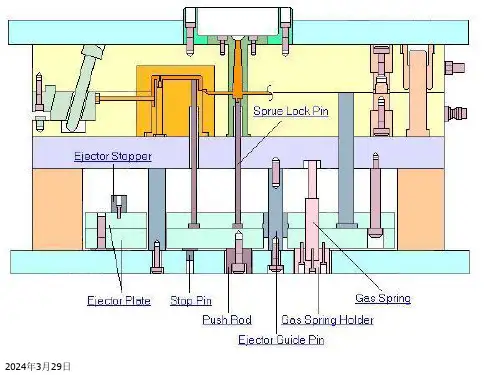
注射模具典型结构一单分型面注射模具单分型面注射模又称二板式注射模,它是注射模中最简单、最基本的一种结构形式,对成型塑件的适应性很强,因而应用十分广泛。
这种模具只有动、定模之间的一个分型面,其典型结构如图4-1所示。
根据具体塑件的实际要求,单分型面注射模既可以设计成单型腔注射模,也可以设计成多型腔注射模,也可增添其它的部件(如嵌件、螺纹型芯或活动型芯等)。
因此,在这种基本结构形式的基础上,可演变出其它各种复杂结构。
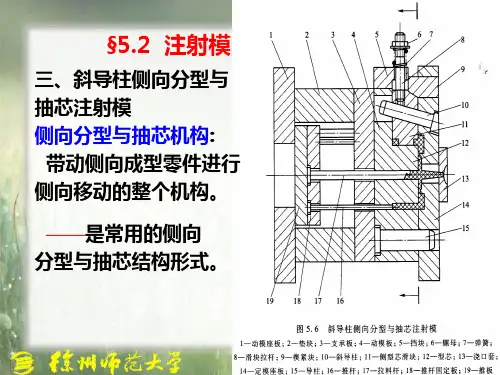
1. 工作原理合模时,在导柱8和导套9的导向定位下,动、定模闭合。
型腔由定模板2上的凹模与固定在动模板1上凸模组成,并由注射机合模系统提供的锁模力锁紧。
注射时,塑料熔体经定模上的浇注系统进入型腔,待熔料充满型腔并经过保压、补缩和冷却定型后开模。
开模时,注射机合模系统带动动模部分后退,模具从动、定模分型面处分开,塑件包在凸模7上随动模一起后退,同时,拉料杆15将浇注系统的主流道凝料从浇口套中拉出。
当动模移动一定距离后,注射机的顶杆21接触推板13,推出结构开始动作,推杆18和拉料杆15分别将塑件及浇注系统凝料从凸模7和冷料穴中推出,塑件与浇注系统凝料一起从模具中落下,完成一次注射过程。
合模时,推出机构靠复位杆复位并准备下一次注射。
2. 设计注意事项(1)分流道位置的选择分流道开设在分型面,既可单独开设在动模一侧或定模一侧,也可开设在动、定模分型面的两侧,应视塑件的具体形状而定。
(2)塑件的留模方式由于注射机的推出机构一般设置在动模一侧,所以应尽量使塑件在分型后留在动模一边,以便于推出。
因此,在设计时要考虑塑件对凸模或型芯的包紧力,一般将包紧力大的凸模或型芯设置在动模一侧,将包紧力小的凸模或型芯设置在定模一侧。
(3)拉料杆的设置为了将浇注系统主流道凝料在分型时从模具浇口套中拉出,避免下次成型时堵塞流道,动模一侧必须设有拉料杆。
(4)导柱的设置合模导柱既可设置在动模一侧,也可设置在定模一侧,要据模具结构的具体情况而定,通常是设置在型芯凸出分型面最长的那一侧,但标准模架的导柱一般都设置在动模一侧。
注射模的典型结构与分类1 . 1 注射模的典型结构注射模的基本结构是由动模和定模两大部分组成。
动模安装在注射机的移动模板上,定模安装在注射机的固定模板上。
注射时,动模与定模闭合构成型腔和浇注系统,开模时,动模与定模分离,通过脱模机构推出塑件。
根据模具中各个部件的作用,注射模具可以细分为以下几个部分。
( l )成型部分。
直接成型塑件的部分通常由凸模(成型塑件内表面)、凹模(成型塑件外表面)、型芯或成型杆、镶块,以及螺纹型芯和螺纹型环等组成。
( 2 )浇注系统.是指将塑料熔体由注射机喷嘴引向闭合型腔的流动流道.通常,浇注系统由主流道、分流道、浇口和冷料井组成。
( 3 )导向机构。
导向机构保证合模时动模和定模准确对合,以保证塑件的形状和尺寸精度,避免模具中其他零件(经常是凸模)发生碰撞和干涉。
导向机构分为导柱导向机构和锥面定位导向机构。
对于深腔、薄壁、精度要求较高的塑件,除了导柱导向外,经常还采用内外锥面定位导向机构。
在大中型注射模具的脱模机构中,为了保证在脱模过程脱模装置不因为变形歪斜而影响脱模,经常设置导向零件。
( 4 )脱模机构。
是指开模时将塑件和浇注系统凝料从模具中推出,实现脱禅的装置,常用的脱模机构有推杆、推管和推件板等。
( 5 )侧向分型抽芯机构。
带有内外侧孔、侧凹或侧凸的塑件,需要有侧向型芯或侧向成型块来成型,在开模推出塑件之前,模具必须先进行侧向分型,抽出侧向型芯或脱开侧向成型块,塑件才能顺利脱模。
负责完成上述功能的机构,称为侧向分型抽芯机构。
( 6 )温度调节系统。
为了满足注射成型工艺对模具温度的要求,模具一般设有冷却和加热系统。
冷却系统一般在模具内开设冷却水道,外部用橡皮软管连接。
加热装置则在模具内或模具四周设置电热元件、热水(油)或蒸汽等具有加热结构的板件。
模具中是开设冷却还是加热装置,需要根据塑料种类和成型工艺来确定。
( 7 )排气系统.注射充模时,为了塑料熔体的顺利进人,需要将型腔内的原有空气和注射成型过程中塑料本身挥发出来的气体排出模外,常在模具分型面处开设几条排气槽。
