皮带秤校验规程
- 格式:doc
- 大小:40.50 KB
- 文档页数:3

2.2、准确度零点校准:;零点调试结果在量程范围内±3%。
允差=量程*±3%量程校准:最大允许误差为±0.5%。
3、校准方法3.1、外观检查:观察秤架无变形,仪表显示正常。
3.2、准确度校准3.2.1、检查各部件是否工作正常,并在皮带上做一个明显的记号。
3.2.2、启动皮带机,用秒表卡取皮带转一圈的时间,并记录。
3.2.3、测量皮带的xx:用测距器测出皮带一圈的xx。
3.2.4、测出皮带长度与时间的数值置于仪表的内部参数中。
3.3、皮带秤校准。
3.3.1、设定完各参数值后对皮带秤进行去皮。
首先将皮带空转运行两周,确定皮带机上无杂物和水分后去皮,去皮结果不因偏离零点调试量程范围内±3%。
3.3.2、零点校完后进行链码校验,将链码置于皮带秤的有效称量段上,链码中心与秤架中心重合。
将皮带起动,仪表有累积,观察链码滚动时的中心线是否与皮带输送机的中心线重合,如不重合必须进行调整,同时应注意链码两端的固定不要太紧,防止水平张力过大。
3.3.3、先测出皮带的周长与圈数存入控制仪表内,计算出标定时皮带运转整圈的理论累积值Q。
Q=W*L*n式中W-----链码单位长度的重量(kg/m)L-----皮带xx(m)n----圈数3.3.4、计算新的量程系数。
新量程系数=(理论值*旧量程系数)/仪表的实际累计值3.3.5、重复上述标定过程,直到连续三次标定的累积量误差在允许范围内。
6、标定结束后,停止皮带运行,取下链码。
4、校准条件4.1、环境条件4.1.1、环境温度:-10℃~45℃4.1.2、新仪表预热30分钟,皮带启动运行10分钟后方可对皮带秤进行校准。
4.2、校准设备:标准链码,秒表、钢卷尺。
5、校准结果处理5.1、误差的计算公式:M=(Q-W)/Q*100%式中:M——相对误差;Q——理论累计值;W——仪表显示累计值;2、经校准符合本规范要求的配料(计量)皮带秤判为合格,粘贴“准用”标志;不合格的配料(计量)皮带秤粘贴“禁用”标志。

内蒙古蒙维科技有限公司设备部检验、测量和试验设备校准规程受控状态:文件编号:Q/MW(Q)3760(SB)02版序: A分发编号:持有人:编制日期审核日期批准日期电子皮带秤检测/校准规程1. 目的1.1 用于电子皮带秤检测/校准方法。
2. 范围2.1 适用于利用重力原理、以连续的称量方式。
确定并累计散状物料质量的连续累计自动衡器的首次检定、后续检定和使用中检验。
3. 组成和工作原理3.1四部分:秤架,称重传感器、测速传感器、称重显示控制器。
3.2 将装有秤重传感器的秤重桥架,安装与皮带输送机的纵梁上,通过称重传感器支撑的桥架和称重托辊检测皮带上的物料重量,产生一个正比于皮带载荷的电输出信号;同时速度传感器直接连在主动滚筒或大直径的测速滚筒上,产生一系列脉冲信号,每个脉冲代表一个皮带长度,脉冲的长度正比于皮带速度,称重控制仪将以上两种信号用积分方法,把皮带速度和皮带载荷(Kg/m×m/s )进行积算,并转换成数字量,在显示器上分别显示出瞬时流量和累计重量。
4. 检测/校验设备的器具.环境条件.场所4.1 器具4.1.1 链码。
4.1.2 实物。
4.2 环境条件4.2.1 温度4.2.1.1 秤架:-40~+70℃。
仪表:-15~+40℃。
5. 检测/校验设备技术指标5.1 精度5.1.1 系统精度:±0.5%。
5.2 仪表不确定度:0.05%。
