常用钢材的热处理及机械性能表
- 格式:pdf
- 大小:1.61 MB
- 文档页数:10
常用钢的临界温度热加工及热处理工艺参数首先,临界温度是指材料在该温度下发生相变或发生重要晶体结构变化的温度。
在钢材的热加工和热处理过程中,临界温度起着至关重要的作用。
下面将以常见的碳素钢和合金钢为例,介绍它们的临界温度和热加工及热处理工艺参数。
1.碳素钢的临界温度:碳素钢是指含有较高碳含量的钢材,一般在0.15%到2.11%之间。
碳素钢的临界温度主要包括下列几个参数:1.1.直接下火山口温度:碳素钢加热到这个温度以上,组织将开始发生变形,晶界迁移,且硬度急剧下降。
具体数值根据碳含量和其他元素的影响而变化。
1.2.固溶温度:碳素钢加热到这个温度,固溶体内部的碳原子将溶解到铁中,并发生扩散。
固溶温度也叫做临界温度。
1.3.亚临界温度:碳素钢在这个温度区间内进行加热处理,可使残余应力消失,晶体再结晶,有利于提高材料的塑性和强度。
2.合金钢的临界温度:合金钢是指在碳素钢中加入其他合金元素(如铬、钼、镍等)以改变其性能的钢材。
合金钢的临界温度的参数与碳素钢类似,但因合金元素的加入而发生变化。
2.1.直接下火山口温度:合金钢由于合金元素的加入,可以提高材料的热稳定性,使得直接下火山口温度相对于碳素钢有所提高。
2.2.固溶温度:合金元素的加入会降低固溶温度,使得合金钢在较低温度下就可以发生固溶处理。
2.3.亚临界温度:合金钢的亚临界温度与碳素钢类似,但由于合金元素的不同,其变化规律也有所不同。
除了临界温度,钢材的热加工和热处理还需要考虑其他工艺参数,如加热速度、保温时间等。
加热速度越快,材料的晶粒大小越小,但同时会增加能量消耗和设备要求。
保温时间根据材料的要求和工艺的不同,可以在几分钟到几小时之间。
总结起来,常用钢的临界温度热加工及热处理工艺参数是根据具体材料的组织和性能要求来确定的。
这些参数的选择对于保证材料的质量、性能和使用寿命都是非常重要的。
因此,在钢材的热加工和热处理过程中,需要根据具体情况进行合理的选择和设计,以获得最佳的工艺效果。
调质处理调质处理淬火+高温回火=调质,调质是淬火加高温回火的双重热处理,其目的是使工件具有良好的综合机械性能。
钢的热处理工艺包括退火、正火、淬火、回火和表面热处理等方法。
其中回火又包括调质处理和时效处理。
钢的回火:按照所希望的机械性能将已经淬火的钢重新加热到(350℃~650℃)一定温度之间进行,碳是以细均分布的渗碳体形式析出。
随着回火温度的增加,碳化物的颗粒就增大,屈服点和拉伸强度就下降,降低硬度和脆性,延伸率和收缩率就升高。
其目的是消除淬火产生的内应力,以取得预期的力学性能。
回火分高温回火、中温回火和低温回火三类。
解释调质处理:淬火后高温回火的热处理方法称为调质处理。
高温回火是指在500-650℃之间进行回火。
调质可以使钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。
调质处理后得到回火索氏体。
回火索氏体(tempered sorbite)是马氏体于回火时形成的,在在光学金相显微镜下放大500~600倍以上才能分辨出来,其为铁素体基体内分布着碳化物(包括渗碳体)球粒的复合组织。
它也是马氏体的一种回火组织,是铁素体与粒状碳化物的混合物。
此时的铁素体已基本无碳的过饱和度,碳化物也为稳定型碳化物。
常温下是一种平衡组织。
时效处理:为了消除精密量具或模具、零件在长期使用中尺寸、形状发生变化,常在低温回火后(低温回火温度150-250℃)精加工前,把工件重新加热到100-150℃,保持5-20小时,这种为稳定精密制件质量的处理,称为时效。
对在低温或动载荷条件下的钢材构件进行时效处理,以消除残余应力,稳定钢材组织和尺寸,尤为重要。
分类调质钢有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格。
如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足。
为使调质件得到好的综合性能,一般含碳量控制在0.30~0.50%。
调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。
常⽤钢材热处理参数热处理⼯艺规程B/Z61.012-95(⼯艺参数)⽬录1.主题内容与适⽤范围 (1)2.常⽤钢淬⽕、回⽕温度 (1)2.1要求综合性能的钢种 (1)2.2要求淬硬的钢种 (4)2.3要求渗碳的钢种 (6)2.4⼏点说明 (6)3.常⽤钢正⽕、回⽕及退⽕温度 (7)3.1要求综合性能的钢种 (7)3.2其它钢种 (8)3.3⼏点说明 (8)4.常⽤钢去应⼒温度 (10)5.各种热处理⼯序加热、冷却范围 (12)5.1淬⽕……………………………………………………………………………………………1 2 5.2 正⽕及退⽕ (14)5.3回⽕、时效及去应⼒ (15)5.4⼯艺规范的⼏点说明 (16)6.化学热处理⼯艺规范 (17)6.1氮化 (17)6.2渗碳 (20)7.锻模热处理⼯艺规范 (22)7.1锻模及胎模 (22)7.2切边模 (24)7.3锻模热处理注意事项 (25)8.有⾊⾦属热处理⼯艺规范 (26)8.1铝合⾦的热处理 (26)8.2铜及铜合⾦ (26)9.⼏种钢锻后防⽩点⼯艺规范 (27)9.1第Ⅰ组钢 (27)9.2第Ⅱ组钢 (28)热处理⼯艺规程(⼯艺参数)1.主题内容与适⽤范围本标准为“热处理⼯艺规程”(⼯艺参数),它主要以企业标准《⾦属材料技术条件》B/HJ-93年版所涉及的⾦属材料和技术要求为依据(不包括⾼温合⾦),并收集了我公司⽣产常⽤的⼯具、模具及⼯艺装备⽤的⾦属材料。
本标准适⽤于汽轮机、燃⽓轮机产品零件的热处理⽣产。
