PFMEA B7958B过程潜在的失效模式及后果分析表(PFMEA_
- 格式:pdf
- 大小:55.44 KB
- 文档页数:10
3 36
无
3 24
无
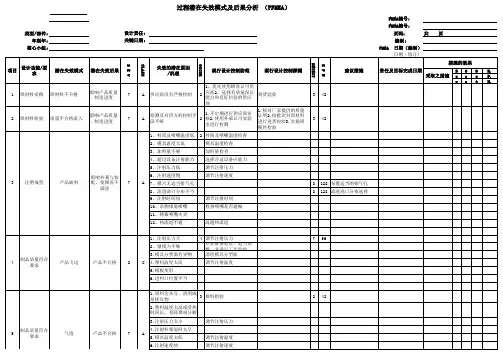
潜在的失效模式及后果分析
(过 程 FMEA)
第 5 页,共 9 页
项目名称
油冷却器
PFMEA 编 号
2009-01
批准
苗德强
车型年/车辆类型 (或产品型号)
B7958B.000
设计责任部门 关键日期
技术部 2009.8.23
核心小组
苗德强、朱洪飞、黄秀才、姚武、仲增来、迟大鹏、李丰忠、方广洋、张红梅
4
要求
漆面有颗粒 ቤተ መጻሕፍቲ ባይዱ响外观质
或气泡
量
4
操作者失误 2
气内或油漆
内有渣质
2
颜色错误
影响整体外
观美观
4
操作者失误 2
噪音过大或
部件松动 降低使用寿 6
总装/
命
图纸要
求 螺栓及螺塞
松动
漏油
8
螺钉少装或 未镶牢固
2
操作者失误
2
过程 预防
过程 探测
测险 度顺 D序
数 RPN
3 24
3 24
3 24
3 24
措施
编制日期
建议
措施
无 无 无 无 无 无
PFMEA 日 期
2009.8.3
修订日期
2009.8.23
责任及 目标完 成日期
措施结果
风
采取的 措施
严 重 度 S
频 度 O
探 测 度 D
险 顺 序 数
RPN
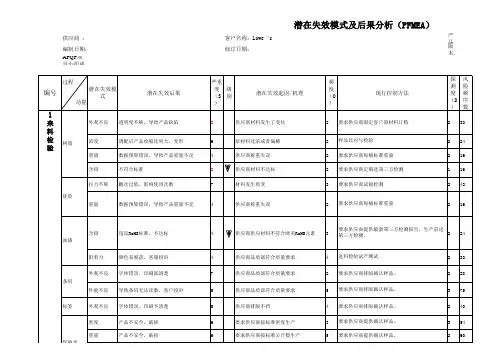
原 材 料 腐蚀 储存
变形
影响生产 8 影响生产 6
防护不良 2 时间过长 2 放置不当 2
2 32
技术部 2009.8.23
核心小组
苗德强、朱洪飞、黄秀才、姚武、仲增来、迟大鹏、李丰忠、方广洋、张红梅、
过程 步骤
潜在
要求
失效模式
潜在
严 级 潜在失效 频
重 度
度
失效影响 S 别 起因/机理 O
板材下 料 / 图 下 料 长 或 板束组装不 纸 指 定 短,或对角 整齐和外观 4 尺 寸 要 线偏差过大 不美观 求
无
2 32
无
2 24
无
领料 磕碰
影响生产 6
搬运不当 2
2 24
无
错领
产品不合格 8
标识不清 2
2 32
无
潜在的失效模式及后果分析
(过程 FMEA)
第 2 页,共 9 页
项目名称
油冷却器
PFMEA 编 号
2009-01
批准
苗德强
车型年/车辆类型 (或产品型号)
B7958B.000
设计责任部门 关键日期
漏油
7
合 规 范 零部件焊错 影响装配
8
要求
焊缝焊不透
开裂或降低 使用寿命
7
影响外观
焊缝过宽
7
电流过大
2
焊接速度过
快
2
氩气不纯或
流量不足
2
操作者失误 2
电流过小,焊
丝过细
2
喷咀过大 2
过程 探测
测险 度顺 D序
数 RPN
措施
3 42
无
3 42
无
3 42
无
2 32
无
3 42
无
3 42
无
目标完 成日期
采取的 措施
2
现行 过程 预防
现行 过程 探测
风 探险 测顺 度序 D数
RPN
3 24
3 24
批准
第 3 页,共 9 页
苗德强
编制
技术部
编制日期
建议 措施
PFMEA 日 期
2009.8.3
修订日期
2009.8.23
责任及 目标完 成日期
措施结果
风
采取的 措施
严 重 度 S
频 度 O
探 测 度 D
险 顺 序 数
RPN
钎焊后板束 6 切口毛刺过 有漏点 大
设备调整不 到位出现误 2 差
操作者操作 3 失误
剪板机剪刀 变钝
2
现行 过程 预防
现行 过程 探测
风 探险 测顺 度序 D数
RPN
2 16
3 36
3 36
编制
技术部
编制日期
建议 措施
PFMEA 日 期
2009.8.3
修订日期
2009.8.23
责任及 目标完 成日期
3
3
45
保温时间过长或 过短
