尺寸链例题
- 格式:doc
- 大小:1.42 MB
- 文档页数:5
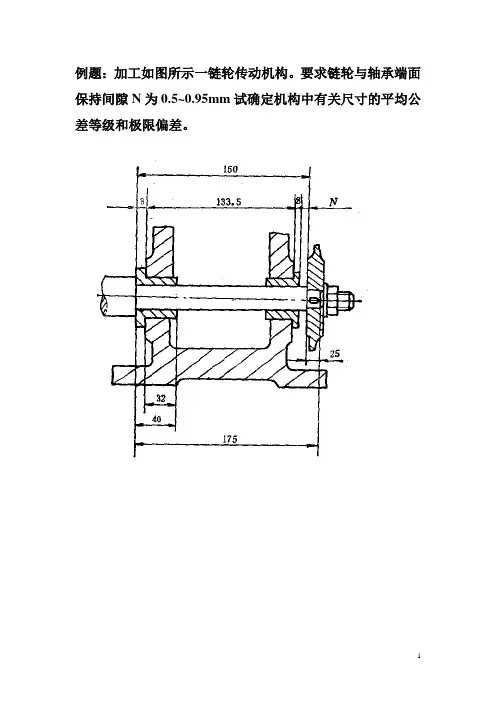
例题:加工如图所示一链轮传动机构。
要求链轮与轴承端面保持间隙N为0.5~0.95mm试确定机构中有关尺寸的平均公差等级和极限偏差。
解:⑴绘尺寸链图.(2)间隙N 装配后得到的,故为封闭环。
由尺寸链图中知:A1为增环、A2、A3、A4为减环。
总环数N=5(3)按平均公差法确定各组成环公差及偏差T平均=T N/N-1式中T N=(0.95-0.5)mm=0.45mmT平均=0.45/(5-1)=0.1125mm根据加工难易程度及基本尺寸大小,分配各环公差为T1=0.15mm T2=0.07mm T3=0.15mm为满足公式TN=T1+T2+T3+T4TN应进行计算:T4=TN-(T1+T2+T3)={0.45-(0.15+0.07+0.15)}mm=0.08mm 封闭环的基本尺寸及上、下偏差如下N=A1-(A2+A3+A4)={150-(8+133.5+8)}mm=0.5mmES N=N MAX-N=0.95-0.5=0.45mmEI N=N MIN-N=0.5-0.5=0为组成环公差带分布符合“向体内原则”,则按EI1=ES2=S3=ES4=0于是各组成环的尺寸为A1=150+0.150mm A2=8 0-0.07mm A3=133.5 0-0.15mm A4=8 0-0.08mm本题亦可按平均等级法确定各组成环公差及偏差。
18.如图4-17所示齿轮内孔,加工工艺过程为:先粗镗孔至Ф84.8+0.070mm,插键槽后,再精镗孔尺寸至Ф85.00+0.036mm,并同时保证键槽深度尺寸87.90 +0.23mm,试求插键槽工序中的工序尺寸A及其误差。
18.解:据题意,加工最后形成的深度尺寸87.90+0.23 0㎜为封闭环尺寸,画尺寸链图(答案图4-2)。
根据公式计算计算工序尺寸A及公差、极限偏差。
由画箭头方法可判断出A、85+0.036 0mm为增环,84.8+0.07 0/2 mm为减环。
A=(87.9+84.8/2-85/2) =(87.9+42.4-42.5)mm=87.8mmES=(+0.23+0-0.036/2)mm=+0.212mmEI=(0+0.07/2-0)mm=+0.035mm故工序尺寸为87.8 +0.212 +0.035 mm答案图 4-2。

