制程检验控制程序
- 格式:doc
- 大小:58.96 KB
- 文档页数:7


制程检验程序(ISO9001:2015)1.0目的为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。
不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。
2.0范围适用于本公司生产制程品质检验控制。
3.0定义3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。
3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。
4.0权责4.1品质部4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。
4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。
4.2项目部4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。
4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。
4.3生产部4.3.1负责首件的制作与送样确认;全检工位的人员配置。
4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。
4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。
5.0程序5.1生产,检验前作业准备5.1.1生产部5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。
5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对应的SOP,作业人员对作业方法,产品品质是否清楚了解。

制程检验控制程序制程检验控制程序范本2017一般企业进行体系认证,先组织内审员对自己的企业进行审核,以确定体系运行是否有效,对审核中发现的不合格、薄弱环节进行整改,再由认证机构派出审核组对企业进行审核,从而获得认证资格。
店铺下面为大家整理关于制程检验控制程序的范本,欢迎阅读参考:一、目的:及时检验发现制程中品质问题及存在的品质隐患,并提出改善加以预防,以确保生产制程顺畅,产品符合客户标准之要求。
二、范围:本公司各段制程之产品检验均属之。
三、权责:3.1.作业员:完成制程中之自检作业。
作业要领: 目视、手感、检具、实配检测。
3.2.品保员:完成生产制程中的首件确认及制程巡回检验并记录,发现异常时及时上报并协助解决。
3.3.品质工程师:负责制定制程中之检验规范, 核查辅导品保之工作,分析制程中的异常问题并要求相关部门进行改善,处理现场突发的品质异常问题并上报上级主管。
3.4.品管课长:督导品质工程师、品管组长、品保员完成各自相关的工作;及时纠正工作中的错误作业;处理上报的品质异常问题。
3.5.品保部主任:处理品保、品管组长上报的品质异常问题。
四、作业内容4.1.首件检验和记录4.1.1.首检确认时:a.批量生产时;b.模具、夹具、机台故障修复时。
4.1.2.生产现场作业员开机生产时,应首先依作业指导书(SOP)自主检验产品质量是否异常,无异常主动将首件品交品保员确认。
4.1.3.品保员应根据<<检验标准(SIP)>>对制程中的'各类产品进行首件检验确认,首件检验合格方可准予生产。
4.1.4.首件检验内容依照<<检验标准(SIP)>>所确定之内容执行,确保生产产品的品质正常,同时品保员应将检验结果记录于"首件检验记录表"上。
4.2.制程检验和记录4.2.1.制程中作业员依作业指导书(SOP)确定自主检验项目,按时完成自主检验,确保制程品质正常,无不良品流入后工序。

1、目的规范制程产品的测量与监控作业,以期确保制程中产品符合规定的要求。
2、适用范围本公司制程中产品(半成品、成品)的测量与监控均适用。
3、定义首件:指开机或开线、换线时生产的前五台产品。
4、职责4.1、生产部负责首件制做及制程异常之改善,执行纠正、预防措施及首件确认。
4.2、生产部负责由LQC执行生产线产品全检。
4.3、工程部负责制程异常的分析、确定责任部门、提出纠正预防措施。
