习题课2---机械加工工艺尺寸链计算
- 格式:pptx
- 大小:287.11 KB
- 文档页数:15
尺寸链计算例题及习题在工程设计中,尺寸链是一种非常重要的计算方法,用于确定各个零部件之间的尺寸关系。
尺寸链计算旨在确保产品装配和功能的可靠性,减少设计误差,提高产品质量。
本文将介绍尺寸链计算的基本原理,并通过例题和习题来深入理解。
一、尺寸链计算的基本原理尺寸链计算是基于尺寸和公差的理论,通过将各个零部件的尺寸和公差进行数学运算,确定其装配尺寸和公差的合理范围。
尺寸链计算涉及以下几个重要概念:1. 基准尺寸:每个零部件都有一个基准尺寸,用于确定其相对位置和尺寸关系。
2. 公差:公差是指零部件尺寸的允许偏差范围。
公差可以分为上公差和下公差,上公差表示允许的最大偏差,下公差表示允许的最小偏差。
3. 拉链原理:尺寸链计算中经常使用拉链原理,即将所有零部件的尺寸和公差按照装配顺序进行连锁运算,以确定整个装配件的尺寸和公差。
二、例题解析下面通过一个例题来说明尺寸链计算的具体步骤。
差如下:A的基准尺寸为100,公差为±0.05;B的基准尺寸为50,公差为±0.03;C的基准尺寸为80,公差为±0.04。
装配件的要求是各个零部件之间的间隙不得大于0.1。
请计算整个装配件的装配尺寸和公差。
解题步骤如下:1. 确定装配件的基准尺寸。
根据拉链原理,装配件的基准尺寸等于各个零部件基准尺寸之和,即100+50+80=230。
2. 计算装配件的公差。
根据公差的加法原则,装配件的上公差等于各个零部件上公差之和,下公差等于各个零部件下公差之和。
上公差=0.05+0.03+0.04=0.12,下公差=0.05+0.03+0.04=0.12。
3. 检查装配件的装配间隙。
装配间隙等于装配件的上公差减去基准尺寸和下公差减去基准尺寸的差值的绝对值,即|0.12-230|+|-0.12-230|=0.12+0.12=0.24,小于要求的0.1,满足装配间隙要求。
根据以上计算,装配件的装配尺寸为230,公差为±0.12,满足设计要求。
工艺尺寸链习题解(总5页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March工艺尺寸链习题解1、图示零件,在镗D= mm的内径后,再铣端面A,得到要求尺寸为 mm ,问工序尺寸B的基本尺寸及上、下偏差应为多少解:设计尺寸 mm,不便测量,是间接保证尺寸,为封闭环,建立尺寸链如图。
∵B0max =B2max+Bmax∴Bmax = B0max -B2max=540-(500+=40 (mm)又∵B0min =B2min+Bmin∴Bmin= B0min -B2min= - 500 = (mm)则:B=40 -0.35 mm 即B= -0.2 mmTI+T2=++==T0 (合格)答B的基本尺寸为-0.2 mm。
2、图示零件,成批生产时,用端面B定位加工表面A,以保证尺寸,试标注铣缺口时的工序尺寸及公差。
解:设计尺寸10为封闭环(间接保证),建立尺寸链如下:增环:A1、A3,减环:A2 。
∵A0max =A1max+A3max–A2min∴A3max = A0max– A1max +A2min=(10+ – (25++(60 )=45+(mm)又∵A0min =A1min+A3min- A2max∴A3min =A0min– A1min+ A2max =10–25+(60+=45+0.05mm答:铣缺口时的工序尺寸45为标注如下:3、下图为某零件的加工路线图。