第五章 工艺规程设计例1:图示零件,2面设计尺寸为 2522.00 +mm ,尺寸60012.0-mm 已经保证,现以1面定位用调整法精铣2面,试计算工序尺寸。
解:(1)建立尺寸链设计尺寸2522.00 +mm 是间接保证的,是封闭环,A 1(60012.0-mm )和A 2为组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i A A 2 = A 1-A 0=35ES 0=∑=mi i ES 1-∑-+=11n m i i EI EI 2=ES 1-ES 0=-0.22 EI 0=∑=mi i EI 1-∑-+=11n m i i ES ES 2=EI 1-EI 0=-0.12则:工序尺寸A 2=3512.022.0--=34.88010.0-mm 。
例2:下图所示工件外圆、内孔及端面均已加工完毕,本序加工A 面,保证设计尺寸8±0.1 mm 。
由于不便测量,现已B面作为测量基准,试求测量尺寸及其偏差。
解:(1)建立尺寸链设计尺寸8±0.1是mm 是封闭环,A 1、A 2、A 3是组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i AA 1 = A 0-A 2+A 3=18ES 0=∑=m i i ES 1-∑-+=11n m i i EI ES 1=ES 0-ES 2+EI 3=0EI 0=∑=m i i EI 1-∑-+=11n m i i ES EI 1=EI 0-EI 2+ES 3=-0.05则:测量尺寸A 1=180 05.0-=17.9505.00 + mm 。
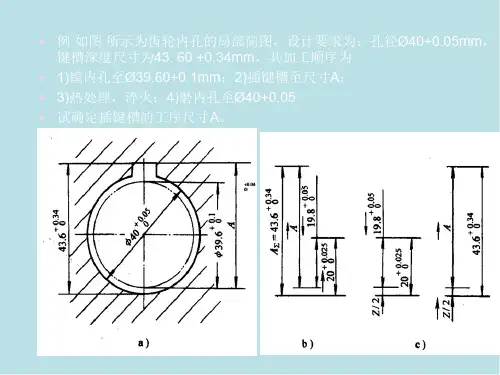
例3:一带有键槽的内孔要淬火及磨削,其设计尺寸如图所示。
保证键槽尺寸034 0436..+ mm 的有关工艺过程如下: 1)镗内孔至中01 0396..ϕ+(005 0198.R .+)mm ; 2)插键槽至尺寸A 1;3)淬火(变形忽略不计);4)磨内孔,同时保证内孔直径005 040.ϕ+(0025 020.R +)mm 和键槽深度 034 0436..+mm 两个设计尺寸的要求。
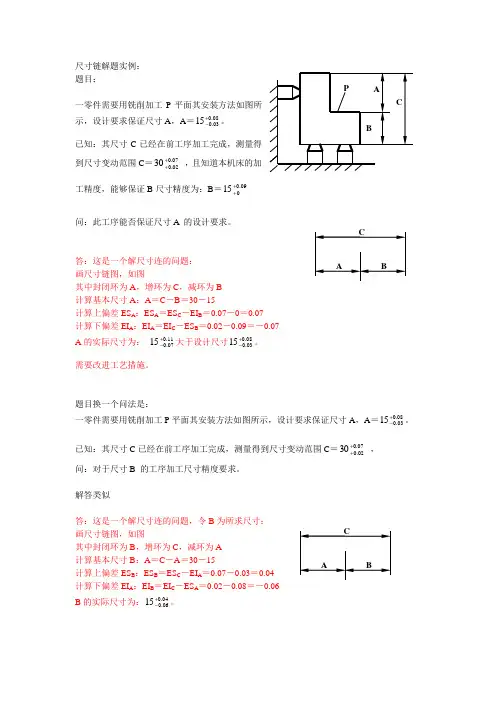
尺寸链解题实例:题目:一零件需要用铣削加工P 平面其安装方法如图所示,设计要求保证尺寸A ,A =80.003.015+-。
