氰化镀铜故障及其处理方法:镀层粗糙且色泽暗红
- 格式:docx
- 大小:12.83 KB
- 文档页数:6
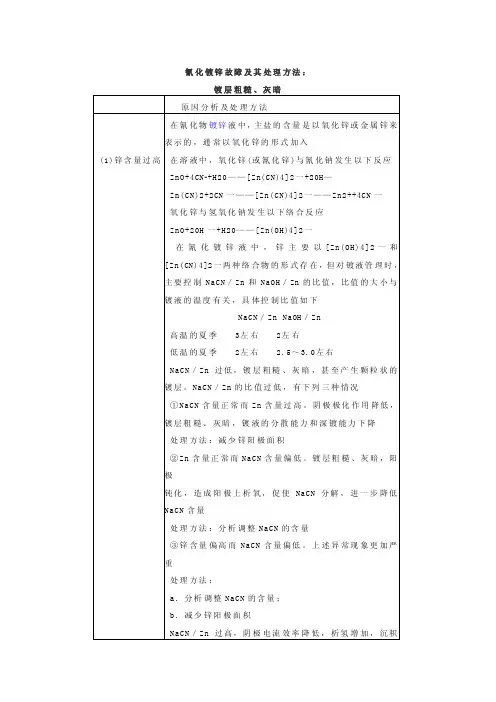
氰化镀锌故障及其处理方法:镀层粗糙、灰暗原因分析及处理方法(1)锌含量过高在氰化物镀锌液中,主盐的含量是以氧化锌或金属锌来表示的,通常以氧化锌的形式加入在溶液中,氧化锌(或氰化锌)与氰化钠发生以下反应ZnO+4CN‑+H20——[Zn(CN)4]2一+20H—Zn(CN)2+2CN一——[Zn(CN)4]2一——Zn2++4CN一氧化锌与氢氧化钠发生以下络合反应ZnO+20H一+H20——[Zn(OH)4]2一在氰化镀锌液中,锌主要以[Zn(OH)4]2一和[Zn(CN)4]2一两种络合物的形式存在,但对镀液管理时,主要控制NaCN/Zn和NaOH/Zn的比值,比值的大小与镀液的温度有关,具体控制比值如下NaCN/Zn NaOH/Zn高温的夏季3左右2左右低温的夏季2左右 2.5~3.0左右NaCN/Zn过低,镀层粗糙、灰暗,甚至产生颗粒状的镀层。
NaCN/Zn的比值过低,有下列三种情况①NaCN含量正常而Zn含量过高。
阴极极化作用降低,镀层粗糙、灰暗,镀液的分散能力和深镀能力下降处理方法:减少锌阳极面积②Zn含量正常而NaCN含量偏低。
镀层粗糙、灰暗,阳极钝化,造成阳极上析氧,促使NaCN分解,进一步降低NaCN含量处理方法:分析调整NaCN的含量③锌含量偏高而NaCN含量偏低。
上述异常现象更加严重处理方法:a.分析调整NaCN的含量;b.减少锌阳极面积NaCN/Zn过高,阴极电流效率降低,析氢增加,沉积速度减慢,镀层孔隙率增多,甚至出现镀层针孔、起泡,镀层的结合力不好。
NaCN/Zn的比值过高,也有下列三种情况①NaCN含量正常而Zn含量过低。
阴极电流效率降低,阴极电流密度上限下降,电流开不大,沉积速度慢处理方法:分析调整氧化锌含量,增加锌阳极面积②Zn含量正常而NaCN含量过高。
阴极极化作用加剧,阴极电流效率降低,析氢增加,造成镀层多孔、起泡和结合力不好,甚至阴极上无镀层沉积,加速阳极溶解,防止阳极钝化处理方法:补加氧化锌,调整NaCN/Zn的比值③NaCN含量偏高而Zn含量偏低。
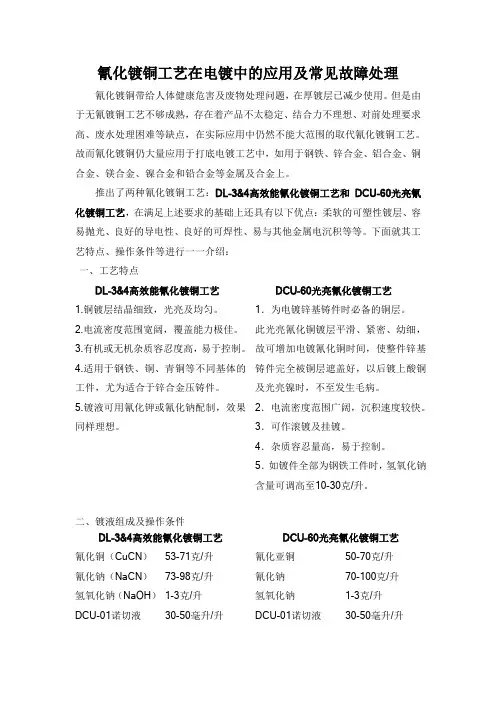
氰化镀铜工艺在电镀中的应用及常见故障处理氰化镀铜带给人体健康危害及废物处理问题,在厚镀层已减少使用。
但是由于无氰镀铜工艺不够成熟,存在着产品不太稳定、结合力不理想、对前处理要求高、废水处理困难等缺点,在实际应用中仍然不能大范围的取代氰化镀铜工艺。
故而氰化镀铜仍大量应用于打底电镀工艺中,如用于钢铁、锌合金、铝合金、铜合金、镁合金、镍合金和铅合金等金属及合金上。
推出了两种氰化镀铜工艺:DL-3&4高效能氰化镀铜工艺和DCU-60光亮氰化镀铜工艺,在满足上述要求的基础上还具有以下优点:柔软的可塑性镀层、容易抛光、良好的导电性、良好的可焊性、易与其他金属电沉积等等。
下面就其工艺特点、操作条件等进行一一介绍:一、工艺特点DL-3&4高效能氰化镀铜工艺DCU-60光亮氰化镀铜工艺1.铜镀层结晶细致,光亮及均匀。
2.电流密度范围宽阔,覆盖能力极佳。
3.有机或无机杂质容忍度高,易于控制。
4.适用于钢铁、铜、青铜等不同基体的工件,尤为适合于锌合金压铸件。
5.镀液可用氰化钾或氰化钠配制,效果同样理想。
1.为电镀锌基铸件时必备的铜层。
此光亮氰化铜镀层平滑、紧密、幼细,故可增加电镀氰化铜时间,使整件锌基铸件完全被铜层遮盖好,以后镀上酸铜及光亮镍时,不至发生毛病。
2.电流密度范围广阔,沉积速度较快。
3.可作滚镀及挂镀。
4.杂质容忍量高,易于控制。
5.如镀件全部为钢铁工件时,氢氧化钠含量可调高至10-30克/升。
二、镀液组成及操作条件DL-3&4高效能氰化镀铜工艺DCU-60光亮氰化镀铜工艺氰化铜(CuCN)53-71克/升氰化亚铜50-70克/升氰化钠(NaCN)73-98克/升氰化钠70-100克/升氢氧化钠(NaOH)1-3克/升氢氧化钠1-3克/升DCU-01诺切液30-50毫升/升DCU-01诺切液30-50毫升/升DL-3碱铜添加剂5-7毫升/升DCU-60A开缸剂10-12毫升/升DL-4碱铜添加剂5-7毫升/升温度45-60℃温度45-60℃电流密度0.5-5 A/dm2电流密度0.5-4 A/dm2阳极无氧电解铜阳极无氧电解铜搅拌方法阴极摇摆搅拌机械摇摆三、组成原料的功用氰化铜(CuCN)氰化铜是供给镀液铜离子的来源。
电镀常见的问题及解决方案
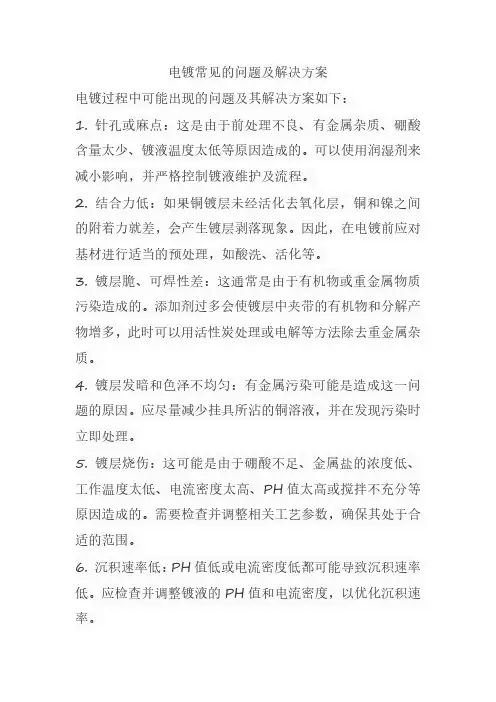
电镀过程中可能出现的问题及其解决方案如下:
1.针孔或麻点:这是由于前处理不良、有金属杂质、硼酸含量太少、镀液温度太低等原因造成的。
可以使用润湿剂来减小影响,并严格控制镀液维护及流程。
2.结合力低:如果铜镀层未经活化去氧化层,铜和镍之间的附着力就差,会产生镀层剥落现象。
因此,在电镀前应对基材进行适当的预处理,如酸洗、活化等。
3.镀层脆、可焊性差:这通常是由于有机物或重金属物质污染造成的。
添加剂过多会使镀层中夹带的有机物和分解产物增多,此时可以用活性炭处理或电解等方法除去重金属杂质。
4.镀层发暗和色泽不均匀:有金属污染可能是造成这一问题的原因。
应尽量减少挂具所沾的铜溶液,并在发现污染时立即处理。
5.镀层烧伤:这可能是由于硼酸不足、金属盐的浓度低、工作温度太低、电流密度太高、PH值太高或搅拌不充分等原因造成的。
需要检查并调整相关工艺参数,确保其处于合适的范围。