工序1:粗车小端面外圆、肩面及端面;工序2:车大外圆及端面;工序3:精车小端外圆、肩面及端面。
试校核工序3精车端面的余量是否合适若余量不够应如何改进解:按工艺过程画初组成精车端面余量的尺寸链图,如下:Zmax= 52 + - - =1(mm)Zmin = + – 22 – 50 = - (mm)最小余量为负值,这是不允许的。
为保证加工质量,前工序尺寸(非设计尺寸)20.5、22或52适当放大些,以留有适当的余量。
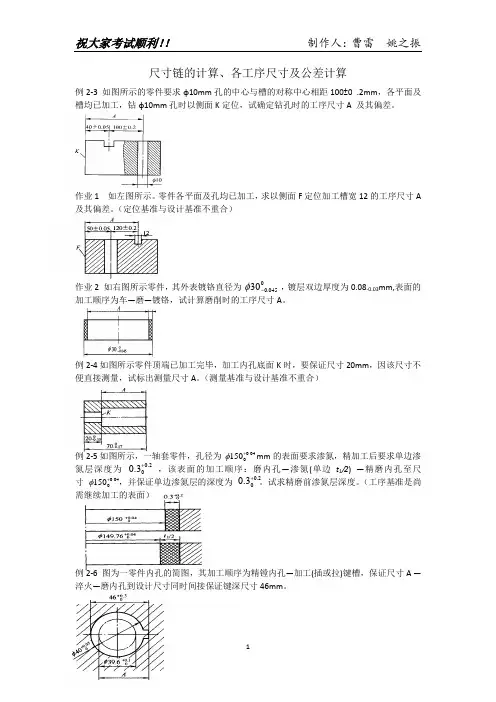
尺寸链的计算、各工序尺寸及公差计算例2-3 如图所示的零件要求φ10mm 孔的中心与槽的对称中心相距100±0 .2mm ,各平面及槽均已加工,钻φ10mm 孔时以侧面K 定位,试确定钻孔时的工序尺寸A 及其偏差。
作业1 如左图所示。
零件各平面及孔均已加工,求以侧面F 定位加工槽宽12的工序尺寸A 及其偏差。
(定位基准与设计基准不重合)作业2 如右图所示零件,其外表镀铬直径为 ,镀层双边厚度为0.08-0.03mm,表面的加工顺序为车—磨—镀铬,试计算磨削时的工序尺寸A 。
例2-4如图所示零件顶端已加工完毕,加工内孔底面K 时,要保证尺寸20mm ,因该尺寸不便直接测量,试标出测量尺寸A 。
(测量基准与设计基准不重合)例2-5如图所示,一轴套零件,孔径为 mm 的表面要求渗氮,精加工后要求单边渗氮层深度为 ,该表面的加工顺序:磨内孔—渗氮(单边t 1/2) —精磨内孔至尺寸 ,并保证单边渗氮层的深度为 。
试求精磨前渗氮层深度。
(工序基准是尚需继续加工的表面)例2-6 图为一零件内孔的简图,其加工顺序为精镗内孔—加工(插或拉)键槽,保证尺寸A —淬火—磨内孔到设计尺寸同时间接保证键深尺寸46mm 。
045.030-φ04.00150+φ2.003.0+04.00150+φ2.003.0+例题:如图所示的零件图的有关工艺过程如下。
①车外圆至尺寸A1(IT9),如图b所示,留磨量z=0.6mm。
②铣轴端小平台,工序尺寸为A2,如图c所示。
③磨外圆,保证工序尺寸A3=28 (IT7).试确定各工序尺寸及其偏差。
例2-1某型芯的直径为Φ50 ,尺寸精度IT5,表面粗糙度Ra要求为0.04μm。
加工的工艺路线为:粗车--半精车—高频淬火—粗磨—精磨—研磨。
用查表法确定毛坯尺寸、各工序尺寸及其公差。
【列表】例2-2需加工φ28孔。
孔表面粗糙度为Ra0.8μm,淬火硬度为58~62HRC,加工顺序为钻孔——半精车——精车——热处理——磨孔。

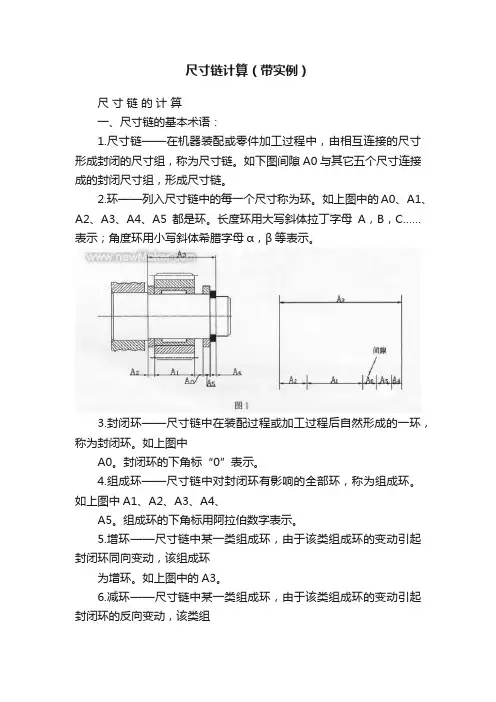
尺寸链计算(带实例)尺寸链的计算一、尺寸链的基本术语:1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。
如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。
2.环——列入尺寸链中的每一个尺寸称为环。
如上图中的A0、A1、A2、A3、A4、A5都是环。
长度环用大写斜体拉丁字母A,B,C……表示;角度环用小写斜体希腊字母α,β等表示。
3.封闭环——尺寸链中在装配过程或加工过程后自然形成的一环,称为封闭环。
如上图中A0。
封闭环的下角标“0”表示。
4.组成环——尺寸链中对封闭环有影响的全部环,称为组成环。
如上图中A1、A2、A3、A4、A5。
组成环的下角标用阿拉伯数字表示。