5.3 仰角: ≤18°。
5.4 工作电源: 220V AC,50Hz,≤50W。
6. 检测/校准设备的规程6.1 链码校准6.1.1 测量皮带周长(米)。
6.1.2 确定试验时间(秒)和试验圈数。
6.1.3 确定试验长度(米)。
6.1.4 确定皮带速度(米/秒)。
6.1.5 确定试验重量(吨)。
6.1.6 计量段长度(米)。
6.1.7 仪表参数设定6.1.7.1 确定速度分频数。
6.1.7.2 输入试验时间。
6.1.7.3 确定秤容量。

**********公司电子皮带秤(链码)校准规范一、概述:为保证在现场进行电子皮带秤校准的量值准确可靠,校准结果达到公正、客观、准确,特制定本校准规范。
二、引用文献国家计量检定规程JJG195-2002连续累计自动衡器(皮带秤)。
三、适用范围本规范适用于京唐公司赛摩链码电子皮带秤的校准工作。
四、校准前准备1、校准前必须按《管理规定》的要求,与生产厂取得联系,拿到操作牌,并按生产厂的规定做好相应的标识。
2、校准设备、工具和其它辅助材料的准备。
必要的校准设备和标准链码,确认其精度等级范围;标准数字万用表;测速仪器;绝缘电阻测试仪;对讲机一套;通用仪器调试工具、扳手;其它辅助材料如干净的毛刷、软布等。
3、检查传感器,测速等接线应无破损、短路、开路的迹象且接触良好。
4、校准前皮带秤的外观检查确认皮带秤外型结构完好,制造厂名、商标、秤的名称、规格型号、额定流量、准确度等级、指示器分度值、出厂编号、制造年月、制造许可证标志;仪器设备外露件应无松动和机械损坏,信号线、电源线、接地线各端子应连接可靠;对秤目测检查四周间隙内不得有异物;称重传感器是否有异物卡靠;传感器输出是否正常,皮带运转有无跑偏,皮带托辊是否全部接触与皮带运转正常。
五、校准校准前对仪表预热30分钟,同时输送机承受负荷运行一段时间后,方可进行校检。
其步骤及方法如下:1、皮带速度变化率(1)速度测量,空称运行五整圈后,停止运行,在皮带直线段上用卷尺量取一定的长度,并在首尾划定标记,然后开动输送机运转一整圈,当皮带首尾标记与皮带机机架上的固定标记重合时,打开秒表记时,当尾标记与固定标记重合时停秒表,读取示值,依次测量三次,取算术平均值,为皮带的运行速度V 0 。
V 0=L/T 0式中: L 所量皮带长度(米) T 0 运行时间(秒)(2)速度变化率的计算按上述方法检测输送机在60%最大流量下,输送物时的皮带速度V 1,则皮带速度变化率为:St= ⨯100%所得结果应不大于额定速度的±5%。

电子皮带秤校准方法将电子皮带秤接通电源,空转30分钟以上才能进行校准。
1、按照说明书将电缆正确接入计量仪器2、清除错误标志。
按设定→12→送入,清除07E错误。
若有多个错误则重复操作至错误清除。
3、确定速度分频数①按设定→4→送入→送入,显示器从零开始计数,到1分钟时按送入键,停止计数,要求脉冲数在500~1000范围内(我厂在713左右)。
②若脉冲数大于1000,则按设定→13→送入键,将显示数加1再送入。
例如显示数为3,则按4→送入键,并重复①操作。
至合格位为止。
4、送入试验时间①按设定→4→送入键显示原试验时间②再按送入键,显示器从0开始脉冲计数,到达试验时间(系统参数确定时已选定)时,再按送入键,停止计数,显示器数值为试验时间之内的速度脉冲数(我厂为4100左右)③按送入键,显示数值被送入存储器,作为自动调零和自动调间隔的时间。