已知:其尺寸C 已经在前工序加工完成,测量得到尺寸变动范围C =07.002.030++ ,且知道本机床的加工精度,能够保证B 尺寸精度为:B =09.0015++问:此工序能否保证尺寸A 的设计要求。
答:这是一个解尺寸连的问题:画尺寸链图,如图其中封闭环为A ,增环为C ,减环为B计算基本尺寸A :A =C -B =30-15计算上偏差ES A :ES A =ES C -EI B =0.07-0=0.07计算下偏差EI A :EI A =EI C -ES B =0.02-0.09=-0.07A 的实际尺寸为: 11.007.015+-大于设计尺寸80.003.015+-。
需要改进工艺措施。
题目换一个问法是:一零件需要用铣削加工P 平面其安装方法如图所示,设计要求保证尺寸A ,A =80.003.015+-。
已知:其尺寸C 已经在前工序加工完成,测量得到尺寸变动范围C =07.002.030++ , 问:对于尺寸B 的工序加工尺寸精度要求。
解答类似答:这是一个解尺寸连的问题,令B 为所求尺寸:画尺寸链图,如图其中封闭环为B ,增环为C ,减环为A计算基本尺寸B :A =C -A =30-15计算上偏差ES B :ES B =ES C -EI A =0.07-0.03=0.04计算下偏差EI A :EI B =EI C -ES A =0.02-0.08=-0.06B 的实际尺寸为:04.060.015+-。

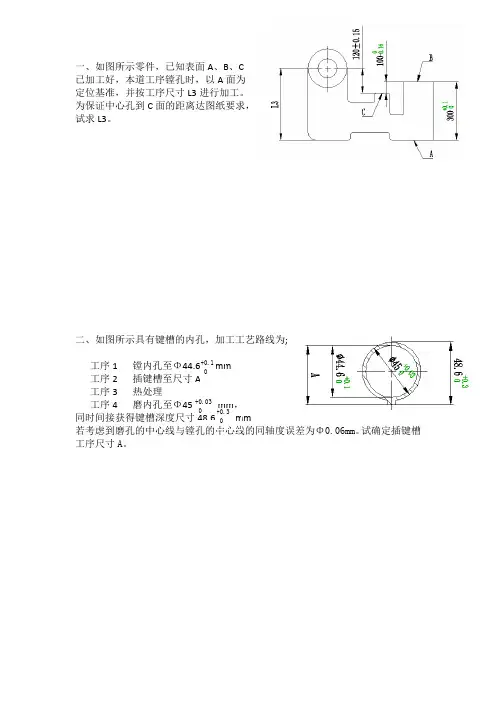
一、如图所示零件,已知表面A 、B 、C
已加工好,本道工序镗孔时,以A 面为
定位基准,并按工序尺寸L3进行加工。
为保证中心孔到C 面的距离达图纸要求,
试求L3。
二、如图所示具有键槽的内孔,加工工艺路线为;
工序1 镗内孔至Φ
44.6 mm 工序2
插键槽至尺寸A
工序3 热处理
工序4 磨内孔至Φ45 mm , 同时间接获得键槽深度尺寸48.6 mm
若考虑到磨孔的中心线与镗孔的中心线的同轴度误差为Φ0.06mm 。
试确定插键槽工序尺寸A 。
+0.1 0 +0.03 0 +0.3 0
三、图中所示小轴,其轴向尺寸的加工过程为:车端面A ;车台阶面B(保证尺寸
49.5 mm);车端面C ,保证总长80 mm ;热处理;钻顶尖孔;磨台阶面B ,保证尺寸30 mm 。
试校核台阶面B 的加工余量。
四、为什么封闭环公差比任何一个组成环的公差都大?设计时应遵循什么原则?