2.常⽤钢淬⽕、回⽕温度2.1 要求综合性能的钢种:表1技术要求材料牌号强度σs硬度HB(d10)淬⽕温度(℃)冷却介质有效⾯积(mm)淬⽕后硬度(d10)回⽕温度(℃)回⽕后硬度(d10)45 440197~229(4.30~4.00)820~840 ⽔≤80 540~560 4.00~4.20≤35 2.7~3.0 580~60036~70 3.1~3.4 570~580390192~223(4.35~4.05)71~160 3.4~3.6 560~5704.00~4.10≤35 2.7~3.0 570~58036~70 3.1~3.4 560~570490217~255(4.10~3.80)71~120 3.4~3.6 550~5603.80~3.90油≤40 2.7~3.0 560~570590241~277(3.90~3.65)⽔油 41~60 2.5~3.0 590~620 3.65~3.80油≤30 2.7~3.0 550~56040CrA685269~302(3.50~3.70)840~860⽔油31~40 2.6~3.0 570~6003.50~3.60≤40 3.0~3.2 590~61041~70 3.25~3.4 570~590490217~255(3.80~4.10)71~120 3.45~3.6 550~5703.80~4.00油≤40 3.0~3.2 560~58035CrMoA241~277(3.90~3.65)850~870⽔油41~70 2.6~3.0 580~610 3.65~3.80*40CrNiMoA 690255~293(3.80~3.55)840~860 油≤80 2.7~3.1 580~600 3.65~3.80 590241~277(3.90~3.65)≤300 670~690*30Cr1Mo1V690255~285(3.80~3.57)950~970 油≤250 660~680690255~293(3.80~3.55)1030~1050油≤190 700~72020Cr1Mo1VTiB*732.6~3.0 640~660油≤1003.1~3.4 630~6402.6~3.0 650~670590241~277 (3.90~3.65)⽔油101~1603.1~3.2 630~650 3.65~3.902.6~3.0 630~650油 ≤503.1~3.3 610~630277~302 (3.65~3.50)⽔油51~1003.0~3.2 620~6403.50~3.65油 ≤40 2.7~3.2 610~6302.6~3.0 630~65038CrMoAlA785293~321 (3.55~3.40) 930~950⽔油41~603.1~3.2 610~6303.40~3.50油 ≤30 3.6~3.8 550~60015CrMoA 490207~241 (4.20~3.90)900~920⽔ 31~70 3.4~3.8 570~620 3.90~4.10≤60 2.8~3.1 660~680590241~277(3.90~3.65) 61~200 3.2~3.45 660~6703.60~3.90≤60 2.8~3.1 660~67025Cr2MoV A735269~302 (3.70~3.50) 920~940 油61~150 3.2~3.3 650~6703.55~3.652.8~3.0 640~660690241~282 (3.90~3.62) ≤350 3.1~3.3 620~640 3.65~3.9255~284(3.80~3.58) ≤300 3.1~3.3 600~620 3.6~3.752.8~3.0 600~62034CrNi3Mo 785271~298 (3.65~3.52) 870~890 油≤250 3.1~3.3 580~600 3.55~3.65*15MnMoVN 490≥217(≤4.1) 960~980 油 ≤105 600~6201Cr12Mo 550229~255(4.0~3.8) 960~980油≤100 670~690 3.80~3.953.0~3.25 710~730355187~229 (4.4~4.0)3.3~3.5 690~7104.10~4.303.0~3.25 680~7001Cr13①440197~229 (4.3~4.0) 1030~1050油≤1003.3~3.5 650~6804.0~4.201Cr12① 440197~229(4.30~4.00) 1030~1050油 ≤100 3.0~3.30 680~710 4.00~4.20 187~2072.8~3.2 720~7402.8~3.0 700~720490217~248 (4.10~3.85) ≤80 3.1~3.2 670~700 3.90~4.102.8~3.0 660~6802Cr13①590235~269 (3.95~3.70) 980~1000油②≤603.1~3.2 650~6603.80~3.90235~269 (3.95~3.70) 空 ≤40 2.6~3.0 650~670590269~302 (3.70~3.50)油 41~1302.6~3.2 640~6603.70~3.90空 ≤40 2.6~3.0 590~610690286~321 (3.60~3.40) 油 41~100 2.6~3.2 580~590 3.50~3.60 3Cr13980~10202.8~3.0 710~730390192~241 (3.90~4.35) ≤100 3.1~3.3 690~7103.90~4.302.8~3.0 700~720490217~248(4.10~3.85) ≤100 3.1~3.3 680~700 3.90~4.052.8~3.0 670~6901Cr11MoV590235~269 (3.95~3.70) 1000~1030油 ≤60 3.1~3.3 660~680 3.80~3.90 590235~269(3.95~3.70) ≤150 3.0~3.4 680~700 3.90~3.70690269~302(3.70~3.50) ≤100 3.0~3.4 