6.沉积速率低:PH值低或电流密度低都可能导致沉积速率低。
应检查并调整镀液的PH值和电流密度,以优化沉积速率。
7.其他问题:如辅助阳极的铜条未与生产板长度一致或已发粗,不允许再使用。
全板及图形镀后板需在24小时内制作下工序。
图形镀上板戴细纱手套,下板戴棕胶手套,全板上板戴橡胶手套,下板戴干燥的粗纱手套。
在处理电镀问题时,需要综合考虑多个因素,包括镀液成分、设备状况、操作条件等。
如遇到难以解决的问题,建议寻求专业人士的帮助。
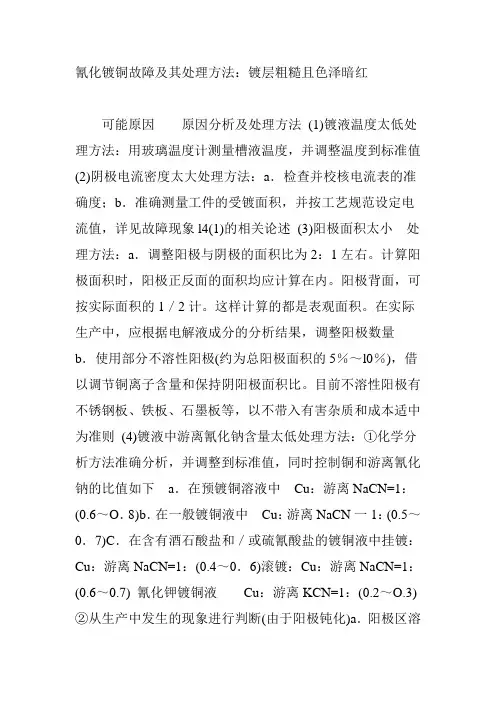
氰化镀铜故障及其处理方法:镀层粗糙且色泽暗红可能原因原因分析及处理方法(1)镀液温度太低处理方法:用玻璃温度计测量槽液温度,并调整温度到标准值(2)阴极电流密度太大处理方法:a.检查并校核电流表的准确度;b.准确测量工件的受镀面积,并按工艺规范设定电流值,详见故障现象l4(1)的相关论述(3)阳极面积太小处理方法:a.调整阳极与阴极的面积比为2:1左右。
计算阳极面积时,阳极正反面的面积均应计算在内。
阳极背面,可按实际面积的1/2计。
这样计算的都是表观面积。
在实际生产中,应根据电解液成分的分析结果,调整阳极数量b.使用部分不溶性阳极(约为总阳极面积的5%~l0%),借以调节铜离子含量和保持阴阳极面积比。
目前不溶性阳极有不锈钢板、铁板、石墨板等,以不带入有害杂质和成本适中为准则(4)镀液中游离氰化钠含量太低处理方法:①化学分析方法准确分析,并调整到标准值,同时控制铜和游离氰化钠的比值如下a.在预镀铜溶液中Cu:游离NaCN=1:(0.6~O.8)b.在一般镀铜液中Cu:游离NaCN一1:(0.5~0.7)C.在含有酒石酸盐和/或硫氰酸盐的镀铜液中挂镀:Cu:游离NaCN=1:(0.4~0.6)滚镀:Cu:游离NaCN=1:(0.6~0.7) 氰化钾镀铜液Cu:游离KCN=1:(0.2~O.3)②从生产中发生的现象进行判断(由于阳极钝化)a.阳极区溶液出现浅蓝色。
由于游离氰化钠过低,阳极表面上会有不溶性的氰化亚铜薄膜黏附,使阳极的活化表面减小,从而使阳极电流密度增大,阳极电势变正,导致阳极有二价铜离子溶解进入溶液,使阳极区溶液显浅蓝色b.阳极板上有浅青色(绿色)的薄膜。
由于上列原因,二价铜离子进入阳极区溶液,并在阳极表面产生难溶的氢氧化铜,形成浅青色(绿色)的薄膜C.阳极上析出的气泡较多,并能嗅到氨味。
由于阳极钝化后发生析氧反应40H-—4e- ——2H2O O2↑析出的氧又促使NaCN分解2NaCN 2NaOH 2H2O 02——2Na2C03 2NH3↑NaCN分解引起其含量进一步降低,从而使阳极钝化更加严重,这将造成恶性循环d.工作时槽电压升高。
镀铜工艺品制作中的常见问题及解决方法镀铜工艺品制作是一种具有独特魅力的手工艺品制作工艺。
然而,由于其特殊的工艺性质,制作过程中常常会遇到一些问题。
本文将介绍镀铜工艺品制作中常见的问题,并提供解决方法,以帮助工匠们更好地解决这些问题。
一、颜色不均匀在镀铜工艺品制作过程中,颜色不均匀是一个常见的问题。
这可能是因为表面处理不均匀或电镀过程中发生了一些问题。
解决这个问题的方法有:1. 在制作前,对工件进行充分的表面处理,确保表面光洁平整,没有任何杂质和污垢。
2. 电镀过程中要严格控制电流密度和镀液的温度,以保证电镀均匀。
3. 如果出现部分区域颜色不均匀的情况,可以使用钢丝刷等方法进行轻微修饰,使其颜色更加均匀。
二、氧化问题铜制品容易受到氧化的影响,特别是在湿气较重的环境中。
氧化会导致铜制品表面出现黑色斑点或斑痕,从而影响其观赏价值。
解决这个问题的方法有:1. 在电镀完成后,要对工件进行一层透明的保护层处理,可以采用清漆、蜡或者其他保护膜来避免氧化。
2. 避免将镀铜工艺品放置在潮湿的环境中,尽量保持干燥。
三、表面处理问题在镀铜工艺品制作过程中,表面处理是至关重要的一步。
不正确或不充分的表面处理会导致镀层不牢固,影响产品质量。
解决这个问题的方法有:1. 在制作前,对工件进行充分的清洁和抛光,以确保表面光滑、没有任何杂质和污垢。
2. 使用合适的化学品进行酸洗和碱洗处理,以去除氧化物和污垢,并提高金属表面的附着力。
3. 特别对于凹凸不平的工件,要特别注意表面处理的细节,以保证镀铜层的均匀性和光滑度。
四、镀层过厚或过薄问题镀铜工艺品的镀层厚度直接关系到其质量和观赏价值。
镀层过厚或过薄都会影响产品的质量和寿命。
解决这个问题的方法有:1. 在电镀过程中,要精确控制电流密度和电镀时间,以保证镀层的厚度均匀和合适。
2. 针对镀铜层过厚的情况,可以使用机械研磨的方法进行修整,保持合适的镀层厚度。
3. 针对镀铜层过薄的情况,可以通过增加电镀时间或者增加电流密度来增加镀层厚度。
电镀不良的一些情况和解决方法电镀不良对策镀层品质不良的发生多半为电镀条件,电镀设备或电镀药水的异常,及人为疏忽所致.通常在现场发生不良时比较容易找出塬因克服,但电镀后经过一段时间才发生不良就比较棘手.然而日后与环境中的酸气,氧气,水分等接触,加速氧化腐蚀作用也是必须注意的.以下本章将对电镀不良的发生塬因及改善的对策加以探讨说明.1.表面粗糙:指不平整,不光亮的表面,通常成粗白状(1)可能发生的塬因: (2)改善对策:1.素材表面严重粗糙,镀层无法覆盖平整. 1.若为素材严重粗糙,立即停产并通知客户.2.金属传动轮表面粗糙,且压合过紧,以至于压伤. 2.若传动轮粗糙,可换备用品使用并检查压合紧度.3.电流密度稍微偏高,部分表面不亮粗糙(尚未烧焦) 3.计算电流密度是否操作过高,若是应降低电流4.浴温过低,一般镀镍才会发生) 4.