+0.3 0 0 -0.2 0 -0.14。
尺寸链计算例题
尺寸链计算是一种用于计算物体尺寸关系的方法,其中一个物体的尺寸可以通过另一个物体的尺寸和比例关系来推导出来。
以下是一个尺寸链计算的例题:
问题:一个正方形纸片的边长为3厘米,将其对角线分割成两段,其中一段的长度是另一段长度的2倍,求两段的长度。
解答:首先,我们知道对角线可以将正方形分割成两个等边三角形。
设其中一段的长度为x厘米,则另一段的长度为2x厘米。
根据勾股定理,正方形的边长的平方等于对角线的两段长度的平方之和。
因此,有:
3^2 = x^2 + (2x)^2
9 = x^2 + 4x^2
9 = 5x^2
x^2 = 9 / 5
x = √(9/5)
因为边长不能为负数,所以x = √(9/5) ≈ 1.34。
因此,其中一段的长度约为1.34厘米,另一段的长度约为2.68厘米。
第五章 工艺规程设计例1:图示零件,2面设计尺寸为 2522.00 +mm ,尺寸60012.0-mm 已经保证,现以1面定位用调整法精铣2面,试计算工序尺寸。
解:(1)建立尺寸链设计尺寸2522.00 +mm 是间接保证的,是封闭环,A 1(60012.0-mm )和A 2为组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i A A 2 = A 1-A 0=35ES 0=∑=mi i ES 1-∑-+=11n m i i EI EI 2=ES 1-ES 0=-0.22 EI 0=∑=mi i EI 1-∑-+=11n m i i ES ES 2=EI 1-EI 0=-0.12则:工序尺寸A 2=3512.022.0--=34.88010.0-mm 。
例2:下图所示工件外圆、内孔及端面均已加工完毕,本序加工A 面,保证设计尺寸8±0.1 mm 。
由于不便测量,现已B面作为测量基准,试求测量尺寸及其偏差。
解:(1)建立尺寸链设计尺寸8±0.1是mm 是封闭环,A 1、A 2、A 3是组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i AA 1 = A 0-A 2+A 3=18ES 0=∑=m i i ES 1-∑-+=11n m i i EI ES 1=ES 0-ES 2+EI 3=0EI 0=∑=mi i EI 1-∑-+=11n m i i ES EI 1=EI 0-EI 2+ES 3=-0.05 则:测量尺寸A 1=180 05.0-=17.9505.00 + mm 。
例3:一带有键槽的内孔要淬火及磨削,其设计尺寸如图所示。
保证键槽尺寸034 0436..+ mm 的有关工艺过程如下: 1)镗内孔至中01 0396..ϕ+(005 0198.R .+)mm ; 2)插键槽至尺寸A 1;3)淬火(变形忽略不计);4)磨内孔,同时保证内孔直径005 040.ϕ+(0025 020.R +)mm 和键槽深度 034 0436..+mm 两个设计尺寸的要求。
尺寸链考试题及答案一、选择题(每题2分,共10分)1. 尺寸链中,哪一项是必须考虑的因素?A. 公差B. 材料C. 温度D. 湿度答案:A2. 在尺寸链分析中,下列哪项不是基本尺寸链的组成部分?A. 封闭环B. 组成环C. 补偿环D. 基准环答案:C3. 尺寸链中,哪一项是用于补偿其他尺寸误差的?A. 封闭环B. 组成环C. 补偿环D. 基准环答案:C4. 尺寸链分析的目的是什么?A. 确定零件的重量B. 确定零件的尺寸C. 确定零件的加工方法D. 确定零件的公差分配答案:D5. 尺寸链中,封闭环的公差是如何确定的?A. 根据组成环的公差直接计算B. 根据组成环的公差间接计算C. 根据补偿环的公差直接计算D. 根据补偿环的公差间接计算答案:B二、填空题(每题2分,共10分)1. 尺寸链中,封闭环的公差等于组成环公差的______。
答案:代数和2. 在尺寸链分析中,基准环是指______。
答案:用于确定其他尺寸的参考尺寸3. 补偿环的作用是______。