660~680 3.55~3.651Cr12W1MoV*735286~331(3.6~3.3) 1000~1050油 3.0~3.2 660~6702Cr12NiMo1W1V760293~331(3.55~3.35) 970~990 油 ≤200 660~680 3.55~3.45≤60 2.8~3.1 670~690590241~277 (3.70~3.50) 61~250 3.2~3.45 670~6803.60~3.80≤60 2.8~3.1 670~68030Cr2MoV735269~302(3.70~3.50) 940~960 油61~150 3.2~3.3 660~6803.55~3.65205≤187 ~1Cr18Ni9Ti 225(≥5.4) 1080~1100⽔ 5.0~5.1 800~820 4.75~4.85≤1871Cr18Ni9Ti 0Cr19Ni9205≥5.41050~1100⽔ ~ZG1Cr13 390187~217(4.40~4.10)1020~1040油梅花试棒~70700~720ZG2Cr13 440197~227(4.30~4.00) 980~1000空叶⽚本体 2.8~2.9 730~740 4.00~4.10ZG1Cr11MoV 490197~227(4.30~4.00 1020~1040油梅花试棒~70 700~720ZG1Cr12W1MoV490197~227(4.30~4.001020~1040油梅花试棒~70700~720精铸叶⽚ZG0Cr19Ni9190 1050~1100⽔ ~ ~注:①采⽤⽇本材料时,淬⽕温度为960~980℃,回⽕温度允许⽐表中温度⾼10~30℃。
常用钢的临界温度热加工及热处理工艺参数常用钢材的临界温度1.低碳钢:低碳钢的临界温度大约在723℃左右。
2.中碳钢:中碳钢的临界温度在723-900℃之间。
3.高碳钢:高碳钢的临界温度超过900℃。
热加工温度范围1.锻造:一般情况下,低碳钢的锻造温度范围为1000-1250℃,中碳钢的锻造温度范围为900-1100℃,高碳钢的锻造温度范围为800-1000℃。
2.滚轧:常见钢材的滚轧温度范围较宽,一般在800-1200℃之间。
3.淬火:淬火温度取决于钢材的合金成分和硬度要求等因素,一般在800-950℃之间。
4.高温热处理:高温热处理的温度范围较大,低碳钢的回火温度可以低至150℃,而高碳钢的回火温度一般在250-600℃之间。
1.淬火:淬火是通过加热钢材至适当的温度后迅速冷却,使其产生马氏体组织,从而提高钢材的硬度和强度。
淬火的工艺参数包括加热温度、保温时间和冷却介质等。
一般来说,加热温度越高,冷却速度越快,得到的马氏体含量越高,钢材的硬度和强度也就越大。
冷却介质通常使用水、盐水、油等,选择冷却介质要根据钢材的合金成分和所需硬度来确定。
2.回火:回火是指在淬火后加热钢材至适当温度后冷却,通过改变钢材的组织结构来调整其硬度和强度。
回火的工艺参数主要包括回火温度、回火时间和冷却速度等。
回火温度一般低于淬火温度,可以根据需要选择不同的回火温度来控制钢材的硬度和韧性。
回火时间越长,回火效果越明显。
冷却速度可以选择自然冷却或控制冷却,根据钢材的要求来确定。
总结常用钢材的临界温度、热加工温度范围和热处理工艺参数对于钢材的制造和使用具有重要作用。
通过合理的控制临界温度和选择适当的热加工温度范围,可以保证钢材的质量和性能。
而热处理工艺参数的选择则可以调节钢材的硬度、韧性和强度等性能,满足特定的使用需求。
因此,了解和掌握常用钢材的临界温度、热加工温度范围和热处理工艺参数是进行钢材生产和应用的基础。
钢铁材料的分类、力学性能及热处理一、 分类及力学性能:1. 碳素钢:按含碳量的多少可分为低碳钢(含碳量小于0.25%)、中碳钢(含碳量在0.25%~0.5%)和高碳钢(含碳量大于0.5%)。
随着含碳量的增加,钢的机械强度提高,但使它的塑性和韧性下降。
(1) 普通碳素钢:它的化学成分不准确,因而不宜进行热处理。
普通碳素钢的牌号标记如Q235(国标),表示屈服点MPa S 235=σ。
(2) 优质碳素钢:力学性能优于普通碳素钢,采用适当的热处理方法可以获得很高的内部机械强度和表面硬度。
低碳钢塑性高,焊接性好,适用于冲压、焊接零件。
采用渗碳淬火处理可提高零件表面硬度;中碳钢具有综合性能好的特点,它的机械强度、塑性和韧性均较好,可进行调质、表面淬火处理;高碳钢具有高的机械强度和良好的韧性和弹性,常制成弹性零件。
优质碳素钢的牌号如15、35、45(国标),表示含碳量平均值各为0.15%、0.35%、0.45%。
2. 合金钢:合金钢是在优质碳素钢中加入某些合金元素而形成的。
它具有良好的力学性能和热处理性能,随着所加合金元素的不同,还可获得不同的特殊性能。
合金钢的牌号如35Mn2、40Cr (国标),表示含碳量平均值为0.35%和0.40%,而含合金元素Mn2%及Cr 小于1.5%。
3. 铸钢:铸钢的含碳量一般在0.15%~0.60%范围内,含碳量较高,塑性很差,容易产生龟裂,故不能锻造。
铸钢的强度显著高于铸铁,但铸造性则比较差,收缩率较大。
铸钢的牌号如ZG500-270,前组数字表示抗拉强度MPa B 500=σ,后组数字表示屈服点MPa S 270=σ。
4. 铸铁:铸铁是含碳量大于2%的铁碳合金。
铸铁因含碳量高,故它的抗拉强度、塑性和韧性都较差,不能锻造,焊接性能也差。
但它有较高的抗压强度,良好的减摩性和切削性能,吸振性好,价格又较低廉。
常用的铸铁有灰铸铁(如HT150,抗拉强度MPa B 150=σ)、可锻铸铁(如KT300-6,抗拉强度MPa B 300=σ,最低伸长率为6%)和球墨铸铁(如QT500-7,抗拉强度MPa B 500=σ,最低伸长率为7%)。
钢材的热处理介绍
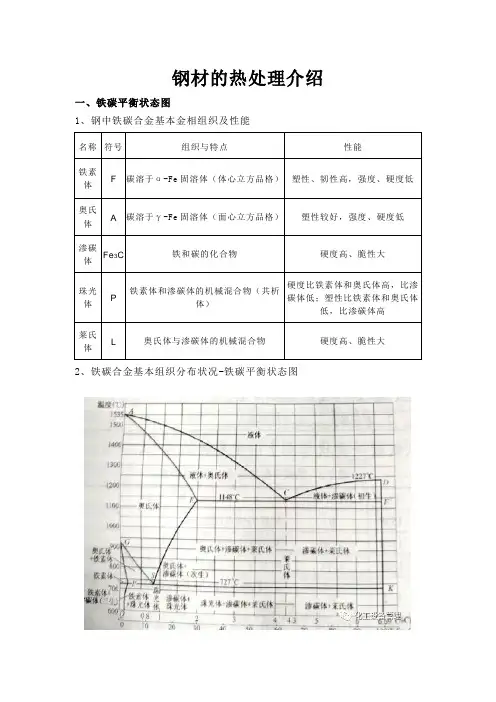
一、铁碳平衡状态图
1、钢中铁碳合金基本金相组织及性能
2、铁碳合金基本组织分布状况-铁碳平衡状态图