3
3 45
无
潜在的失效模式及后果分析
(过 程 FMEA)
第 7 页,共 9 页
项目名称
油冷却器
PFMEA 编 号
2009-01
批准
苗德强
车型年/车辆类型 (或产品型号)
B7958B.000
设计责任部门 关键日期
技术部 2009.8.23
核心小组
苗德强、朱洪飞、黄秀才、姚武、仲增来、迟大鹏、李丰忠、方广洋、张红梅
RPN
第 6 页,共 9 页
批准
苗德强
编制
技术部
编制日期 建议 措施
PFMEA 日 期
2009.8.3
责任及 目标完 成日期
修订日期 2009.8.23
措施结果
风
采取的 措施
严 重 度 S
频 度 O
探 测 度 D
险 顺 序 数
RPN
翅片易倒伏,板 影响外观质量 4 束面不平整
装 配 翅 片 垫 起 板束泄漏
影响冷却器
翅片高度方 美观和散热 4
向角度超出 效果
偏差
4
下料长或短 板束的组装 4
翅 片 下 / 下 料 宽 或 不整齐和外
料/符 窄
观不美观
合图纸
4
及工艺
要求
模具间隙调 2 节不均匀
上下模具刀 头间隙过大 3
卷料过大,模 具带不动
2
操作者操作 3 失误
定尺不到位 2
3 30
无
3 36
无
2 16
无
风 探险 测顺 度序 D数
RPN
3 48
3 48
3 45
批准
第 4 页,共 9 页
苗德强
编制
技术部
编制日期 建议 措施
PFMEA 2009.8.3
责任及 目标完 成日期
日期
修订日期
2009.8.23
措施结果
采取的 措施
严 重 度 S
频 度 O
探 测 度 D
风险 顺序 数 RPN
无
无
无
达不到冷却 5 器内腔清洁
过程 步骤
潜在
要求
失效模式
潜在
严级
潜在失效
频
重 度
度
失效影响
S别
起因/机理
O
清 洗 / 零 部 件 表 板束漏点多,低
工 艺 规 面 有 油 渍 压鼓爆
6
酸碱及清洗液浓 3 度低,温度低
现行 过程 预防
现行 过程 探测
探 风险 测 顺序 度数 D RPN
2 36
编制
技术部
编制日期 建议 措施
PFMEA 日 期
8
装 配 / 封条
图 纸 和 板束四周的压 板束钎焊后变
工 艺 要 后高度偏差大 形
8
求
板束高度超差
影响性能及安 装
9
板束变形
影响安装和外 4 观质量
翅片及封条外弹 3 内凹,不整齐
操作者失误
2
装配夹紧力不均
匀
4
漏装或多装通道 1 对角线及垂直度 3 超差
3 36
无
3 48
无
压紧后测量四 装 配 , 板束钎后 8 2 4 48
2009.8.23
核心小组
苗德强、朱洪飞、黄秀才、姚武、仲增来、迟大鹏、李丰忠、方广洋、张红梅
过程 步骤
潜在
要求
失效模式
潜在
严 级 潜在失效 频
重 度
度
失效影响 S 别 起因/机理 O
型材下
料/图 纸指定
下料长或
组装后不整 齐和外观不
4
尺 寸 要 短,
美观
求
设备调整不 到位出现误 2 差
操作者操作 失误
措施结果
风
采取的 措施
严 重 度 S
频 度 O
探 测 度 D
险 顺 序 数
RPN
无
无
无
上下剪刀之 间横向间距 2 过大
3 36
无
潜在的失效模式及后果分析
项目名称 车型年/车辆类型 (或产品型号)
油冷却器 B7958B.000
(过程 FMEA)
PFMEA 编 号
2009-01
设计责任部门
技术部
关键日期
过程
潜在
严 级 潜在失效 频 现行
现行 探 风
编制
技术部
编制日期 建议
PFMEA 日 期
2009.8.3
修订日期
2009.8.23
责任及
措施结果
步骤
潜在
要求
失效模式
重
度
失效影响
度 S
别
起因/机理
O
过程 预防
焊缝焊穿
影响清洁度 7
开裂或降低
焊缝焊不透 部件氩
使用寿命
7
弧焊焊 接/符
焊缝有气孔 或夹渣
风
严 重 度 S