待清晰度回升再开机,或降低电流,并立即检查温控系统.5.PH值过高或过低,一般镀镍或镀金(过低不会)皆会发生. 5.立即调整PH至标准范围.6.前处理药液腐蚀底材. 6.查核前处理药剂,稀释药剂或更换药剂2.沾附异物:指端子表面附着之污物.(1)可能发生的塬因: (2)改善对策:1.水洗不干净或水质不良(如有微菌). 1.清洗水槽并更换新水.2.占到收料系统之机械油污. 2.将有油污处做以遮蔽.3.素材带有类似胶状物,于前处理流程无法去除. 3.须先以溶剂浸泡处理.4.收料时落地沾到泥土污物. 4.避免落地,若已沾附泥土可用吹气清洁,浸透量很多时,建议重新清洗一次.5.锡铅结晶物沾附 5.立即去除结晶物.6刷镀羊毛?纤维丝 6.更换羊毛?并检查接触压力.7.纸带溶解纤维丝. 7.清槽.8.皮带脱落屑. 8.更换皮带.3.密着性不良:指镀层有剥落.起皮,起泡等现象.(1)可能发生的塬因: (2).改善对策:1.前处理不良,如剥镍. 1.加强前处理.2.阴极接触不良放电,如剥镍,镍剥金,镍剥锡铅. 2.检查阴极是否接触不良,适时调整.3.镀液受到严重污染. 3.更换药水4.产速太慢,底层再次氧化,如镍层在金槽氧化(或金还塬),剥锡铅. 4,电镀前须再次活化.5.水洗不干净. 5.更换新水,必要时清洗水槽.6.素材氧化严重,如氧化斑,热处理后氧化膜. 6.必须先做除锈及去氧化膜处理,一般使用化学抛光或电解抛光.7.停机化学置换反应造成. 7.必免停机或剪除不良品8,操作电压太高,阴极导电头及镀件发热,造成镀层氧化. 8.降低操作电压或检查导线接触状况9,底层电镀不良(如烧焦),造成下一层剥落. 9.改善底层电镀品质.10.严重.烧焦所形成剥落 10.参考NO12处理对策.4.露铜:可清楚看见铜色或黄黑色于低电流处(凹槽处)(1)可能发生塬因: (2)改善对策:1.前处理不良,油脂,氧化物.异物尚未除去,镀层无法析出. 1.加强前处理或降低产速2.操作电流密度太低,导致低电流区,镀层无法析出. 2.重新计算电镀条件.3镍光泽剂过量,导致低电流区,镀层无法析出 3.处理药水,去除过多光泽剂或更新.4.严重刮伤造成露铜. 4.检查电镀流程,(查参考NO5)5.未镀到. 5.调整电流位置.5刮伤:指水平线条状,一般在锡铅镀层比较容易发生.(1)可能发生的塬因: (2)改善对策:1.素材本身在冲压时,及造成刮伤. 1.停止生产,待与客户联系.2.被电镀设备中的金属制具刮伤,如阴极头,烤箱定位器,导轮等. 2.检查电镀流程,适时调整设备和制具.3.被电镀结晶物刮伤. 3.停止生产,立即去除结晶物.6.变形(刮歪):指端子形状已经偏离塬有尺寸或位置.(1)可能发生的塬因: (2)改善对策:1.素材本身在冲压时,或运输时,即造成变形. 1.停止生产,待与客户联系.2.被电镀设备,制具刮歪(如吹气.定位器,振荡器,槽口,回转轮) 2.检查电镀流程,适时调整设备和制具.3.盘子过小或卷绕不良,导致出入料时刮歪 3.停止生产,适时调整盘子4.传动轮转歪, 4.修正传动轮或变更传动方式.7压伤:指不规则形状之凹洞可能发生的塬因:改善对策:1)本身在冲床加工时,已经压伤,镀层无法覆盖平整2)传动轮松动或故障不良,造成压合时伤到 1)停止生産,待与客户联2)检查传动机构,或更换备品8白雾:指镀层表面卡一层云雾状,不光亮但平整可能发生的塬因:1)前处理不良2)镀液受污染3)锡铅层爱到酸腐蚀,如停机时受到锡铅液腐蚀4)锡铅药水温度过高5)锡铅电流密度过低6)光泽剂不足7)传致力轮脏污8)锡铅电久进,産生泡沫附着造成改善对策:1)加强前处理2)更换药水并提纯污染液3)避免停机,若无法避免时,剪除不良4)立即检查温控系统,并重新设定温度5)提高电流密度6)补足不泽剂传动轮7)清洁传动轮8)立即去除泡沫9针孔:指成群、细小圆洞状(似被钟扎状)可能发生的塬因:改善对策:1.操作的电流密度太 1.降低电流密度2.电镀溶液表面张力过大,湿润剂不足。
氰化镀铜(碱铜)常见不良现象与解决方案氰化物镀铜是应用最广泛镀铜方法,镀液以氰化钠作络合剂,络合铜离子,有很强的活化能力和络合能力、其具有以下几个特点:1、这个电镀工艺的镀液有一定的去油和活化的能力;2、氰化物络合能力很强、槽液的阴极极化很高,所以具有优良的均镀能力和覆盖能力,能在各种金属基体上镀上结合力很好的铜层;3、各种杂质对镀液影响较少,工艺规范要求较宽,容易控制,基本上能适应各种形状复杂的零件电镀要求;4、氰化镀铜所获得的镀层表面光亮,结晶细微,孔隙率低。
容易抛光,具有良好的导电性和可焊性;氰化物镀铜在整个电镀工序中是一个较重要环节,因此,一个电镀师付的现场控制水平决定了产品的电镀质量。
今天我们乐将团队就与大家一起探讨这个镀种在生产中常见不良现象与解决方案。
一.镀层粗糙色泽暗红。
解决方案:1.从简至难排除原则。
先检查是不是温度太低,再有这种现象最多的氰化物不足引起,要经常分析与补加氰化物含量,正常镀液中铜离子可以由铜阳极补充,游离氰化钠要靠每日补加。
2.再有就是阳极钝化了,大家可以观察下阳极附近溶液是否发浅蓝色。
阳极发生钝化现象,这时就应取出阳极清理并增加阳极面积,还有增加酒石酸钾钠含量。
而如果是阳极表面生成较致密的黑色氧化铜,外层还附着一层胶体状沉积物的话,向镀液中补加酒石酸钾钠,提高游离氰化钠的浓度也无济于事。
根据我们团队经验判断,这故障就是锌杂质对镀液的污染所致。
这时就应先调整氰化钠正常含量, 去除铅和锌杂质时可以先将镀液加温到60℃,在搅拌下加入0.2-0.4g/L的硫化钠,再加入2-4g/L的活性炭搅拌2小时后过滤。
也可进行小电流电解处理。
二.镀层有针孔。