注:①随着含碳量和所处温度不同,铁碳平衡状态的金相组织。
含量在1.0%以下,只有可能产生奥氏体、铁素体、渗碳体和珠光体;含碳量>1.0%的,除上述四种外,还有莱氏体出现。
②同一含碳量的铁碳合金,随温升高或下降,金相组织的转变称为相变。
3、铁碳平衡状态图上的主要特性线
4、铁碳平衡状态图上的主要特性点
5、室温下铁碳合金平衡组织的名称
二、钢的热处理
钢的热处理有淬火、回火、退火和正火四种。
1、淬火
注:淬火代号为C,C47表示淬火回火至HRC45~50。
2、回火
3、退火
注:退火代号为TH。
TH185表示退火HBS170~200。
4、正火
注:①正火代号为Z,Z195表示正火后HBS 180~210;
②亚共析钢的淬火、退火和正火加热温度均在Ac3以上30~50℃,保温一段时间。
冷却速度不同,可得到三种不同热处理结果;
③回火则视低温、中温、高温要求不同,加热温度亦不同。
5、钢结构焊接件热处理方法
注:对中、高碳钢,合金钢和铸铁的焊接通常都要预热和焊后热处理
三、钢中主要合金元素的作用和有害杂质的影响
1、钢中合金元素的作用
2、钢中有害杂质的影响
注:氢、氧、氮统称钢中的有害气体;硫和磷为杂质元素。
常用钢材热处理方法及目的常用钢材热处理方法一.淬火将钢制零件加热到临界温度以上40~60℃,保持一定时间并快速冷却的热处理方法称为淬火。
常用的快速冷却介质为油、水和盐水溶液。
淬火加热温度及冷却介质热处理规范见表淬火的目的是:使钢件获得高的硬度和耐磨性,通过淬火钢件的硬度一般可达hrc60~65,但淬火后钢件内部产生了内应力,使钢件变脆,因此,要经过回火处理加以消除。
钢件的淬火处理,在机械制造过程中应用比较普遍,它常用的方法有:1.单液淬火:将钢件加热至淬火温度,并在一种冷却剂中冷却一段时间。
这种热处理方法称为单液淬火。
适用于形状简单、技术要求低的碳钢或合金钢,以及工件直径或厚度大于5~8mm的碳钢,用盐水或水冷却;油冷却用于合金钢。
在单液淬火中,水冷容易变形和开裂;油冷却容易产生硬度不足或不均匀。
2.双液淬火:将钢件加热到淬火温度,经保温后,先在水中快速冷却至300~400℃,在移入油中冷却,这种处理方法,称为双液淬火。
形状复杂的钢件,常采用此方法。
它既能保证钢件的硬度,又能防止变形和裂纹。
缺点是操作难度大,不易掌握。
3.火焰表面淬火:将乙炔和氧气的混合燃烧火焰喷在工件表面,加热至淬火温度,然后立即向工件表面喷水。
这种处理方法称为火焰表面淬火。
适用于单件生产,要求高表面或局部表面硬度和耐磨钢件。
缺点是操作困难。
4.表面感应淬火:将钢件放人感应器内,在中频或高频交流电的作用下产生交变磁场,钢件在磁场作用下产生了同频率的感应电流,使钢件表面迅速加热(2-10s)至淬火温度,立即把水喷射到钢件表面。
这种热处理方法,称为表面感应淬火。
经表面感应淬火的零件,表面硬而耐磨,而内部有较好的强度和韧性。
这种方法适用于中碳钢和中等含碳量的合金钢件。
根据电流频率的不同,表面感应淬火可分为高频淬火、中频淬火和工频淬火。
高频淬火电流频率为100~150kHz,硬化层深度为1~3mm。
适用于齿轮、花键轴、活塞等小零件的淬火;中频淬火电流频率为500~10000Hz,硬化层深度为3~10mm。
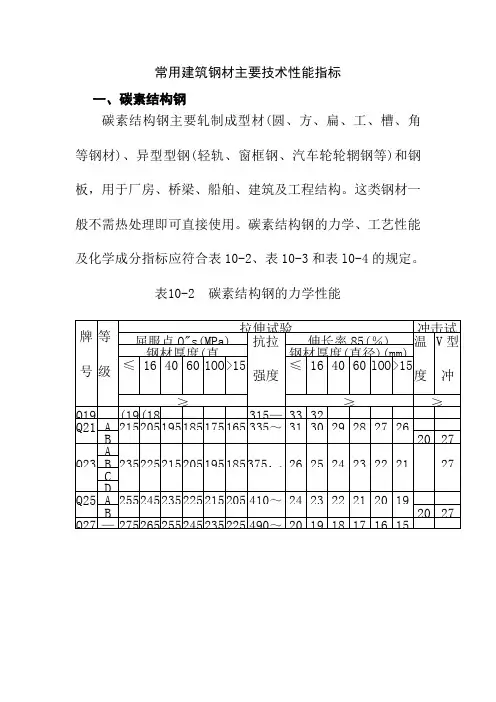
常用建筑钢材主要技术性能指标一、碳素结构钢碳素结构钢主要轧制成型材(圆、方、扁、工、槽、角等钢材)、异型型钢(轻轨、窗框钢、汽车轮轮辋钢等)和钢板,用于厂房、桥梁、船舶、建筑及工程结构。
这类钢材一般不需热处理即可直接使用。
碳素结构钢的力学、工艺性能及化学成分指标应符合表10-2、表10-3和表l0-4的规定。
表10-2 碳素结构钢的力学性能表10-3 碳素结构钢的冷弯性能注:B为试样宽度,a为钢材厚度(直径)。
表l0-4 碳素结构钢化学成分Q235A 0.14~0.30~0.30.050 0.045 F.b,ZB 0.12~0.30~0.045C ≤0.18 0.34~0.040 0.040 ZD ≤0.17 0.035 0.035 TZQ255 A 0.18~0.47~0.3 0.050 0.045 F.b.ZB 0.045Q75 0.28~0.50~O.35 0.050 0.045 Z二、常用建筑钢筋按生产工艺、性能和用途的不同,常用建筑钢筋可分为热轧光面圆钢筋、热轧带肋钢筋、低碳热轧网缸条钢筋、冷拉钢筋、热处理钢筋等。
1.热轧光向圆钢筋经热轧成型并自然冷却的成品为表面光圆的钢筋(见图10-1),称为热轧光面圆钢筋。
按其供应方式又可分为热轧直条光圆钢筋(直径为8~20mm)和热轧圆盘条钢筋(直径为5.5~14mm)。
图10-1 光圆钢筋截面形态I级钢筋足用Q235号钢轧制而成,是低强度钢筋,蝮性好,伸长率大,便于弯折成型,焊接性好,广泛用于普通钢筋t昆凝土构件中。
圆钢盘条可用作中小型构件的受力筋或构造筋,还可加工成冷拔低碳钢丝及冷轧钢筋等。
(I)钢筋混凝土用热轧光面圆钢筋钢筋混凝土用热轧光面圆钢筋的力学、工艺性能见表10-5,牌号及化学成分见表10-6。
表10-5 钢筋混凝土用热轧光面圆钢筋力学工艺性能表10-6 钢筋混凝土用热轧光面圆钢筋牌号及化学成分(2)低碳热轧圆盘条(GH701-97)盘条钢筋是成卷盘状供应的热轧钢筋。
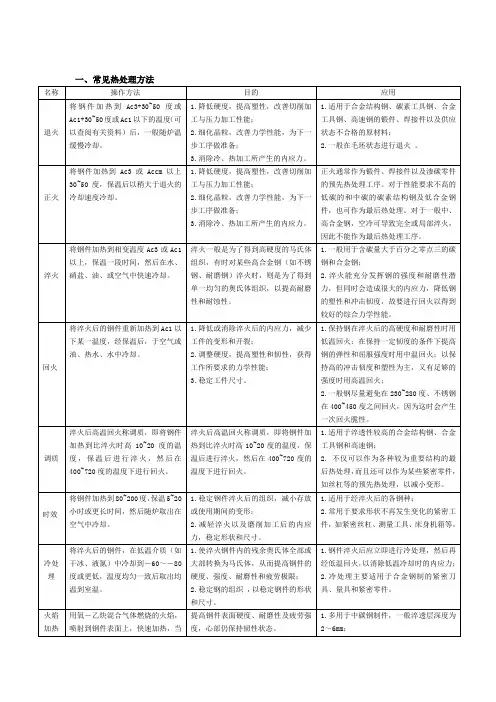
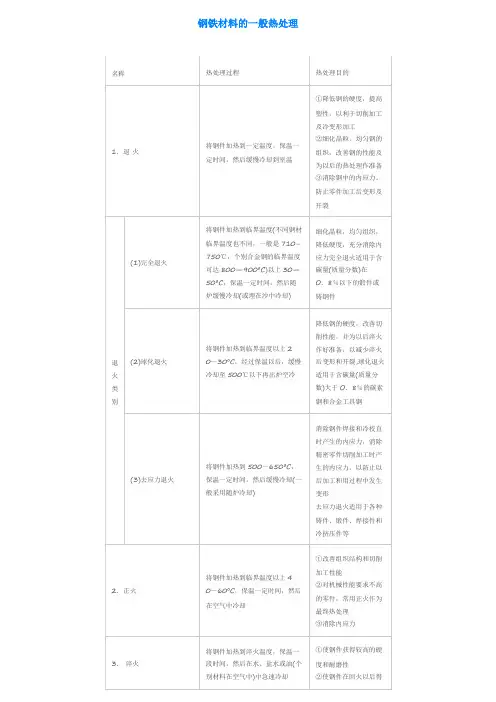
一、常见热处理方法名称操作方法目的应用退火将钢件加热到Ac3+30~50度或Ac1+30~50度或Ac1以下的温度(可以查阅有关资料)后,一般随炉温缓慢冷却。
1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
1.适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊接件以及供应状态不合格的原材料;2.一般在毛坯状态进行退火。