例:检测链码时此数值为2015,致使顺时流量及累计流量为理论值的2倍5、零点确定①按调零键,调零显示灯闪亮,累计显示及运行灯熄灭,累计停止②再按调零键,调零指示灯稳亮,显示器开始累计零点误差,到达试验时间时累计自动停止,且送入灯闪亮,当出现“-”号时,表示负的零点误差③再按送入键,新的零点被置入,原零点丢失。
记录该数值,作以后检查校准依据④重复①~③三次,以达到准确调零的目的(0.25%的误差范围)⑤达到允许误差范围后,按运行键则投入运行6、链码校准①停止输煤皮带,待链码挂上以后再运行②按设定→15→送入,显示原校准方式,按0→送入键③按设定→6→送入,显示原试验重量,再按相关数字键及送入键,置入新的校验试验重量④按调间隔键,调间隔灯闪亮,显示器显示“000”.⑤再按调间隔键,调间隔灯稳亮,显示器从“0”开始计数,到达试验时间(340s)自动停止,送入灯闪亮,显示累计量,根据此量计算校准系数误差。
⑥按送入键显示新校准系数,并自动存入存储器,记录新的校准系数,作以后调查依据。
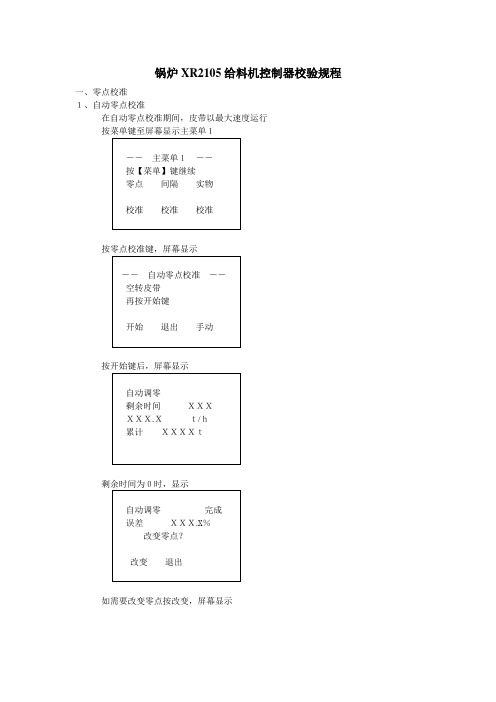
锅炉XR2105给料机控制器校验规程
一、零点校准
1、自动零点校准
在自动零点校准期间,皮带以最大速度运行
按菜单键至屏幕显示主菜单1
按零点校准键,屏幕显示
按开始键后,屏幕显示
剩余时间为0时,显示
如需要改变零点按改变,屏幕显示
2、备注:当零点校验误差值达到+0.5℅~-0.5℅时,校验合格。
如果超出误差范围,继续零点校验直到误差值达到合格。
二、自动间隔校准
自动间隔校准采用挂码校准方式,每个码的重量8公斤。
零点校准完成后,按菜单键返回主菜单1,按间隔校准,屏幕显示
间隔校准使用挂码校准的模拟载荷校准方式,仪表根据在校准数据中选择的校准常数进行校准。
选择挂码校准模式,加上模拟载荷后再启动皮带。
按开始键,仪表显示
在自动间隔校准期间,仪表分辨率比正常时高10倍。
等剩余时间为0,屏幕显示
如需要改变间隔按改变键,屏幕显示
如仪表显示
2、备注:当零点校验误差值达到+0.5℅~-0.5℅时,校验合格。
如果超出误差范围,继续零点校验直到误差值达到合格。
三、注意事项
1、皮带秤零点校验周期为每月一次。
间隔校验周期和零点校验周期一致。
每次校验要做详细记录(一式两份),并经验收人签字后热工和运行车间各保留一份。
2、校验前应将给煤机进出煤闸板严密关闭,并将密封风关闭。
3、校验前保证给煤机皮带无煤,检查称重传感器上方托辊是否转动灵活,以确保校验的准确精度。

电子皮带秤校验规程1计量特性1.1基本显示误差:+1.0%1.2测量范围:配料皮带秤:(0? 400)t/h1.3计量皮带秤:(0? 1800)t/h1.4工作方式:连续测量在线物料质量。
1.5 供电电源:220VAC士10% 频率:50Hz士1Hz1.6其它功能:附带有累计、控制、报警等功能。
2校准条件2.1环境条件:温度:(0? 40)C ,相对湿度:(30? 80% )RH2.2校准设备:标准链码:1套,M1等级3校准项目及方法3.1外观检查a.皮带秤机架结构完好,铭牌标志齐全,秤体无积灰,皮带运转正常。
b.称重传感器接触良好,测速传感器运行正常,线路完好无损。
c.仪表按键灵活自如,信号接线端子紧固。
测量软件运行正常。
3.2运行情况以及零点检查a.将皮带秤运行,待皮带运行平稳后,检查皮带秤运行情况,托辊运转正常,皮带没有沾料,秤架活动部位无卡料活动正常。
b.零点检查:校准皮带秤零点,上述过程连续操作数次,直至皮带秤零点无较大变化为止,记录该零点。