答案:补偿其他尺寸的误差4. 尺寸链分析中,组成环的公差分配应遵循______原则。
答案:经济合理5. 尺寸链的类型包括______和______。
答案:直线尺寸链;角度尺寸链三、简答题(每题10分,共20分)1. 简述尺寸链分析的步骤。
答案:尺寸链分析的步骤包括:确定封闭环,找出所有组成环,分析各组成环对封闭环的影响,确定各组成环的公差,最后进行公差分配。
2. 说明尺寸链中基准环的作用。
答案:基准环在尺寸链中的作用是作为其他尺寸的参考,它通常是固定的或已知的尺寸,用于确定其他组成环的位置和尺寸。
四、计算题(每题15分,共30分)1. 假设一个尺寸链中,封闭环的公差为±0.5mm,组成环A的公差为±0.3mm,组成环B的公差为±0.4mm,试计算组成环C的公差。
答案:组成环C的公差为±0.5mm - (±0.3mm + ±0.4mm) = ±0.2mm。
第五章 工艺规程设计
例1:图示零件,2面设计尺寸为 2522
.00 +mm ,尺寸
600
12.0-mm 已经保证,现以1面定位用调整法
精铣2面,试计算工序尺寸。
解:(1)建立尺寸链
设计尺寸2522
.00 +mm 是间接保证的,是封
闭环,A 1(600
12.0-mm )和A 2为组成环。
(2)计算
根据 A 0=∑=m i i A 1-∑-+=11
n m i i A A 2 = A 1-A 0=35
ES 0=∑=m
i i ES 1-
∑-+=11
n m i i EI EI 2=ES 1-ES 0=-0.22 EI 0=∑=m
i i EI 1-∑-+=11
n m i i ES ES 2=EI 1-EI 0=-0.12
则:工序尺寸A 2=3512.022.0--=34.880
10.0-mm 。
例2:下图所示工件外圆、内孔及端面均已加工完毕,本序加工
A 面,保证设计尺寸8±0.1 mm 。
由于不便测量,现已B
面作为测量基准,试求测量尺寸及其偏差。
解:(1)建立尺寸链
设计尺寸8±0.1是
mm 是封闭环,A 1、
A 2、A 3是组成环。
(2)计算
根据 A 0=∑=m i i A 1-∑-+=1
1
n m i i A
A 1 = A 0-A 2+A 3=18
ES 0=∑=m i i ES 1-∑-+=1
1
n m i i EI ES 1=ES 0-ES 2+EI 3=0
EI 0=∑=m i i EI 1-∑-+=1
1
n m i i ES EI 1=EI 0-EI 2+ES 3=-0.05
则:测量尺寸A 1=180 05.0-=17.9505
.00 + mm 。
例3:一带有键槽的内孔要淬火及磨削,其设计尺寸如图所
示。
保证键槽尺寸034 0
436..+ mm 的有关工艺过程如下: 1)镗内孔至中01 0396..ϕ+(005 0
198.R .+)mm ; 2)插键槽至尺寸A 1;
3)淬火(变形忽略不计);
4)磨内孔,同时保证内孔直径005 040.ϕ+(0025 020.R +)mm 和键槽深度 034 0
436..+mm 两个设计尺寸的要求。
要求确定工序尺寸A 1及其公差。
解:(1)建立尺寸链
键槽深度034 0
436..+mm 是间接保证的,是封闭环。
005 040.ϕ+(0025 0
20.R +)mm 是本序直接保证的,是组成环,还有插键槽尺寸A 1和镗内孔01 0396..ϕ+(005 0
198.R .+)mm 是组成环。
(2)计算
根据A 0=∑=m i i A 1-∑-+=11n m i i A A 1 = A 0-A 3+A 2=43.4
ES 0=∑=m i i ES 1-
∑-+=11
n m i i EI
ES 1=ES 0-ES 3+EI 2=0.315 EI 0=∑=m i i EI 1-
∑-+=11n m i i ES EI 1=EI 0-EI 3+ES 2=0.05
则:插键槽工序尺寸
A 1=0315*******...++=026 0
4345..+mm 。
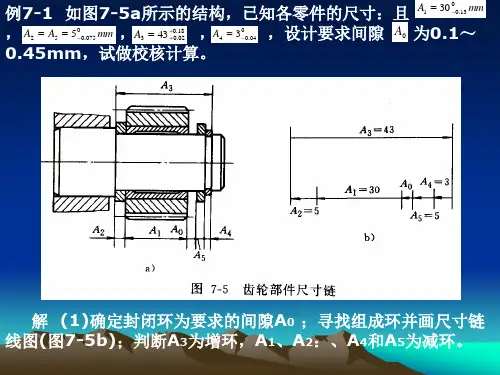
例4:一个齿轮装配结构如图。