5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。
如上图中的A3。
6.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组成环为减环。
如上图中的A1、A2、A4、A5。
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
如下图中的L2。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链,如图1②角度尺寸链——全部环为角度尺寸的尺寸链,如图32.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链,如图4②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,如图6。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链。
3.基本尺寸链与派生尺寸链①基本尺寸链——全部组成环皆直接影响封闭环的尺寸链,如图7中尺寸链β。
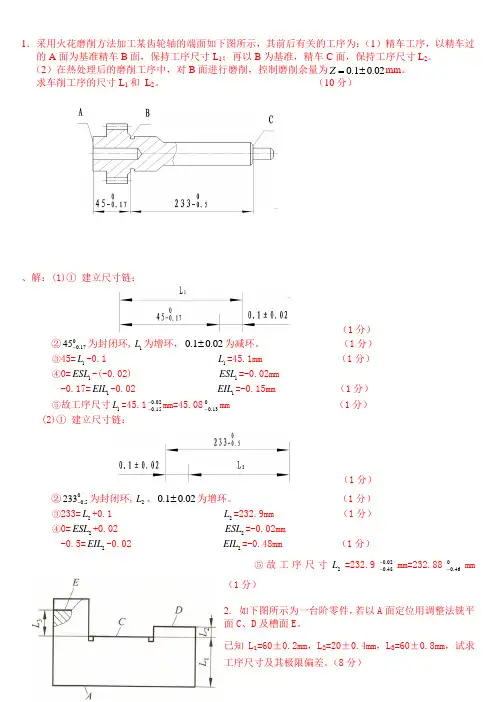
1.采用火花磨削方法加工某齿轮轴的端面如下图所示,其前后有关的工序为:(1)精车工序,以精车过的A 面为基准精车B 面,保持工序尺寸L 1;再以B 为基准,精车C 面,保持工序尺寸L 2。
(2)在热处理后的磨削工序中,对B 面进行磨削,控制磨削余量为0.10.02Z =±mm 。
求车削工序的尺寸L 1和 L 2。
(10分)、解:(1)① 建立尺寸链:(1分)②00.1745-为封闭环,1L 为增环,0.10.02±为减环。
(1分)③45=1L -0.1 1L =45.1mm (1分)④0=1ESL -(-0.02) 1ESL =-0.02mm-0.17=1EIL -0.02 1EIL =-0.15mm (1分)⑤故工序尺寸1L =45.10.020.15--mm=45.0800.13-mm (1分) (2)① 建立尺寸链:(1分)②00.5233-为封闭环,2L 、0.10.02±为增环。
(1分)③233=2L +0.1 2L =232.9mm (1分)④0=2ESL +0.02 2ESL =-0.02mm-0.5=2EIL -0.02 2EIL =-0.48mm (1分)⑤故工序尺寸2L =232.90.020.48--mm=232.8800.46-mm(1分)2. 如下图所示为一台阶零件,若以A 面定位用调整法铣平面C 、D 及槽面E 。
已知L 1=60±0.2mm ,L 2=20±0.4mm ,L 3=60±0.8mm ,试求工序尺寸及其极限偏差。
(8分)解:(1)建立加工D面的尺寸链:(1分)L2为封闭环, L1为减环,L D为增环(1分)20 = L D -60 L D =80 0.4 = ESL D -(-0.2) ESL D =+0.2-0.4= EIL D -0.2 EIL D =-0.2 故加工D面的工序尺寸L D =80±0.2mm (2分)(2) 建立加工E面的尺寸链(1分)L3为封闭环, L1为减环,L E为增环(1分)60 = L E -60 L E =120 0.8 = ESL E -(-0.2)ESL E =+0.6-0.8= EIL E -0.2 EIL E =-0.6 故加工E面的工序尺寸L E =120±0.6mm (2分)3. 零件的简图及工序图如下图所示,试求工序尺寸L1、L2。