c.停止皮带秤,将链码置于皮带秤上,前后固定。
运行皮带秤,检查链码放置及运转情况,链码滚轮运转灵活,置于皮带秤中部,与皮带运行方向平行,无左右摆动。
3.3示值误差的校准开始校准皮带秤量程。
在皮带秤运行整周或整周倍数时间内, 与记录皮带秤累计, 链码校准标准累计进行比较。
4校准结果的表达4.1误差=示值一标准值。
4.2校准完毕后,按要求填写校准记录。
5校准间隔一般为6个月,最长不超过12个月。
6参考文件JJF 1071国家计量校准规范编写规则JJF 1001通用计量术语及定义GBT/T 8170数值修约规则与极限数值的表示和判定。
水泥厂配料皮带秤校验操作流程
1、首先准备好砝码(约50kg)、秒表(两位小数),检查仪表和皮带机的完好性、X性(皮带不跑偏、托辊旋转正常、同心无跳动),清洁皮带秤称量区,检查称架与皮带机架无硬性连接,特别要注意测重传感器处的位置不能被杂物堵塞,校称期间,严禁做一切与校称无关的操作。
2、测量和修正皮带的速度。
3、标定(一个周期内跑码结束)在皮带机空转的状态下,依次放入砝码,要保证在一个测量周期内通过“计量段”(要求砝码尽量发到皮带中间,要均匀放置),考虑到到一些因数(如跑码量有限、相对物料的均匀性有限、皮重灰份水份的过程变化等),标定精度在±1%以内即可完成配料皮带秤的校验。
皮带秤校验步骤
燃料皮带秤校验步骤
一、零点校验:
(1)启动要校验皮带秤的皮带,确认皮带上没有煤。
(2)点击菜单键,再点击零点校准。
(3)仪表自动开始零点校准,皮带会运行两圈即158秒,剩余时间为0时,此时会出现画面显示:
1)当误差为?0. 02%时,零点校验合格。
点击退出即可,也可以直接点击运行键。
2)当误差,或,? 0.02%时,零点校验不合格。
点击改变,再次进行零点校准,直至零点校准合格。
3)一般情况下三次左右会合格。
二、实物校准
1)查看就地(#8皮带头部)实物秤秤出的重量,应在25至30吨之间。
记下实物重量,此重量是标准重量。
2)联系运行人员启动所有皮带,皮带运行起来确认没有煤。
3)点击菜单,点击实物校准键,进入下一步,点击“是”、“继续”,再通知燃料维护就地人员放煤。
4)此时积算器会显示瞬时流量、累讣总量。
5)燃料就地人员通知煤放完后,点击仪表上显示的完成建。
此时会显示累讣的重量。
通过数字键,直接输入标准重量。
点击确认,积算器会自动计算出误差,
如误差在?0.5%内为合格。
校验合格。
点击中止即可,也可以直接点击运行键。
6)
若超出?0•理在?0・6%以内,则点击改变,积算器自动修正间隔。
若误差很大, 则点击改变后,需重新装煤再次进行实物校准,直至校准合格为止。
皮带秤校验规程前提条件:1.检查秤体托架处是否有集灰或煤块卡住现象。
以上现象处理完后再进行校验。
第一步:在二次表不修改零点和间隔系数情况下校对一下实际物料,。
如果计算出误差值在≥2.5%或≤3.0%范围说明称准确。
再上一次物料,再计算误差,如果在误差范围内则皮带秤正常。
不需要再校。
第二步:如果没在误差范围内,则需要调整参数。
具体步骤如下; (分六个小项):1.首先校两遍‘零点’。
(注意;当第二遍零点值跟第一编相差不超过五个单位时证明零点值已校准。
2.零点校准后进行实物校验。
当联系好开始上煤后。
用秒表(手机)记录上煤时间,当实物料上完,按皮带整圈数时间结束时,按‘完成’健。
记下表显值,计算误差:误差=(表显减去实物)÷表显×100%.误差值≤正负0.5%。