正火将钢件加热到Ac3或Accm 以上30~50度,保温后以稍大于退火的冷却速度冷却。
1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。
对于性能要求不高的低碳的和中碳的碳素结构钢及低合金钢件,也可作为最后热处理。
对于一般中、高合金钢,空冷可导致完全或局部淬火,因此不能作为最后热处理工序。
淬火将钢件加热到相变温度Ac3或Ac1以上,保温一段时间,然后在水、硝盐、油、或空气中快速冷却。
淬火一般是为了得到高硬度的马氏体组织,有时对某些高合金钢(如不锈钢、耐磨钢)淬火时,则是为了得到单一均匀的奥氏体组织,以提高耐磨性和耐蚀性。
1.一般用于含碳量大于百分之零点三的碳钢和合金钢;2.淬火能充分发挥钢的强度和耐磨性潜力,但同时会造成很大的内应力,降低钢的塑性和冲击韧度,故要进行回火以得到较好的综合力学性能。
回火将淬火后的钢件重新加热到Ac1以下某一温度,经保温后,于空气或油、热水、水中冷却。
1.降低或消除淬火后的内应力,减少工件的变形和开裂;2.调整硬度,提高塑性和韧性,获得工作所要求的力学性能;3.稳定工件尺寸。
1.保持钢在淬火后的高硬度和耐磨性时用低温回火;在保持一定韧度的条件下提高钢的弹性和屈服强度时用中温回火;以保持高的冲击韧度和塑性为主,又有足够的强度时用高温回火;2.一般钢尽量避免在230~280度、不锈钢在400~450度之间回火,因为这时会产生一次回火脆性。
优质碳素结构钢45在不同热处理状态下的各种截面尺寸钢材的力学性能参考数据(表一)牌号试样状态材料状态热处理力学性能截面尺寸/mm取样部位σb/MPaσs/MPaδ5(%)ψ(%)a k/kJ·m-2HBS45δ<15纵向,中心退火820~840℃,炉冷≥600≥340≥14Ф<60≥550≥13≥40≤207Ф25纵向,中心正火830~880℃,空冷≥610≥360≥16≥40≥800170~229Ф50600~70029018180~210Ф≤100纵向,1/3半径830~860℃,空冷≥600≥300≥15≥38≥300170~217横向,1/3半径≥570≥290≥12≥31≥300Ф100~300纵向,1/3半径≥580≥290≥15≥35≥250162~217横向,1/3半径≥550≥280≥12≥28≥250(表二)牌号试样状态材料状态热处理力学性能截面尺寸/mm取样部位σb/MPaσs/MPaδ5(%)ψ(%)a k/kJ·m-2HBS45Ф300~500纵向,1/3半径正火+高温回火830~860℃正火,空冷580~630℃回火,炉冷或空冷≥560≥280≥14≥32≥250162~217横向,1/3半径≥540≥270≥11≥26≥250Ф500~750纵向,1/3半径≥540≥270≥13≥30≥200156~217横向,1/3半径≥520≥260≥10≥24≥200Ф750~1000纵向,1/3半径≥520 ≥260 ≥13 ≥28 ≥200 横向,1/3半径≥500 ≥250 ≥10 ≥22 ≥200 Ф12.5 纵向,中心调质10801010 14.5 59 308 880 790 21 63 259 760 670 25.5 67 227 Ф15 纵向,中心850 750 12 45 800 800650 16 20 1000 750600 25 55 1200 Ф≤16 纵向,中心 820~850℃淬水,或830~860℃淬油, 530~670℃回火 750~900 ≥480 ≥14 ≥35 ≥300 Ф16~40 650~800≥400≥16≥40≥400Ф20纵向,中心 815℃淬水或淬油,650℃回火,空冷 770~720 500~490 23~20 59~51≥200 Ф20~40纵向,中心820~840℃淬水,560~620℃回火 700~850 450~550 17~15 45~40 600~500 196~241(表三)牌号 试样状态材料 状态热处理力学性能截面尺寸/mm取样部位σb /MPa σs /MPa δ5 (%) ψ (%) a k /kJ ·m -2 HBS 45Ф25纵向,中心调质960 745 18.5 61 1590 274 840 620 23.5 65 1740 241 755 555 26.5 68 1620 220 820~870℃淬水,550~6540℃回火 ≥700 ≥500 ≥17 ≥45 夏氏≥800 201~269 830℃淬水,500~520℃回火,空冷 ≥720 ≥520 ≥17 ≥40 ≥500 241~285Ф30 纵向,中心 850℃淬水,550℃回火≥750 ≥550 ≥15 ≥45 ≥800 Ф40纵向,1/2半径815℃淬水或淬油,650℃回火,空冷710~700480~44028~2156~50≥200Ф40~100 纵向,1/3半径820~850℃淬水,或830~860℃淬油, 530~670℃回火600~720 ≥360 ≥18 ≥45 Ф50 纵向,中心920615 21.5 57.5 1100 255 835525 23.5 61 1670 229 755 470 27 63.5 1780 208 850℃淬水,550℃回火≥700 ≥500 ≥15≥45≥700(表四)牌号 试样状态材料 状态热处理力学性能 截面尺寸/mm取样部位σb /MPa σs /MPa δ5 (%) ψ (%) a k/kJ ·m -2 HBS 45Ф60纵向,中心调质830℃淬水,500~520℃回火,空冷 ≥650 ≥450 ≥17 ≥40 ≥500 241~285 纵向,1/2半径 840℃淬水,580~650℃回火≥700 ≥450 ≥12 ≥500 196~229 纵向,1/2半径815℃淬水或淬油,650℃回火,空冷 ≥680 460~420 30~22 53~50 ≥195 