4.4、品保部负责制订《检验标准》、《质量计划》,并且负责制程中各类检验的实施、判定、标识与记录。
5、工作程序5.1、流程图(见附页一)5.2、流程说明5.2.1、检验的实施(1)首件检验每日生产部所生产的产品,凡于开机或开线换线的前五台(啤机为前五啤产品),均需由生产部填写《IPQC首件检查报告》之品名、数量、规格、订单号码等内容后将《IPQC首件检查报告》与首件产品交由品保部的IPQC(制程中检验)进行检验,品保部IPQC应判定是合格/不合格,同时由IPQC将首件报告交品保部负责人判定是否可量产,如首件判定为不可量产,则按不合格品控制程序处理。
(2)员工的互检与自检a生产线作业员在接到前工序的产品时,应对前工序作业之产品进行检查。
b 如检查合格,生产线的作业员严格按照《作业指导书》进行作业,同时按照检查标准的内容进行自检。
c 如检查不合格,则标识清楚,并反馈至前工序作业员或拉长进行管控。
(3)巡检a检查的依据为品保部之IPQC于生产在线进行巡拉检验,检验的依据为生产部的《作业指导书》、《质量计划》样板安全操作、5S方面、《检验标准》等等。
b检查的频率巡检的频率为:一般每一小时巡检各机台与流水线一次。
c巡检数量与判定的标准《依质量计划进行》。
d巡检的结果应该记录于[IPQC巡检记录表]中。
(4)巡检异常的处置a巡检过程中发现的不良,应立即知会生产部相应的管理人员,同时并按《不合格品控制程序处理》。
b 巡检过程中发现的不良,其功能不良超2%,综合不良超5%时,IPQC应立即发出《纠正预防行动书》交工程部分析。
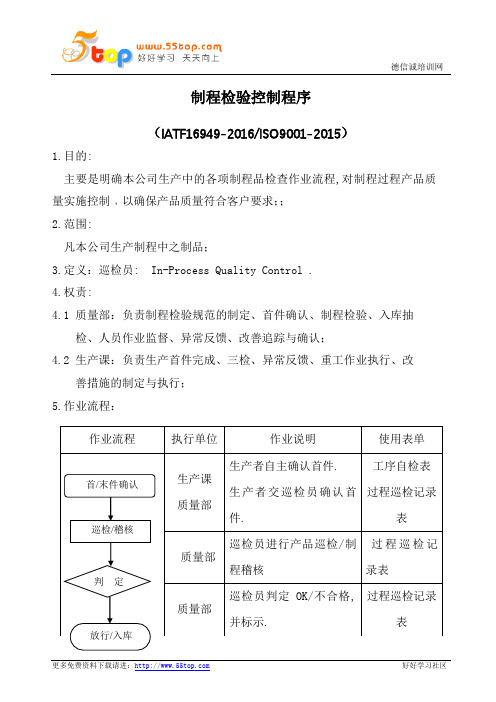
制程检验控制程序(IATF16949-2016/ISO9001-2015)1.目的:主要是明确本公司生产中的各项制程品检查作业流程,对制程过程产品质量实施控制﹐以确保产品质量符合客户要求;;2.范围:凡本公司生产制程中之制品;3.定义:巡检员: In-Process Quality Control .4.权责:4.1质量部:负责制程检验规范的制定、首件确认、制程检验、入库抽检、人员作业监督、异常反馈、改善追踪与确认;4.2生产课:负责生产首件完成、三检、异常反馈、重工作业执行、改善措施的制定与执行;5.作业流程:6.作业内容:6.1检验准备:6.1.1人员资质要求:从事品质检验人员,需经过相关培训,对本职工作,职能及技能熟悉后方可上岗;6.1.2产品检验要求:在对产品检验前,需有相关检验标准(SIP),样品等以作参考;6.2首件确认:6.2.1首件制定时机:开机、工制程变更、修模、调机、更换治/模具、重新生产须制定首件;6.2.2首件确认时机:备注:除以上外,另包括停电后来电再重新开机生产时也要做首件;6.2.3首件确认:6.2.3.1在对首件确认前,生产单位先作自主检验与确认,确认OK后,然后再交与巡检员(巡检员进行确认,巡检员应在1H内,依照对应产品工艺、SIP等,对首件进行材料、外观、结构、尺寸、性能进行检验,并给出确认之结果;当有异常时,联络生产改善,当无法确认或判定时,联络到相关质量改善工程进行确认;6.2.3.2首件确认OK,应立即通知生产人员生产;6.2.3.3首件确认不合格,生产单位应连续调机改善直至产品达到规定要求,再由巡检员人员确认OK方可开机生产;当生产单位短时间不能解决时,巡检员须于10分钟内开出<制程质量异常处理单>交质量工程师确认处理;6.2.3.4首件须在机台正常生产后连续检验2件,并全数移交质量单位进行尺寸及相关测试,巡检员依据SIP及客签样板进行确认合格后,并记录在〈过程巡检记录表〉内并保存,保存时须对样品标识清楚并具备可追溯;6.2.3.5首件相关测试要求:外观、结构、尺寸检验不得损坏产品;性能、材料等破坏性试验须选取当班生产外观缺陷之产品进行;6.2.4首件使用/保管:6.2.4.1 巡检员在首件签核完毕后,应把首件置于生产现场,以便现场生产时参考使用;生产单位人员,应保管好首件,以防损坏;6.2.4.2首件保存期限为一个月,如客户有特别要求时,依客户要求执行;6.3制程巡检/稽核:6.3.1巡检与稽核依据:产品巡检验依照相关之SIP、图面、BOM、样品等;制程稽核依照相关之SOP、体系文件、过程巡检记录表、机台条件检查表等;6.3.2巡检与稽核:6.3.2.1 