为保证齿轮3在轴1上
转动灵活,要求齿轮左、右端面与轴套4和档圈2
之间应留有间隙0.10~0.35(0350100..+
+)mm 。
已知A l
=35mm ,A 2=14mm ,A 3=49mm 。
试用完全互换
装配法解算各组成环尺寸及其极限偏差。
解:
(1)建立装配尺寸链图,校验各环基本尺寸
A 0=A 3-(A 1+A 2)=49-(35+14)=0
各环基本尺寸正确
(2)求各组成环的平均公差
T av =T 0/(n -1)=0.25/3≈0.083(mm )
(3)确定各组成环公差
取: T 1=T 3=0.10(IT10) T 2=T 0-T 1-T 3=0.05(IT 9~IT10)
(4)确定各组成环公差分布(标注形式)
本例选A 2为协调环。
则:A l = 00.1035 -mm A 3=0.10 0
49+mm 由 ES 0=∑=m i i ES 1-
∑-+=11n m i i EI EI 0=∑=m i i EI 1-∑-+=11n m i i ES
EI 2=ES 3-ES 0-EI 1=0.10-0.35+0.10=-0.15
ES 2=EI 3 -EI 0-ES 1=0-0.10-0=-0.10
即 A 2=0.100.1514-
-
(5)验算
A 0max =A 3max -A 1min - A 2min =49.10-34.90-13.85=0.35
A 0min =A 3min -A 1max -A 2max =49-35-13.90=0.10
故计算结果正确。
例5:用统计互换装配法求解例4。
设各尺寸均正态分布(k 1=k 2=k 3=1) 解:
(1)建立装配尺寸链图,校验各环基本尺寸
A 0=A 3-(A 1+A 2)=49-(35+14)=0
各环基本尺寸正确
(2)求各组成环的平均公差
T avi =01
T n -=0.253≈0.144(mm ) (3)确定各组成环公差
取: T 1=T 3=0.160(IT11)
T 2=222013T T T --≈0.106(IT11)
(4)确定各组成环公差分布(标注形式)
A 1= 00.1635-=34.92±0.08(mm )
A 3=0.16 0
49+=49.08±0.08(mm ) A 0=0.350.100+
+=0.225±0.125(mm )
选A 2为协调环
A 2=A 3-A 0-A 1=13.935
则:A 2=13.935±0.053=0.0120.020.1180.111414-
---=(mm )
例6:汽车发动机活塞销与活塞销孔装配。
技术要求:销轴直径d
与销孔直径D 冷态过盈量为:0.0025mm ~0.0075mm ,试确
定销轴与销孔的公差及其分布(基本尺寸D =d =28 mm )。
解:1)建立尺寸链
2)计算组成环平均公差,确定装配方法
T avi =T 0/(n-1)=0.0050/2=0.0025(mm )
选基轴制 d =A 1= 00.002528- mm
D =A 2=0.0050
0.007528-- mm 经分析,采用分组装配法
3)分组装配
将销轴与销孔的公差在相同方向上放大4倍(采取上偏差不动,变动下偏差),即
A 1= 00.010028- mm
A 2=0.00500.015028-
- mm 测量、分组(4组),对应组完全互换装配。
IT2
IT10~IT11
例题:按下图所示定位方案加工键槽,已知d1=φ250
021
.0
-mm;d2=φ400
025
.0
-
mm;两外圆柱
面的同轴度误差为φ0.02mm;V型块夹角α=90°;键槽深度尺寸为A=34.80
17
.0
-
mm,试计算其定位误差,并分析其定位质量。
解:工序基准:d2下母线,定位基准:d1中心线,基准不重合。
Δjb=T d2/2+e=0.025/2+0.02=0.0325
Δdb=T d1/(2sin45°)=0.707Td1=0.707×0.021=0.0148
则Δdw=Δjb+Δjw=0.0473
Δdb<T A/3=0.056 故定位方案可行。