解决方案:1.先看下是否产品本身基体表面粗糙。
2.这种不良最多的是因镀液有油污或有机杂质引起,可用活性炭粉处理去除,在此我们乐将团队建议大家碱铜缸要时常用碳粉处理,保持镀液的干净。
3.铜含量过低或氰化钠含量过高,镀液析氢较大,可以化验分析成分,调整铜与游离氰化钠至正常范围4.阴极电流密度过大。
氰化物镀铜操作注意事项常见故障及排除法
慧聪表面处理网:一、氰化物镀铜操作注意事项
①由于氰化物镀铜溶液使用剧毒的氰化物,在配制和生产中要严格遵守操作规程,必须有良好的通风设施。
如需接触氰化物,必须穿戴好胶皮手套、雨靴、围裙等防护用品。
如不
慎接触到氰化物,应用大量的清水进行清洗。
②镀铜的阳极可选用纯度高的压延铜或者电解铜。
阳极板应用丙纶布作为阳极袋套上,防止阳极产生的泥渣掉人槽内。
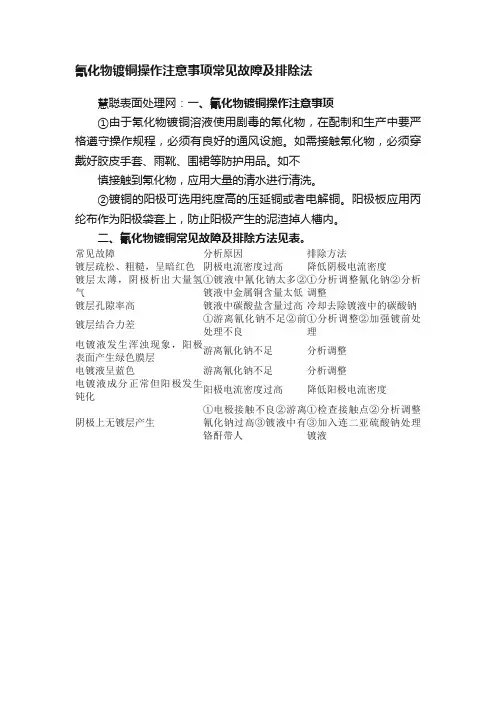
二、氰化物镀铜常见故障及排除方法见表。
常见故障分析原因排除方法
镀层疏松、粗糙,呈暗红色阴极电流密度过高降低阴极电流密度
镀层太薄,阴极析出大量氢气①镀液中氰化钠太多②
镀液中金属铜含量太低
①分析调整氰化钠②分析
调整
镀层孔隙率高镀液中碳酸盐含量过高冷却去除镀液中的碳酸钠
镀层结合力差①游离氰化钠不足②前
处理不良
①分析调整②加强镀前处
理
电镀液发生浑浊现象,阳极
表面产生绿色膜层
游离氰化钠不足分析调整
电镀液呈蓝色游离氰化钠不足分析调整
电镀液成分正常但阳极发生
钝化
阳极电流密度过高降低阳极电流密度
阴极上无镀层产生①电极接触不良②游离
氰化钠过高③镀液中有
铬酐带人
①检查接触点②分析调整
③加入连二亚硫酸钠处理
镀液。
氰化镀锌常见故障及处理方法一、电镀后制件表面为什么不亮?1、光亮剂含量少;适当添加光亮剂。
2、镀液温度过高,超过40℃;降温后再生产。
3、导电不良,镀层薄;检查导电系统,进行修理。
二、电镀后制件为什么低电流密度区不亮?1、光亮剂含量少;适当添加光亮剂。
2、镀液中氰化钠与阳化锌的含量比值小;适当调整。
3、金属杂质污染致使低区发黑;添加硫化钠沉淀或电解。
4、镀液温度过高,超过40℃;降温后再生产。
5、低电流密度区前处理除油不净;增加前处理除油能力。
三、镀后制件表面为什么有颗粒吸附?1、镀液中悬浮物多;加强过滤。
2、阳极泥积累较多;及时清理阳极。
3、制件上吸附有磁性颗粒;电镀前予以清除。
4、前处理除油液杂质较多,吸附于制件表面;及时更换前处理。
四、镀锌层一经出光为什么镀层发黑?1、铜杂质污染;a、找出污染源,杜绝之;b、加除杂剂进行大处理;c、低电流电解镀槽。
五、钝化后的制件为什么表面有白雾状?1、镀后镀层呈白雾状,光亮剂失调;寻求供应商调整。
2、前处理不干净,致使镀层发雾;检查前处理予以调整。
3、镀锌后钝化前有油污染;找出源头,处理之。
4、钝化液温度低;加温至温度上线。
5、钝化液中锌杂质过高;更换部分钝化液。
6、如果是三价铬钝化则可能是;a、PH值高;用硝酸将PH值降到1.8。
b、气搅拌过大;关小气搅拌。
六、镀后制件未干燥前为什么钝化膜脱落?1、钝化槽内有油污染;处理之。
2、钝化膜较厚;降低钝化时间。
3、钝化液中三价铬离子少;降低钝化时间或添加少量锌粉。
七、三价铬钝化为什么出现黄色膜层?1、铁杂质过高a、更换部分新钝化液;b、升高PH值至5.4沉淀铁杂质,然后导槽清理。
八、三价铬加封闭制件,在做盐雾试验时为什么有明显的漆印变色现象?1、封闭液过脏;加强过滤或更换部分新封闭液。
2、封闭液浓度低;添加封闭剂。
李宪峰2011-07-12。
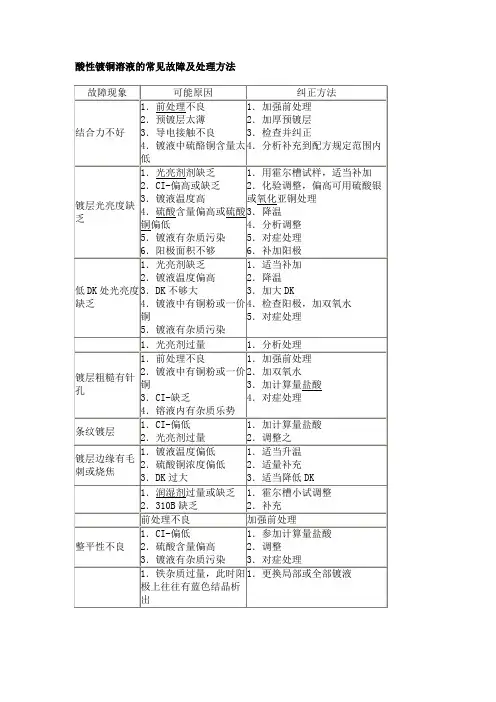
酸性镀铜溶液的常见故障及处理方法氯离子含量高会影响酸性亮铜层质量酸性光亮镀铜溶液中含有适量的氯离子(30~90mg/L)能提高陵层的光亮度和平整性,还能降低镀层应力。
但不可过多,否那么镀层失去光泽,光亮度下降,光亮范围狭窄,镀层还会产生树枝状的条皎,阳极发生钝化,电压明显上升,电流升不上去。
为防止过多的氯离子进入镀液,配制溶液用水必须用去离子水,瓯然配方中有少量的氯离子要求,但也无需单独参加,因为配制材料即会有少量氯离子存在,根本能满足要求。
假设溶液中有过高的氯离子存在,可参加计算量的氧化亚铜予以群决。
某厂新配制的1000L酸性亮铜溶液,使用的材料除去离子水之阶,所有材料都是试剂级的,配成试镀时发现镀出样板平整性很差,也不太光亮,还见有条纹。
根据试样情况,经多方检查,无论是配制过程,还是使用材料均.无可疑之处,最后考虑到可能与氯离子含量有关。
估计氯离字含量过高的可能性不大,因为使用的材料都是试剂级的,于是吸出5L溶液,先在此小槽中镀出样板,然后参加250mg氯化钠(当时无试剂级的盐酸)约含30mg/L氯离子,然后在同样工艺条件下再镀样板,结果外表质量明显不一样。
由此可见,但凡用试剂级材料配制的光亮酸性镀铜溶液,假设试镀结果质量不够理想的,有可能是氯离子浓度太低,但补充时还是先做小试为好,以免因其他原因而参加过高氯离子后引出麻烦。
用水不当引起酸性镀铜层的质量故障由水质不符合酸性光亮镀铜工艺要求而引起镀层质量或溶液遭到污染的例子很多,在此仅举一例。
某乡办电镀厂发生一起光亮酸性镀铜的槽端电压升高、电流升不上去,继续升高电压时电流虽暂时能上去,但不久又回落下来,镀层光亮区狭窄,补充光亮剂也无济于事。
阳极上还蒙有一层灰白色的膜等质量故障。
上述现象与溶液被氯离子污染引起的相似。
据查是用水不洁所故。
原来该厂地处偏僻,靠用井水,且井水由于电镀废水未能正规治理,就地排放而被污染,长期用此井水清洗工件又难免被带入镀槽,因而出现上述质量故障,由此可见电镀用水对镀层质量影响很大。