生产单位开始正式生产前,巡检员人员须协助生产单位进行4M1E(人、机、料、法、环境)查核确认,发现问题要求产线立即整改,整改OK方可正式生产,异常状况记录于<过程巡检记录表>中;6.3.2.2巡检员(巡检员)人员直接依据产品对应之SIP上的巡检频率对制程产品的外观、特性、进行抽验;外观检验按照C=0,AQL0.65%品质水准进行检验(若客户有特别要求时按客户要求的品质水准进行),并将所有外观的巡检结果记录在<过程巡检记录表>,尺寸、特性检验每次二个产品,尺寸记录在<过程巡检记录表>,(另抽检频率如客户有特别要求,依客户要求执行;)6.3.2.3 巡检员人员根据SIP及首件标准,对生产产品实施入库抽验,OK的产品于外箱制标示单下方盖上““合格””章;确认不合格的产品,贴上红色“不合格”标签隔离放置;同时开出<制程质量异常处理单>。
1.0目的:規範制程檢驗作業﹐確保各工位及物料各階段均處於受控﹑有序的狀態.保證所有生産過程中都通過規定的檢驗後才進入下一工序﹒2.0範圍:從原材料上線到成品包裝均適用﹒3.0定義:(無)4.0職責:4.1生産部:負責自檢工作﹐並同品質部一起做好首件檢查﹒4.2品質部:負責首檢﹐巡檢﹐控制點的檢查﹐半成品的檢驗5.0程序:5.1 IPQC生产前準備和查核5.1.1核對所有生産用物料必須經過IQC檢驗﹐且有放行標識﹐否則不能上線使用﹒5.1.2收到生產部《轉拉通知單》/《轉模通知單》後,IPQC准備相關的檢查資料如:《檢查指導書》.5.1.3檢查啤機工作臺/生產線各工位/絲印工位須有相應的工艺参数表或作业批导书。
5.1.4檢查生產線上使用的儀器﹑設備﹑工裝夾具必须在正常的使用状态,检测仪器和设备在有效的校验标识内。
5.1.5 准备相应的样板、色板和相应的检验需求资料(如:HCF重量表、BOM表等)和查阅相关的生产资料信息(啤货通知单、生产排期表等)。
5.2首件檢查5.2.1 在以下情况下需要做首件检查:5.2.1.1 注塑部IPQC:在剛開機.修模後.換料.停機再生産等情況生産的第一啤産品要進行首檢.5.2.1.2包装部IPQC: 在每次開機後所生産的第一個完整的成品或半成品要進行首檢.5.2.1.3絲印部IPQC:在每次生産前每個不同的工序進行首檢.5.2.2 IPQC依據《檢查指導書》﹑《成品檢驗規範》﹑《工程圖紙》﹑試裝品和相關樣板﹐對外觀﹑尺寸﹑功能﹑信賴性試驗等全方面檢驗﹐將結果記錄於《首件檢查報告》﹒合格由品管組長以上人員簽首件樣品;不合格﹐通知生産改善直至OK﹒5.3巡檢5.3.1檢查頻率:1次/2小時;5.3.2巡檢標準:《檢查指導書》/《成品檢驗規範》﹑《工程圖紙》﹑試裝品和相關樣板;5.3.3抽樣數:A.包装部每檢查點工位每次抽檢13PCS﹐B.注塑每台機IPQC抽檢数量规定如下 (其包括不同模號産品);特别说明:对于大机房之注塑产品抽检数量不低于13PCS,小机房产品之注塑产品数量不低于32PCS.絲印部工序每次抽檢13PCS﹒D.检验判定根据GB2828 GII抽样检验标准执行合格与否判定。
制程控制检验程序1.目的本检验程序的目的是验证制程控制参数是否符合预定的要求,并及时发现潜在的质量问题,以便采取相应的纠正措施。
通过执行该程序,可以评估制程是否稳定、可靠,并且能够生产出符合规格要求的产品。
2.检验过程2.1 制程控制参数收集首先,需要明确制程控制参数的定义和要求,包括温度、压力、速度等关键参数。
然后,建立一个数据收集系统,将制程控制参数的数值记录下来,并确保数据的准确性和完整性。
2.2 数据分析和统计收集到的制程控制参数数据可以通过统计和分析来获得有价值的信息。
可以使用一些统计方法,如均值、标准差、极差等,来评估制程参数是否稳定,并与预定的要求进行比较。
2.3 制程异常的处理如果数据分析结果显示制程参数存在异常或偏离预定要求,需要及时采取纠正措施。
可以通过排除潜在的原因、重新调整设备或改变工艺流程等手段来修正制程异常,并持续监测、收集数据以确保制程恢复到稳定状态。
2.4 确认制程控制效果在采取纠正措施后,需要再次执行数据收集和分析步骤,以确认制程参数是否恢复到预定的要求。
通过持续的监测和检验,可以确保制程控制的效果,并及时识别和解决问题。
3.文档控制及更新3.1 文档编制本检验程序的编制应遵循公司内部的文档控制要求,确保文档的准确性、完整性和一致性。
编制人应负责撰写、审核和批准该程序,确保其符合相关质量管理体系和标准要求。
3.2 文档更新随着制程和技术的发展,本检验程序可能需要进行更新和修订。