Ф75纵向,1/2半径850℃淬水,550℃回火≥700 ≥450 ≥14 ≥40 ≥600 Ф80纵向,1/2半径 815℃淬水或淬油,650℃回火,空冷 ≥670 450~400 30~22 52~49 ≥190 Ф≤100 纵向,1/3半径820~840℃淬水,580~640℃回火≥650 ≥350 ≥17 ≥38 ≥450 192~228 840℃淬水或淬油,550~580℃回火,空冷 ≥610 ≥360 ≥17 ≥40 ≥500 172~223Ф100 纵向,1/2半径850℃淬水,550℃回火≥700 ≥450 ≥13 ≥40 ≥500 815℃淬水或淬油,650℃回火,空冷640~670440~40030~2450~49≥175(表五)牌号试样状态材料状态热处理力学性能截面尺寸/mm取样部位σb/MPaσs/MPaδ5(%)ψ(%)a k/kJ·m-2HBS45Ф≤300纵向,1/3半径调质840℃淬水或淬油,550~580℃回火,空冷≥550≥300≥17≥40≥400172~223840~860℃淬油,550~580℃回火,坑冷≥570≥320≥17≥35≥400170~227Ф300~500纵向,1/3半径820~850℃淬水或淬油,600~640℃回火≥560≥280 ≥14 ≥32 ≥250 153~217 Ф500~750≥540 ≥270 ≥13 ≥30 ≥200 149~217 Ф10 纵向,中心淬火+低、 中温回火≥1540≥1470 ≥6 ≥18 ≥300 ≥490 ≥1400 ≥1300 ≥8 ≥38 ≥500≥420 ≥1100 ≥1000 ≥15 ≥62 ≥1200 ≥340 Ф15 纵向,中心 850℃淬水,450℃回火1000 850 10 40 600 Ф20~40 纵向,中心 820~840℃淬水,180~200℃回火 ≥1300 ≥1150 ≥6 ≥22 ≥150 Ф≤50 纵向,中心 820~840℃淬水,260~280℃回火 ≥1200 ≥950 ≥6 ≥22 Ф≤80纵向,中心830~850℃淬油,160~180℃回火 820~840℃淬水,350~370℃回火≥900 ≥650 ≥15 ≥40 ≥400 HRC ≥1200≥1000≥10≥40400HRC(表七)牌号 试样状态材料状态 热处理力学性能 截面尺寸/mm取样部位σb /MPa σs /MPa δ5 (%) ψ (%) a k /kJ ·m -2 HBS 45Ф25 纵向,中心 正火+高频 淬火,回火850℃正火,860~890℃高频加热淬火,160~200℃回火≥610 ≥360 ≥16 ≥40 HRC心170~228 Ф25纵向,中心调质+高频 淬火,回火≥750 ≥450 ≥17 ≥35 HRC 心220~250 Ф≤60纵向,中心 ≥750 ≥450 ≥17 ≥35 HRC 心220~250 ≥750≥450≥17≥35HRC 心220~250。
钢的热处理及机械性能表机械性能钢号热处理技术要求工艺规范бsN/㎜2бb N/㎜2δs (%)ψ%akJ/cm 2HBSHRS应 用 范 围 举 例表面硬度能达到要求的最大断面寸 ㎜Q235-A热 轧185~235375~46021~26————————用于轻负荷、不受摩擦的地脚螺钉、螺母、垫圈等零件和水槽、油箱、电器柜、防护罩、盖板、托盘等焊接构件。
16Mn热 轧274.5~235460.7-509.919~21————————用于强度较高的焊接构件和磨床砂轮罩壳等热 轧——510-655≥15≥25——≤187——Y30冷 拉——540-825≥6————174-223——用于在自动机上大量加工,强度要求不高的各种紧固件等热 轧——590-735≥14≥20——≤207——Y40Mn冷拉后高温回火——590-785 ≥17————179-229——用于要求切削加工性好、表面粗糙度低,精度为7-9级的丝杠等零件。
YF40M nV不热处理热 轧≥490≥780≥15≥40≥39230-260——用于强度、硬度均与45钢调质状态水平相当。
精度7-9级的丝杠、光杠、轴类等零件。
Th≤131960-1000℃炉冷——————————≤131——用于要求磁导率较高,剩磁较少的电磁铁、电磁吸盘等电器零件。
08Z 910-940℃空冷≥195≥325≥33≥60——————用于深冲、冷作的零件15Z≤143910-940℃空冷≥225≥375≥27≥55≥63.7≤143——用于离心浇铸双金属套的基体材料Z≤187850-870℃空冷≥314≥529≥20≥45≥88≤187用于负荷较小和无耐磨性要求的轴、拉杆、手柄等零件。
不限35C35830-850℃淬火380-420℃回火≥637≥980≥8≥30≥59——35-40用于具有较高强度的螺钉、螺母、销、挡铁、垫圈等各种标准件≤50Z170~217840-860℃空冷≥353≥598≥16≥40≥49170-217——用于负荷不大的轴、丝杠、套筒、齿轮等零件不限45T215820-840℃淬火600-640℃≥54474026.568159200-230——用于要求强度不高的齿轮、蜗杆、丝杠等零件≤804 131 2016机械性能钢号热处理技术要求工艺规范бsN/㎜2бbN/㎜2δs(%)ψ%akJ/cm2HBS HRS应用范围举例表面硬度能达到要求的最大断面尺寸㎜T235820-840℃淬火570-600℃回火60882423.565171220-250——用于承受中等负荷、低速工作的轴、花键套、套、大型定位销等零件250-280T265T285820-840℃淬火530-580℃回火72694118.561156270-300——用于主轴、套筒、花键轴、丝杆、中等模数的齿轮等零件C35810-830℃淬火400-450℃回火≥637≥882≥15≥40≈39——35-40用于具有较高强度的螺钉、螺母、销、垫圈等各种标准件≤80 C42810-830℃淬火350-370℃回火≥980≥1176≥10≥40≥59——42-47用于要求强度、硬度较高、形状简单的离合器、齿轮、轴、销、挡铁等零件≤50 C48810-830℃淬火240-280℃回火≥931≥1176≥6≥22————48-53用于要求强度、硬度、耐磨性较高、且不受冲击的轴、齿轮、卡爪等零件≤30G48T-G48860-900℃淬火180-200℃回火————————————48-53用于小负荷、中等速度工作尺寸较大的齿轮、离合器和大轴零件。