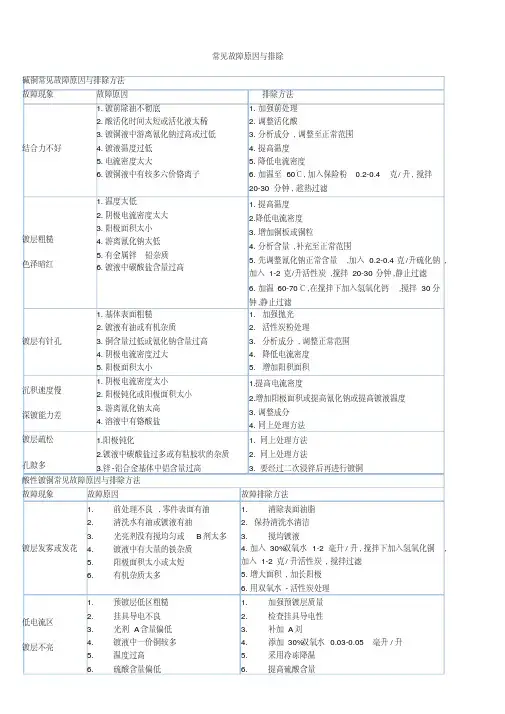
常见故障原因与排除碱铜常见故障原因与排除方法故障现象故障原因排除方法结合力不好1.镀前除油不彻底2.酸活化时间太短或活化液太稀3.镀铜液中游离氰化钠过高或过低4.镀液温度过低5.电流密度太大6.镀铜液中有较多六价铬离子1.加强前处理2.调整活化酸3.分析成分,调整至正常范围4.提高温度5.降低电流密度6.加温至60℃,加入保险粉0.2-0.4克/升,搅拌20-30分钟,趁热过滤镀层粗糙色泽暗红1.温度太低2.阴极电流密度太大3.阳极面积太小4.游离氰化钠太低5.有金属锌铅杂质6.镀液中碳酸盐含量过高1. 提高温度2.降低电流密度3. 增加铜板或铜粒4. 分析含量,补充至正常范围5. 先调整氰化钠正常含量,加入0.2-0.4克/升硫化钠,加入1-2克/升活性炭,搅拌20-30分钟,静止过滤6. 加温60-70℃,在搅拌下加入氢氧化钙,搅拌30分钟,静止过滤镀层有针孔1.基体表面粗糙2.镀液有油或有机杂质3.铜含量过低或氰化钠含量过高4.阴极电流密度过大5.阳极面积太小1. 加强抛光2. 活性炭粉处理3. 分析成分,调整正常范围4. 降低电流密度5. 增加阳积面积沉积速度慢深镀能力差1.阴极电流密度太小2.阳极钝化或阳极面积太小3.游离氰化钠太高4.溶液中有铬酸盐1.提高电流密度2.增加阳极面积或提高氰化钠或提高镀液温度3. 调整成分4. 同上处理方法镀层疏松孔隙多1.阳极钝化2.镀液中碳酸盐过多或有粘胶状的杂质3.锌-铝合金基体中铝含量过高1. 同上处理方法2. 同上处理方法3. 要经过二次浸锌后再进行镀铜酸性镀铜常见故障原因与排除方法故障现象故障原因故障排除方法镀层发雾或发花1.前处理不良,零件表面有油2.清洗水有油或镀液有油3.光亮剂没有搅均匀或B剂太多4.镀液中有大量的铁杂质5.阳极面积太小或太短6.有机杂质太多1.清除表面油脂2. 保持清洗水清洁3.搅均镀液4.加入30%双氧水1-2毫升/升,搅拌下加入氢氧化铜,加入1-2克/升活性炭,搅拌过滤5.增大面积,加长阳极6.用双氧水-活性炭处理低电流区镀层不亮1.预镀层低区粗糙2.挂具导电不良3.光剂A含量偏低4.镀液中一价铜较多5.温度过高6.硫酸含量偏低1.加强预镀层质量2.检查挂具导电性3.补加A刘4.添加30%双氧水0.03-0.05毫升/升5.采用冷冻降温6.提高硫酸含量7.氯离子过多或有机杂质过多7.在搅拌下加入1-3克/升锌粉,搅拌30分钟,加入2-3克/升活性炭,搅拌2小时,静止过滤镀层有麻点镀层粗糙1.预镀层太薄或粗糙2.阳极磷铜含磷少3.有一价铜或铜粉4.硫酸铜含量过高5.温度过高6.挂具钩子上的铬层未彻底退除1.加强预镀层质量2.更换阳极3.加少许双氧水,方法同上4.冲稀镀液,调整各成分5.建议用冷冻6.彻底清除挂具残余镀层镀层有条纹1.镀液中氯离子过多2.光剂比列失调3.预镀层有条纹4.硫酸铜含量过低1. 同上方法处理2. 通过试验调整光剂比例3. 加强预镀层质量4. 提高硫酸铜含量电镀时电流下降,电压升高1.硫酸铜含量偏高2.硫酸含量偏低3.镀液温度太低4.阳极面积太小5.镀液氯离子含量过多1. 稀释镀液,调整各成分2. 提高硫酸含量3. 提高温度4. 增加阳极面积5. 用锌粉处理,方法同上焦磷酸镀铜常见故障原因与排除方法故障现象镀层粗糙故障原因1.基体或预镀层粗糙2.镀液中有铜粉或其它固体微粒3.铜含量过高或焦钾过低4.镀液PH值太高5.镀液杂质太多故障排除方法1.加强预镀层质量2.加强过滤或加少许双氧水去除铜粉3.补充焦钾,调整P比在 6.3-6.8之间4.调整PH值在8.5-9.0之间5.双氧水-活性炭处理镀层结合力不好1.镀前处理不良2.镀前没有良好活化3.清洗水有油或活化酸有油4.预镀层太薄5.活化酸中有二价侗或二价铅杂质6.镀液有油或六价铬1.加强镀前处理2.加强活化3.更换清洗水或活化酸4. 加强预镀层厚度5. 更换活化酸6.加温60℃,加入保险粉0.2-0.4克/升,加入1-2克/升活性炭,搅拌30分钟,趁热过滤镀层有细沙点或有针孔1. 镀前的清洗水或活化酸有油2. 镀液有油或有机杂质过多3. 镀液浑浊,PH太高4. 基体组织不良1.加强前处理2.双氧水-活性炭处理3.调整PH值,加强过滤镀层易烧焦电流密度范围缩小1.镀液铜含量太少2.镀液温度太低3.镀液中有氰根污染4.有机杂质过多5. 镀液老化1.分析成分,调整P比正常范围2.提高温度至正常范围3.加入0.5-1.0毫升/升30%双氧水,搅拌30分钟4.加入1-2毫升/升30%双氧水,加温至55℃左右,搅拌30分钟,加入3-5克/升活性炭,搅拌30分钟,静止过滤沉积速度慢电流效率低1.焦磷酸钾过高2.镀液有六价铬3.镀液有残余双氧水1.分析成分,调整P比正常范围2.加温50℃,搅拌下加入0.2-0.4克/升保险粉,加入1-2克/升活性炭,搅拌30分钟,趁热过滤3.加热镀液,电解30分钟镀镍常见故障原因与排除方法故障现象故障原因故障排除方法镀层有针孔1.前处理不良2.镀液中有油或有机杂质过多3.湿润剂不够4.镀液中铁等异金属质5.硼酸含量不足6.温度太低1.加强前处理2.活性炭处理3. 补加DY湿润剂4.添加DY除铁剂5.提高硼酸含量6.提高温度50-60℃镀层结合力不好1.镀前处理不良2.零件表面有油,氧化皮3.清洗水中有油4.活化酸中有铜.铅杂质5.电镀过程中产生双性电极或断电时间过长6.镀液光剂过多或有机杂质过多1.加强前处理2.加强前处理3.更换清洗水4.更换活化酸5.电镀之前将电流调到最小6. 用活性炭吸附镀层发花1.