任何更新和修订应立即记录,并通知相关人员。
更新后的版本需要重新进行审核和批准,以确保文档的有效性和适用性。
4.结论制程控制检验程序是确保产品质量的关键步骤之一。
通过执行该程序,可以评估制程的稳定性和合规性,并及时识别和解决制程异常。
本文档提供了一个简单且可依赖的制程控制检验程序,供参考和执行。
在实际应用中,应根据实际情况进行调整和优化,确保其适用性和有效性。
家富卫生用品有限公司制程检验控制程序文件编号: JF-Q P-11文件版本: A. 0编写:审核:批准:生效日期: 2014年03月06日制程检验控制程序1、目的:为了对工序各检验环节进行控制,保证优良的品质,公司制订从来料到交付各个阶段的检验,试验控制程序,不良品不进入下一道工序,不合格品不出厂。
2、适用范围:公司所有生产工序检验。
3、职责:3.1 QC主管/经理负责建立从原材料/配件入厂到成品出货的一整套质量检验,试验程序,规格及QC作业指导书。
3.2各部门主管经理负责协助QC人员的检验工作3.3 QC人员按产品检验规格书,重点岗位品质检验标准,检查配件/成品负责标识。
4、定义:4.1首件产品----是指新产品在刚投入批量生产时,工艺参数或结构变化后,或经过停产,改变设计再重新生产出来的首件成品。
4.2 自检----有关生产工场操作者在生产过程中对配件或成品进行自我检查。
自检不作收货标准。
4.3 全检----在生产线适当之工位设置,专门负责全检配件,半成品或成品的装配部检查员,全检检验员不负责修理责任。
4.4 巡检----生产工序中,品质部相关人员定时到各工序按要求进行检捡行动。
此工序不包括收货检验。
4.5 收货验查----啤件由品质部QC进行收货的抽样检查,QC进行抽检后收货,品质部IPQC按规定时间在生产的产品为单位对装配线生产出的半成品或成品进行抽查收货。
4、培训:所有QC检查员必须经过培训合格,持证上岗。
5、程序:5.1首件产品检验和试验5.1.1在每道工序正式投产前,生产部门交付首件样品给IPQC确认,IPQC跟据检验标准核对首件,如:颜色、用料、重量、尺寸、外观、结构功能等是否符合要求,填写《首件检验报告》;如与实样,IPQC签首件给生产部并通知生产部正式投产.5.1.2在新产品笫一次投产或老产品改过结构后,测试员必须在生产之前进行全面检验和测试。
5.1.3不合格测试报告送交工程部或相关部门。
一、总则1. 目的本程序明确规定了生产过程的质量检验、控制和测试要求,以保证企业产品质量。
2. 合用范围本程序使用于产品生产过程中的检验和测试活动。
3. 制程检验职责规定(1) 生产线各工位质检员负责产品在制程中的外观检查及性能测试。
(2) 质量管理部制程检验员、成品检验员负责制程产品首检、巡检及抽检活动。
(3) 生产部负责及时对检验中发现的不合格品进行处理。
二、制程检验流程图三、制程检验作业程序1. 制程检验准备(1) 每一辈子产指令进入生产环节时,生产厂长、技术部长协助质量控制专员参考产品生产流程制定《QC 日程表》,规定制程品质检验点、检查项目及检验项目及检查方法,作为制程质量检测的操作依据。
(2) 技术部长、质量控制专员分别为每一型号制定相应的测试及检验指引,规定产品检测内容及接收、拒收标准,作为供质检员及制程、成品检验作业的依据。
2. 制程检验实施(1) 首件检验实施与质量控制①按照《QC 日程表》中规定实施首件检验的工序,各生产线应于每次生产开始前或者生产中换料、更换机种及模具、设备后实施首件检验。
② 首验合格时,质量控制专员第一时间将首检报告交给生产线,通知产品可以批量生产;首检不合格时,质控专员通知生产线不合格现象并要求再次做样检查。
若仍不合格则应通知生产厂长跟进,必要时建议停产直至问题解决后方可批量生产。
(2) 制程自主检验与质量控制① 批量生产时,各工序岗位员工随时对自己及上道工序作业状态进行自检和互检,以确保不使不良品、不生产不良品、不流出不良品。
② 生产主管对作业员自检发现不良确认后,及时要求相关部门采取措施。
如情况较严重且短期内无法改善时,应起草《停产申请》,具体依照《停产控制程序》处理。
(3) 制程巡回检验与质量控制①质控专员依《QC 日程表》中规定的检查频率及巡检路线,对各项制程物料、重要工艺参数及人员作业状况进行巡检,并将巡检结果记录于《QC 巡检清单》中。
② 巡检人员发现生产过程有不合格现象时,应及时通知生产主管改善并跟进改善效果。