习题三注射模典型结构与注射机一、填空题1.注射模主要是由和两大部分组成,开模时塑件一般保留在侧。
2.与单分型面注射模具比较,双分型面注射模在定模部分增加了一块可以局部移动的,其位于两个分型面之间,所以双分型面注射模也叫三板式注射模。
3.塑料注射成型模具一般由等几大部分组成。
4.主流道一般位于模具,它与注射机的重合。
5.普通浇注系统一般由、、和冷料穴等四部分组成。
6.注射机按塑料在料筒里的塑化方式可分为和两大类。
7.注射装置与锁模机构的轴线呈一直线水平排列的注射机是。
8.注射装置与锁模机构的轴线呈一直线垂直排列的注射机是。
9.在注射机型号XS-ZY-250中,XS表示,Z表示,Y表示,125表示。
10.通常注射机的实际注射量控制在注射机最大注射量的范围是。
11.注射机的锁模力必须大于型腔内熔体压力与塑件及浇注系统在的乘积。
12.按注射机的额定塑化速率确定型腔数量时采用的关系式是。
13.按注射机的额定锁模力确定型腔数量时采用的关系式是。
14.最大注射量是,柱塞式注射机最大注射量的表示方法是,螺杆式注射机最大注射量的表示方法是。
15.注射机采用液压机械联合作用的锁模机构,其最大开模行程与模厚,是由连杆机构的决定的。
16.注射模中定位圈的作用是。
17.斜导柱侧向分型抽芯机构注射模中,楔紧块的倾斜角与斜导柱的倾斜角的关系是。
18.斜导柱侧向分型抽芯机构注射模中,楔紧块的作用是。
二、选择题1.单分型面注射模最典型的特征是()A.只有一个分型面B.采用点浇口C.没有侧向分型抽芯机构D.没有推出机构1.卧式注射机注射系统与合模系统的轴线布置方式是()A.都水平B.注射系统水平,合模锁模系统垂直C.都垂直D.注射系统垂直,合模锁模系统水平2.注射机型号:XS-ZY-125中,“125”代表()A.最大注射压力B.锁模力C.最大注射量D.料筒温度3.生产某塑件,采用1模8腔,单个塑件重量为20g,浇注系统冷凝料重量为30g,请问选择下列注射量合适的注射机是()A.125g B.200g C.300g D.100g4.注射模主流道始端的球面半径r与注射机喷嘴球面半径R的关系是()A.r<R B.r=R C.r>R D.无要求5.当注射机采用液压和机械联合作用的锁模机构时,单分型面注射模的开模行程为()A.S≥H1+H2+(5~10) B.S≥H1+H2+a+(5~10)C.S≥Hm+H1+H2+(5~10) D.S≥Hm+H2+a+(5~10)6.在双分型面注射模中,两个分型面之间的模具模板零件是()A.中间板B.动模板C.浇口套D.推件板7.双分型面注射模中,首先打开的分型面的打开距离的要求是()A.大于浇注系统冷凝料在开合模方向的投影距离B.大于塑件的长度C.大于主流道的长度D.等于分流道的长度8.以下是从单分型面工作时节选的一些动作,请问哪个顺序符合单分型面注射模动作过程()A.模具闭合、锁紧——注射——开模——拉出冷凝料——推出塑件和冷凝料B.注射——模具闭合、锁紧——拉出冷凝料——推出塑件和冷凝料——开模C.模具闭合、锁紧——注射——开模——推出塑件和冷凝料——拉出冷凝料D.开模——模具闭合、锁紧——注射——拉出冷凝料——推出塑件和冷凝料9.双分型面开模工作过程正确的是()A.开模——取冷凝料分型面打开——拉出冷凝料——取塑件分型面打开、冷凝料与塑件分离——取冷凝料——推出塑件B.开模——取塑件分型面打开、冷凝料与塑件分离——取冷凝料分型面打开——拉出冷凝料——取冷凝料——推出塑件C.开模——取冷凝料分型面打开——取塑件分型面打开、冷凝料与塑件分离——拉出冷凝料——取冷凝料——推出塑件D.开模——取冷凝料——推出塑件——取冷凝料分型面打开——拉出冷凝料——取塑件分型面打开、冷凝料与塑件分离10.注射模中主流道小端的直径d与注射机喷嘴孔径D的关系是()A.d>D B.d<D C.d=D D.无要求11.“Z”字形拉料杆应固定在()A.推杆固定板上B.型芯固定板上C.定模板上D.中间板上12.立式注射机注射系统和开合模系统的布置是()A.都水平B.都垂直C.注射系统水平,开合模系统垂直D.注射系统垂直,开合模系统水平三、判断题1.双分型面注射模不适于成型大型塑件或流动性差的塑料。