镀层处理不良2.清洗水有油3.镀液中有油4.镀液PH太高或镀液浑浊1.加强前处理2.更换清洗水3.用活性炭吸附4.调整PH值镀层发脆1. 光亮剂过多或柔软剂太少2. 铜/锌/铁或有机杂过多3. PH值过高或温度过低1.添加DY柔软剂2.添加DY除杂水或小电流电解3.提高PH值或提高温度沉积速度慢零件的深位镀不上镀层1.镀液中有六价铬2.镀液中有硝酸根3.电流密度太小1.将PH值调至3,加温至60℃,加入0.2-0.4克/升保险粉,搅拌60分钟,将PH值调至 6.2,搅拌30分钟,加入0.3-0.5毫升/升30%的双氧水2.将镀PH调至1-2,加温至60-70℃,先用1-2安培/平方分米电解10分钟,然后渐渐降低至0.2安培/平方分米3.提高电流密度低电流区阴暗1.温度太高2.电流密度太小3.主盐浓度太低4.主光剂过多5.镀液中有铜/锌杂质1. 温度控制在标准范围2. 提高电流密度3. 提高主盐浓度4. 活性炭吸附或补加DY柔软剂5. 加DY除杂水或小电流电解中电流区阴暗1. 主光剂含量不够2. 有铁杂质/有机杂质过多1. 补加DY主光剂2. 加DY除铁水或炭粉吸附高电流区阴暗1. 镀液PH值过高2. 柔软剂太少3. 有少量铬酸盐/磷酸盐/铅1. 提高PH值2. 添加DY柔软剂3. 处理方法同上镀铬常见故障原因与排除方法故障现象故障原因故障排除方法铬层发花或发雾1. 镀前活化酸太稀或太浓2. 表面有油或抛光膏3. 镀镍出槽形成双性极4. 镀铬时挂具弹得不紧5. 镀铬时温度太高6. 镀液中氯离子过多1. 调整活化酸的浓度2. 加强前处理3. 出槽时将电流调至最小4. 更换挂具5. 降低温度6. 加入少量碳酸银7. 镀铬电源波形有问题7. 检查电源镀铬深镀能力差零件的深位镀不上铬层1.底镀层较粗糙2.镍层在空气中时间过长3.导电不良4.铬酸含量太低或硫含量过高5.三价铬过多或异金过多6.镀铬液中有硝酸根1.提高底镀层的质量2.镀前活化3.检查线路4.分析成分,调节成分至正常值5. 电解处理,阳极面积大大于阴极6. 电解法除去铬层的光亮度差容易出现烧焦现象1. 铬酸或硫酸含量太低2. 三价铬含量太低或高3. 异金属杂质过多4. 温度太低5. 阴极电流密度太大6. 阳极导电不良7. 镀液中有少量的硝酸根1.分析成分,调整成分至正常值2.电解法控制三价铬成分3.电解法去除4.提高温度5.降低电流密度6.检查线路7.电解法处理铬层有明显的裂纹1.温度太低且阴极电流密度太高2.镀铬硫酸过高或铬酸含量过低3.氯离子过多4.底层镍的应力过大1.升温且降低电流密度2.分析成分,调整正常范围3.加少许碳酸银4.镀镍时补充柔软剂电镀时,电压很高,但阴极没有气泡1. 阳极表面上生成了铬酸铅2. 线路接触不好3. 阳极面积太小1. 取出阳极,用钢丝刷去黄色膜2. 检查线路3. 增加阳极面积镀铬后,零件有明显的挂钩印子1.挂钩的接触点太粗2.阳极面积太小3.导电不良4.铬酸含量太低5.三价铬或异金属杂质过多6.有硝酸根存在1. 维修挂钩接触点2. 增加阳极面积3. 检查线路4. 补充铬酐5. 电解法除去6. 用电解法镀层脱落1.镀铬过程中断电2.阴极电流密度过大3.底层镍钝化或底镀层上有油1. 检查线路2. 降低电流密度3. 加强前处理镀层表面粗糙1. 底镀层本身较粗糙2. 镀液中有微细固体粒子3. 硫酸含量过低4. 阴极电流密度过大1.加强底层质量2.过滤3.提高硫酸含量4.降低电密度氯化物酸性镀锌常见故障原因与排除方法故障现象故障原因故障排除方法镀层起泡结合力不好1.镀前处理不良2.添加剂过多3.硼酸过低4.阴极电流密度过大1.加强前处理2.用活性炭吸附3.补充硼酸4.降低电流密度镀层粗糙1.锌含量过高2. DY添加剂含量偏少3.温度过高4.镀液中有固体微粒1. 析成分,冲稀镀液2. 补充DY添加剂3. 采用冷冻设备,控制温度正常值4. 加强过滤镀层上出现黑色1.前处理不良 1.加强除油除锈条纹或斑点2.阴极电流密度过大3.镀液中氯化物太少4.有机杂质过多5.有较多的铜铅杂质2.降低电流密度3.分析成份,提高氯化物含量4.建议用双氧水活性炭处理5.加入0.5-1克/升锌粉镀层容易烧焦1.氯化物含量不够2.锌含量低3.DY柔软剂不够4.PH太高1.分析成分,提高氯化物含量2.分析成分,提高锌含量3.补充柔软剂4.用稀盐酸调PH至5.5-6. 2低电流区镀层灰暗1.镀液温度过高2.DY添加剂含量太少3.镀液中有铜/铅杂质1.采用冷冻设备,控制温度正常值2.补充添加剂3.加入0.5-1克/升锌粉或加除杂水镀层光泽差1.镀液中DY添加剂太少2.温度太高3. PH太高或太低1.补充DY添加剂0.1-0.2毫升/升2. 采用冷冻设备,控制温度正常值3. 用稀盐酸调PH至5.5-6.2氰化物镀锌常见故障原因与排除方法故障现象故障原因故障排除方法镀层结合力不好1.前处理不良2.镀液中氰化钠含量过高3.镀液有六价铬1. 加强前处理2.补充锌,控制M比正常值3. 加温50℃,加入0.2-0.5克/升保险粉,搅拌30分钟,趁热过滤,加入双氧水0.1-0.2毫升/升镀层粗糙灰暗呈颗粒状1.锌含量过高2.氰化钠和氢氧化钠含量偏低3.氢氧化钠含量过高4.阴极电流密度过大5.阴阳极距离太近1.补充氰化钠,控制M比正常值2.补充氰化钠和氢氧化钠3. 冲稀镀液4. 降低电流密度镀层薄,钝化时容易露底1.镀液中锌含量太低2.镀液中氰化钠或氢氧化钠含量太高3.镀液中有六价铬4.温度太低5.电流密度太小1.补充锌,控制M比正常值2.补充锌或冲稀镀液3. 加温50℃ ,加入0.2-0.5克/升保险粉,搅拌30分钟,趁热过滤,加入双氧水0.1-0.2升/升5. 降低电流密度阳极钝化,表面有白色产物1.氰化钠含量不够2.氢氧化钠含量不够3.镀液中碳酸盐过多1.补充氰化钠,控制M比正常值2.提高氢氧化钠含量至70-80克/升3.冷冻法结晶析出镀锌产品在贮存期间易生锈或泛点1.镀液中含有大量的异金属杂质2.镀液中有机杂质大多3.镀后清洗不良1.向镀液中加入0.3-0.6克/升的锌粉,搅拌30-60分钟,静止过滤或向镀液中加入1-2克/升硫化钠,搅拌60分钟2.向镀液中加1-3克/升活性炭,搅拌30分钟,静止过滤3.用热水-冷水交替清洗数次。