钢材常用的热处理方法及常见零件的热处理工艺一、钢材常用的热处理方法1、正火钢的正火就是将钢加热到适当温度,保温一定时间,然后在空气中进行冷却。
正火的目的是为了材料的组织均匀,增加强度与靭性,消除粗切削加工后的加工硬化现象,改善切削加工性能,并为其后的淬火做细化晶粒的组织准备。
2、淬火钢的淬火就是将钢加热到临界温度以上,保持一定时间,然后在适当的淬火介质中进行冷却,以获得较好的组织结构和性能。
钢经过淬火后,其硬度和强度均显著提高。
钢的加热情况可以其灼热的颜色来判定。
钢加热温度的选择见表1。
钢经过淬火,虽然会提高其硬度和强度,但由于淬火会产生内应力使钢变脆,所以淬火后必须进行回火。
3、回火钢的回火就是将钢件淬火后再加热到适当温度,并保温一定时间,然后在空气中或在水、油等介质中冷却到室温。
回火的目的是为了消除淬火时产生的内应力,减少脆性,提高钢的塑性和韧性,改善加工性能。
钢的回火分为高温回火、中温回火和低温回火3种。
碳素工具钢的回火温度见表2。
表2碳素工具钢的回火温度4、退火钢的退火就是将钢加热到临界温度以上,保温适当时间,然后在炉中缓缓冷却。
退火的目的是为了消除内应力和组织不均匀及晶粒粗大等现象,降低硬度,消除坯件的冷硬现象,提岛切削加工性能。
碳钢的退火规范见表3。
表3碳钢的退火规范注:临界温度是指在该温度下,钢的组织发生了变化。
二、几种常见零件的热处理1、齿轮机床齿轮的热处理见表3。
2、蜗轮蜗轮的热处理见表43、丝杠丝杠广泛应用于机床和各种机械的传动机构中。
丝杠传动能保证直线移动有较高的精确性和均匀性。
为此,丝杠必须具有一定的强度及较高的耐磨性和精度保持性。
丝杠的材料必须具有足够的机械性能和良好的切削加工性。
经过热处理后,应具有较高的硬度和最小的变形。
为了避免弯曲变形,丝杠的热处理通常都在井式炉中进行。
丝杠如果变形,必须进行校直(并且,最好是热校直)。
但是经过校直的丝杠,必须进行彻底的消除内应力的处理。
号称号1S45C 优质碳素钢优质中碳钢广泛用于机械制造,这种钢的机械性能很好。
但是这是一种中碳钢,淬火性能并不好,45号钢可以淬硬至HRC42~46。
所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,这样就能得到需要的表面硬度。
适用于制造各类模架及机械配件。
HRC40~50, 淬火温度820℃~870℃,水冷,回火温度550~650℃,出炉后可以水冷也可以空冷。
该钢金相组织均匀,无组织缺陷。
该钢含碳量在0.4%以上,耐磨性优良,但延展性减少,淬火易变形和开裂,故热处理极为重要,且回火后无需急冷,因其没有第二类回火脆性。
通过对该钢实行球化处理,可以改善这类碳钢的切削加工性能。
1.050345240Cr 合金结构钢这种钢经调质后用于制造承受中等负荷及中等速度工作的机械零件,如汽车的转向节、后半轴以及机床上的齿轮、轴、蜗杆、花键轴、顶尖套等;经淬火及中温回火后用于制造承受高负荷、冲击及中等速度工作的零件,如齿轮、主轴、油泵转子、滑块、套环等;经淬火及低温回火后用于制造承受重负荷、低冲击及具有耐磨性、截面上实体厚度在25mm以下的零件,如蜗杆、主轴、轴、套环等;经调质并高频表面淬火后用于制造具有高的表面硬度及耐磨性而无很大冲击的零件,如齿轮、套筒、轴、主轴、曲轴、心轴、销子、连杆、 螺钉、螺帽、进气阀等。
此外,这种钢又适于制造进行碳氮共渗处理的各种传动零件,如直径较大和低温韧性好的齿轮和轴。
调质HRC32~36,热处理HRC42~46,表面可渗碳至高硬度中碳调质钢,冷镦模具钢。
该钢价格适中,加工容易,经适当的热处理以后可获得一定的韧性、塑性和耐磨性。
正火可促进组织球化,改进硬度小于160HBS毛坯的切削性能。
在温度550~570℃进行回火,该钢具有最佳的综合力学性能。
该钢的淬透性高于45钢,适合于高频淬火,火焰淬火等表面硬化处理等。
SCr4401.70351.70453Cr12合金工具钢主要用作承受冲击负荷较小,要求高耐磨的冷冲模及冲头、冷切剪刀、钻套、量规、拉丝模、压印模、搓丝板、拉延模和螺纹滚模等。
常用钢号热处理淬火回火温度对照表生产经验常用钢号热处理淬火回火温度对照表;热处理工作十五年的经验总结;此为实际生产所用;可能与教科书太一样;生产经验;仅做参考..以下HB代表布氏硬度值;HRC代码洛氏硬度C标尺..1.45 淬火温度830℃水冷硬度要求HB229-269 回火温度570 硬度要求HB197-235;回火温度6202.40Cr 淬火温度850℃油冷硬度要求HB260-300;回火温度520 硬度要求HB229-269;回火温度580 硬度要求HB197-235;回火温度6403.35SiMn 淬火温度870℃ 油水冷硬度要求HB330-360;回火温度360 硬度要求HB260-300;回火温度500 硬度要求HB229-269;回火温度560 硬度要求HB197-235;回火温度6204.35CrMo 淬火温度870℃ 油水冷硬度要求HB330-360;回火温度360 硬度要求HB260-300;回火温度500 硬度要求HB229-269;回火温度560 硬度要求HB197-235;回火温度6205.30Cr2Ni2Mo 淬火温度870℃油冷硬度要求HB290-341;回火温度560 硬度要求HB260-300;回火温度600 硬度要求HB229-269;回火温度6406.34Cr2Ni2Mo 