说明称合格。
(此称0.5级)3.如果不合格,需要第二次实物校验,校验前需要重置修改物料间隔系数(此系数计算方法如下:(实数值)÷(表显值)×旧物料间隔系数,得值手动输入表中。
(记住,按‘确认’健)(说明;因为表加远传,影响表自动计算,因此人为计算结果输进去,这一点不能按说明书操作,不然会乱套。
切记。
)4.输入新间隔系数后,第三次实物校验。
(方法同上),合格为止。
(一般操作正确最多三次就准了)。
5.校准后(正负0.5%),按生技科要求加,2.5%.如何加如下计算:此时的间隔系数×1.025.所得的值手动输入表。
(完毕)(注;不一定是1.025.如果误差为0,是1.025;如果误差为负0.5,你得乘以1.03。
如果误差为正0.5,得乘以1.02.根据情况自己计算。
)6.校验完毕后到生技科填写校验报告;三方手写签字,并注明日期。
2015.8.23焦。
皮带秤零点校准
1)就地启动要校验的皮带空转5分钟,皮带运行稳定后进行校验。
2)按积算器表面上的“菜单”键,进入主菜单1界面。
3)按主菜单1界面中的“零点校准”下方的按键进入零点校准界面。
4)按自动零点校准界面中“开始”下方的按键,零点校准自动开始。
在校验过程中不要触摸皮带秤秤架及传感器等设备。
5)待零点校准读秒归零后界面自动显示此次校验的误差,并显示“改变零点?”如显示误差不大于0.5%,按“改变”下方的按键,如大于0.5%按退出”下方的按键重新校验。
6)连续校验三次,每次校验结果在规定值内,校验合格并详细记录。
(校验结果如图1、图2所示校验误差均在合格范围内)
7)校验结束后按“运行”键,停止运行皮带。
图1:零点误差为0.14% 图2:零点误差为0.11%。
皮带秤校验规程
为保证皮带秤计量精度的准确性,特制定本规程,具体如下:
一、皮带秤校验周期:
皮带秤的校验分为零点校准(零位校验)和间隔校准(砝码校验),为了保证皮带秤的精度,应每月对皮带秤进行一次零点校准,三个月进行一次间隔校准。
所有校准在当月停机检修期间校准。
二、皮带秤校验准备:
1)皮带秤校验前仔细检查称重桥架托辊支架下方与皮带支架间有无
积渣,如有积渣应清理干净。
2)皮带应清扫干净。
3)对照参数表检查参数设置是否正确(详见皮带秤的参数设置)。
4)检查所有参数正确后,开始校验。
5)校验时就地启动皮带,不采用远控模式。
三、皮带秤的校验,零点校准(零位校验):
1)就地启动要校验的皮带空转15分钟,皮带运行稳定后进行校验。
2)按说明书校准规程操作,每次操作有要操作人和监护人,两人共
同确保操作无误。
3)连续校验三次,每次校验结果在规定值内,校验合格并详细记录。
四、皮带秤的间隔校准(砝码校验):
1)砝码准备,每个砝码重量为10Kg,准备20个砝码(可以用袋装
铁沙子代替)。
2)校准前要认真检查测速装置、滚筒是否运转正常,清理干净称架
和皮带。
3)皮带送电,启动皮带,观察皮带是否跑偏,运行15分钟后开始校
验。
4)砝码的放置要均匀,间距要基本相等。
5)校准前必须先进行零点校对。
6)误差计算:
实物标定完成后,要进行误差计算:
计算相对误差δ =(G实-GJ)/GJ *100%;
式中:G实=实际料重,GJ= 皮带称计量重量,δ= 相对误差,相对误差均﹤5%为合格。
8)如果误差大于5%调整参数至误差范围内。
9)误差在范围内后连续校验二次,每次校验结果在规定值内,校验合格并详细记录(见附录)。
附录
电子皮带秤校准记录
使用部门:。