镀铜及其相关性(5)4.8.氰化镀铜液的配制(1)用冷水溶解所需的氰化钠。
将所需的氰化亚铜缓慢加入氰化钠水溶解中,此过程为放热反应,不能过度加热。
(2)加入其它添加剂,搅拌均匀,取样分析。
(3)根据分析结果,补充和校正各成份。
(4)低电流密度下弱电解去除杂质约数小时。
4.9.氰化镀铜的缺陷及其原因1.镀层呈暗红色,发黑,氢氧剧烈析出,其原因为电流密度太高,液温太低,铜盐太少,氰化砷太多2.镀层不均匀,有些没镀上,其原因为:装挂不当,电流太小,氰化物太多3.镀层起泡、起皮、附着性不佳,其原因有:表面前处理不完全,有油膜,氧化物膜,液温太低,电流太大4.镀层有白色膜层,出现蓝色结晶、电镀液变蓝色,其原因有:阳极面积小,酒石酸钾钠不足,氰化钠不足4.10.氰化滚桶镀铜配方(1)钠液氰化钠NaCN 65~89g/l<氰化亚铜CuCN 45~60g/l碳酸钠Na2CO3 15g/l氢氧化钠NaOH 7.5~22.5g/l酒石酸钾钠(rochelle salt) 45g/l自由氰化钠15~22.5g/l液温60~70℃(2)全钾液氰化钾KCN 80~110g/氰化亚铜CuCN 45~60g/l碳酸钾K2CO3 15g/l氢氧化钾KOH 7.5~22.5g/l<酒石酸钠钾(rochelle salt) 45g/l自由氰化钠12~22.5g/l液温60~70℃4.4.11 光泽氰化镀铜1.添加光泽剂:(1)铅:用碳酸铅或醋酸铅溶于水0.015~0.03g/l(2)硫代硫酸钠:用海波溶于水1.9~2g/l(3)硫:用亚硫酸钠溶于水0.1~0.5g/l(4)砷:用亚砷酸溶于NaOH 0.05~0.1g/l(5)硒:用亚硒酸溶于NaOH 1~1.5g/l(6)硫氰化钾:硫氰化钾溶于水3~10g/l2.用电流波形(1)PR电流:a.平滑化:阴极35秒,阳极15秒。
b.光泽化:阴极15秒,阳极5秒。
(2)交直流合用:a.平滑化:直流25秒,交流10秒。
随着市场经济的发展,电镀工艺管理上的加强,产品质量的提高,已经势在必行。
然而笔者在接触和实践中发现,众多的工艺故障发生,产品质量的弊病,不是工艺本身有问题,也不是工艺配方误差大,而是在工艺管理上有缺陷.特别是忽视前、后两道工艺的规范,从而镀层发雾(低层)、起泡、亮皮、阴阳面、花纹、水迹等等一系列弊病出现,造成产品返工率扩大,成本上升,信誉受到影响。
对电镀工艺前、后两道工序,要说最易解决,但也最难实施。
主要是有一种误导的观点在操作者思想上,即:“我们原来也是这样做的...”,从而一直使工艺管理上存在困境。
为此,提高认识,实实在在的把工艺管理放在第一位,才是排除工艺弊病的第一关。
铜—镍—铬体系中常见病疵:系统讲这个体系范围比较大,目前较多为广泛应用的工艺有:1.氰化铜—亮镍—铬2.氰化铜—光亮酸铜—铬3.暗镍—光亮酸铜—铬上述工艺,目前经常碰到的问题综述如下:1.碱铜槽:镀层粗糙,色泽猪肝色或暗红,阳极易钝化,工作电压偏高等。
2.滚镀亮镍槽:工作电压高,电流效率低,光亮度不够,电镀时间与光亮剂说明书上不符,时间长。
3.吊镀镍:小电流密区发暗,发黑,深镀能力较差。
4.光亮酸铜槽:光亮比例易失调,难调整。
5.铜—镍槽中易有毛刺、花雾、壳皮现象。
6.镀天线杆经常有少量壳皮现象。
存在这些病疵的主要原因及纠正指南可以从下面几个方面给予考虑:1.按工艺流程要求,健全工艺流程每一道工序,特别是清洗工序和活化工序。
2.氰化镀铜槽液一般工艺成份应控制在:予镀铜:游离NaCN:Cu=0.6—0.8:1一般镀铜:游离NaCN:Cu=0.5—0.7:1含有酒石酸钾盐或硫氰酸盐的镀铜液中:吊镀:游离NaCN:Cu=0.6—0.6:1滚镀:游离NaCN:Cu=0.6—0.7:13.解决镀层的起泡、壳皮的原因;首先要检查前处理的除油及除锈工艺。
其在此我需要告诫一下的是,不同的油类要选择不同的去油法,不能一听这个介绍,那一个宣传,就用上去,因为各种零件在形状上,抛光的油迹各有不同,再加上各种材质不同,同时去用弱碱或强酸的去油方法,效果各有不同。
氰化镀铜故障及其处理方法氰化镀铜是一种常见的金属表面处理方式,但在实际应用中可能出现故障问题。
本文将介绍氰化镀铜常见的故障及其处理方法。
一、氰化镀铜的常见故障1. 镀层不均匀氰化镀铜的镀层不均匀可能是由于镀液中的铜盐浓度不均匀或电解液流动不均匀所致。
此外,电极表面不平也可能导致镀层不均匀。
2. 气泡和孔洞气泡和孔洞的出现可能是由于工件表面存在油脂、灰尘等污染物,也可能是由于电解液中的氢气积聚所致。
3. 镀层附着力差镀层附着力差可能是由于工件表面未经过彻底的清洗和处理,导致镀液无法与工件表面充分接触。
此外,电解液浓度不足也会导致镀层附着力差。
4. 灰色镀层灰色镀层的出现可能是由于电解液中的铜盐浓度过高,或者电解液温度过低所致。
二、氰化镀铜的处理方法1. 镀层不均匀如果镀层不均匀的原因是铜盐浓度不均匀,可以通过调整电解液中的铜盐浓度来解决。
如果是电解液流动不均匀导致的,可以通过改善电解槽的流动性来解决。