例题1图示零件加工时,图样要求保证尺寸10±0.1,但这一尺寸不便直接测量,要通过测量尺寸L来间接保证,试求工序尺寸L及其上、下偏差。
解:⑴画尺寸链图550-0.05L±0.054010±0.1图中:10±0.10-----------------封闭环。
40±0.05、L--------------增环。
55 0-0.05-------------------减环。
⑵根据定义计算:①∵ 10=(40+L)- 55∴工序尺寸L=10+55-40=25②∵ +0.10=(+0.05+ES L)-(-0.05)∴其上偏差ES L=+0.10-0.05-0.05=0③ ∵-0.10=(-0.05+EIL )-0 ∴其下偏差EIL=-0.10+0.05=-0.05答:工序尺寸及其上下偏差为25 0-0.05 。
例题2 如图所示零件,镗孔前表面A 、B 、C 已加工好。
镗孔时,为了使工件装夹方便,选择了A 面为定位基准,此时通过测量尺寸L 来间接保证20±0.15,试求工序尺寸L 及其上、下偏差。
-0.06解:⑴ 画尺寸链图100-0.06L50+0.1020±0.15图中:20±0.15------------封闭环L 、100-0.06------------增环 50+0.10----------- 减环⑵根据定义计算:①∵ 20=(10+L)- 50∴工序尺寸 L = 20+50–10=60②∵ +0.15=(0+ ES L)- 0∴其上偏差 ES L=+0.15③∵ -0.15=(-0.06+EI L)-(+0.10)∴其下偏差EI L=-0.15+0.10+0.06=+0.01答:工序尺寸及其上下偏差为60+0.15+0.01。
例题3 如图所示的箱体零件需要加工孔D,面底面A、孔B和孔C均已加工,各设计尺寸如图示。
工艺尺寸链计算-例2一带有键槽的内孔要淬火及磨削,其设计尺寸如图所示,内孔及键槽的加工顺序是:1)镗内孔至1.006.39+φmm 。
2)插键槽至尺寸A 。
3)热处理:淬火。
4)磨内孔,同时保证内孔直径05.0040+φmm 和键槽深度34.006.43+mm 两个设计尺寸的要求。
试确定工艺过程中的工序尺寸A 及其偏差(假定热处理后内孔没有涨缩)。
解:为解算这个工序尺寸链,可以作出两种不同的尺寸链图。
图(b)是一个四环尺寸链,它表示A 和三个尺寸的关系,其中34.006.43+mm 是封闭环,这里还看不到工序余量与尺寸链的关系。
图(c)是把图(b)的尺寸链分解成两个三环尺寸链,并引进了半径余量2Z 。
在(c)的上图中,2Z 是封闭环;在(c)的下图中,34.006.43+mm 是封闭环,2Z 是组成环。
由此可见,为保证34.006.43+mm ,就要控制工序余量Z 的变化,而要控制这个余量的变化,又要控制它的组成环05.008.19+mm 和025.0020+mm 的变化。
工序尺寸A 可以由图(b)解算出,也可以由图(c)解出。
前者便于计算,后者利于分析。
在图(b)所示尺寸链中,A 、025.0020+mm 是增环,05.008.19+mm 是减环,于是4.438.19206.43=+−=A mm()315.00025.034.0=+−=A ES mm()05.005.000=+−=A EI mm所以315.0050.04.43++=A mm按“入体”原则标注尺寸,并对第三位小数进行四舍五入,可得工序尺寸:265.0045.43+=A mm。