淬火温度870℃油硬度要求HB290-341;回火温度560硬度要求HB260-300;回火温度600硬度要求HB229-269;回火温度640B290-341;回火温度560 硬度要求HB260-300;回火温度600 硬度要求HB229-269;回火温度6408.34CrMo1A 淬火温度870℃ 油冷硬度要求HB260-300;回火温度590 硬度要求HB229-269;回火温度6309.35CrMoSi 淬火温度930℃ 油冷硬度要求HB260-300;回火温度600 硬度要求HB229-269;回火温度64010.38CrMoA1 淬火温度930℃ 油冷硬度要求HB260-300;回火温度600 硬度要求HB229-269;回火温度69011.40CrMnMo860℃油硬度要求HB330-360;回火温度480硬度要求HB290-341;回火温度520硬度要求HB260-300;回火温度580硬度要求HB229-269;回火温度64012.40CrNiMo 淬火温度860℃ 油冷硬度要求HB330-360;回火温度480 硬度要求HB290-341;回火温度520 硬度要求HB260-300;回火温度580 硬度要求HB229-269;回火温度64013.40CrNi2MoA 淬火温度860℃ 油冷硬度要求HB330-360;回火温度480 硬度要求HB290-341;回火温度520 硬度要求HB260-300;回火温度580 硬度要求HB229-269;回火温度64014.45CrMnMo 淬火温度860℃ 油冷硬度要求HB330-360;回火温度480 硬度要求HB290-341;回火温度520 硬度要求HB260-300;回火温度580 硬度要求HB229-269;回火温度640回火温度62016.42CrMo 淬火温度860℃ 油冷硬度要求HB290-341;回火温度450硬度要求HB260-300;回火温度580;500齿圈硬度要求HB229-269;回火温度620 硬度要求HB197-23 5;回火温度65017.40MnB 淬火温度850℃ 油冷硬度要求HB260-300;回火温度45018.50Mn 淬火温度830℃ 油水冷硬度要求HB290-341;回火温度480 硬度要求HB260-300;回火温度550 硬度要求HB229-269;回火温度60019.50SiMn 淬火温度850℃ 油冷硬度要求HB260-300;回火温度600 硬度要求HB229-269;回火温度64020.5CrMnMo 淬火温度850℃ 油冷硬度要求HB290-341;回火温度560 硬度要求HB260-300;回火温度620 硬度要求HB229-269;回火温度67021.5CrNiMo 淬火温度850℃ 油冷硬度要求HB290-341;回火温度520 硬度要求HB260-300;回火温度620 硬度要求HB229-269;回火温度67022.55 淬火温度800℃ 油水冷硬度要求HB290-341;回火温度480 硬度要求HB260-300;回火温度560 硬度要求HB229-269;回火温度600 硬度要求HB197-235;回火温度67023.60CrMnMo 淬火温度850 油冷硬度要求HB290-341;回火温度590 硬度要求HB260-300;回火温度650 硬度要求HB229-269;回火温度670300;回火温度640 硬度要求HB229-269;回火温度670 硬度要求HB197-235;回火温度71025.GCr9 淬火温度850℃ 油冷硬度要求HB290-341;回火温度580 硬度要求HB260-300;回火温度640 硬度要求HB229-269;回火温度670 硬度要求HB197-235;回火温度71026.GCr6 淬火温度840℃ 油冷硬度要求HB290-341;回火温度580 硬度要求HB260-300;回火温度640 硬度要求HB229-269;回火温度670 硬度要求HB197-235;回火温度71027.Cr12MoV 淬火温度1100℃ 油冷硬度要求HB229-269;回火温度71528.15CrMo 淬火温度880℃ 水空水硬度要求HB197-235;回火温度58029.20CrMo 淬火温度880℃ 水空水硬度要求HB197-235;回火温度60030.20CrNi 淬火温度880℃ 水空水硬度要求HB197-235;回火温度60031.20CrMnMo 淬火温度880℃ 水空水硬度要求HB197-235;回火温度60032.1Cr13 淬火温度1050℃ 油冷硬度要求HB330-360;回火温度480 硬度要求HB229-269;回火温度680 硬度要求HB197-235;回火温度71033.2Cr13 淬火温度1050℃ 油冷硬度要求HB330-360;回火温度480 硬度要求HB229-269;回火温度660 硬度要求HB197-235;回火温度690-269;回火温度660 硬度要求HB197-235;回火温度69035.4Cr13 淬火温度1050℃ 油冷硬度要求HB330-360;回火温度480 硬度要求HB229-269;回火温度660 硬度要求HB197-235;回火温度69036.50SiMnMoV 淬火温度850℃ 油冷硬度要求HB260-300;回火温度640 硬度要求HB229-269;回火温度680 硬度要求HB197-235;回火温度70037.9Cr2Mo 淬火温度850℃ 油冷硬度要求HB260-300;回火温度630 硬度要求HB229-269;回火温度66038.37SiMn2MoV 淬火温度870℃ 油冷硬度要求HB260-300;回火温度66039.45MnMo 淬火温度870℃ 油冷硬度要求HB197-235;回火温度65040.3Cr2W8V 淬火温度1050℃ 油冷 HRC50-54600-65041.W18Cr4V 淬火温度1260℃ 油冷 HRC58-60560三次回火42.W9Cr4V2 淬火温度1260℃ 油冷 HRC58-60560三次回火。