2. 气泡和孔洞避免气泡和孔洞的出现,可以在处理工件之前彻底清洗工件表面,确保表面没有油脂、灰尘等污染物。
此外,可以增加电解液中的表面活性剂,减少氢气的积聚。
3. 镀层附着力差为了提高镀层附着力,可以在处理工件之前进行充分的清洗和处理。
此外,可以增加电解液中的铜盐浓度和光亮剂浓度,提高镀层的质量。
4. 灰色镀层如果出现灰色镀层,可以通过增加电解液温度或减少铜盐浓度来解决这个问题。
此外,可以增加电解液中的酸度和光亮剂浓度,提高镀层的质量。
总之,氰化镀铜在实际应用中可能出现各种不同的故障问题,但只要通过合适的处理方法,就可以解决这些问题,保证镀层质量和效果。
塑料制品表面电镀故障之成因及对策完二、电镀故障的排除的方法来检查镀层的热稳定性能。
在试验中选用得高低温度范围和循环次数,是根据制品的使用条件和环境确定的。
如汽车上使用的零件,在进行冷热循环试验时,先将镀件放入85℃的烘箱中保温1h,取出后在室温中放置15min,然后再放入40℃条件下1h,最后再在室温中放置15min。
如此循环4次,如果镀层表面状态和结合力均无变化则为合格所谓剥离试验,是在制品电镀的样片上切取1!2cm宽的镀层,橇起一头,用垂直于基体的力拉镀层,并测定剥离镀层时所需的力,其单位为kg/cm。
一般剥离在0.45kg/cm以上则为合格。
由于制品成型条件对镀层结合力影响的因素相当复杂,处理较为困难,尚未完待续完!完四、光亮硫酸盐铜常见故障的排除五、焦磷酸盐闪镀铜常见故障的排除完八、氰化镀铜合金故障的排除完完十一、ABS制品表面电镀故障的排除一、ABS制品表面酸性镀铜故障的排除复杂形状塑料大件电镀麻点产生的原因及对策董兴华摘要从工艺试验和实际生产方面找出了复杂形状塑料大件电镀产生麻点的主要原因,分析了产生麻点的各种因素,提出了减少麻点产生的办法和消除对策。
关键词塑料件电镀麻点对策新研制的电熨斗,有空心手柄、商标凸耳、大平面面积的侧身、散热窗、大穴内空、螺孔、凹槽、盲孔、通孔、非镀绝缘等部位,上壳为ABS塑料,形状复杂,受镀面积10 dm2。
常规塑料件电镀的工艺弊病很多,分析如下:1 麻点产生之因麻点的产生,主要来源于:(1)基材缺陷;(2)镀液;(3)工艺;(4)挂勾。
1.1 基材缺陷基材产生的麻点由模具精度和成型工艺及操作等造成,分布无规则。
轻微的缺陷孔,可通过电镀的填平将其减轻。
稍轻的缺陷孔,可机械抛磨后进行电镀。
严重的缺陷孔,视用户要求酌情处理。
1.2 镀液及其相关性(1)镀液性能差。
镀液成分含量改变,如酸铜中CuSO4过低,氯离子过高,光亮剂失调(S类光亮剂),表面活性剂过少。
(2)镀液污染。
氰化镀铜故障及其处理方法:镀层粗糙且色泽暗红可能原因原因分析及处理方法(1)镀液温度太低处理方法:用玻璃温度计测量槽液温度,并调整温度到标准值(2)阴极电流密度太大处理方法:a.检查并校核电流表的准确度;b.准确测量工件的受镀面积,并按工艺规范设定电流值,详见故障现象l4(1)的相关论述(3)阳极面积太小处理方法:a.调整阳极与阴极的面积比为2:1左右。
计算阳极面积时,阳极正反面的面积均应计算在内。
阳极背面,可按实际面积的1/2计。
这样计算的都是表观面积。
在实际生产中,应根据电解液成分的分析结果,调整阳极数量b.使用部分不溶性阳极(约为总阳极面积的5%~l0%),借以调节铜离子含量和保持阴阳极面积比。
目前不溶性阳极有不锈钢板、铁板、石墨板等,以不带入有害杂质和成本适中为准则(4)镀液中游离氰化钠含量太低处理方法:①化学分析方法准确分析,并调整到标准值,同时控制铜和游离氰化钠的比值如下a.在预镀铜溶液中Cu:游离NaCN=1:(0.6~O.8)b.在一般镀铜液中Cu:游离NaCN一1:(0.5~0.7)C.在含有酒石酸盐和/或硫氰酸盐的镀铜液中挂镀:Cu:游离NaCN=1:(0.4~0.6)滚镀:Cu:游离NaCN=1:(0.6~0.7) 氰化钾镀铜液Cu:游离KCN=1:(0.2~O.3)②从生产中发生的现象进行判断(由于阳极钝化)a.阳极区溶液出现浅蓝色。
由于游离氰化钠过低,阳极表面上会有不溶性的氰化亚铜薄膜黏附,使阳极的活化表面减小,从而使阳极电流密度增大,阳极电势变正,导致阳极有二价铜离子溶解进入溶液,使阳极区溶液显浅蓝色b.阳极板上有浅青色(绿色)的薄膜。
由于上列原因,二价铜离子进入阳极区溶液,并在阳极表面产生难溶的氢氧化铜,形成浅青色(绿色)的薄膜C.阳极上析出的气泡较多,并能嗅到氨味。
由于阳极钝化后发生析氧反应40H-—4e- ——2H2O O2↑析出的氧又促使NaCN分解2NaCN 2NaOH 2H2O 02——2Na2C03 2NH3↑NaCN分解引起其含量进一步降低,从而使阳极钝化更加严重,这将造成恶性循环d.工作时槽电压升高。
氰化镀铜故障及其处理方法
氰化物镀铜可直接在钢铁、铜及铜合金、锌及锌合金上,镀层的结合力通常是很好的。
但有时由于控制不当或镀液成分不正常,也会出现结合力不好的现象。
镀前除油不彻底,酸活化液太稀或活化的时间太短;酸活化液中有Cu2+或Pb2+杂质,基体锌合金材料成分不当,镀铜液中游离NaCN含量过高或过低;镀液温度过低,电流密度太大或镀铜液中有较多的Cr6+杂质等,都会使镀层结合力不好。
氰化镀铜出现结合力不好,首先要确定是镀前还是镀铜过程中引起的。
确定的方法是取一部分材料没有问题的零件,经良好的镀前处理(即用瓦灰或去污粉手工擦刷除油,再用净水清洗,接着用新配的酸浸蚀、清洗)后直接镀铜,若经过这样处理后所得镀层的结合力良好,表明原来的结合力不好是镀前处理不良引起的,反之就是镀铜过程中产生的。
下面具体分析造成镀层结合力不良的可能原因及处理方法。
氰化镀铜故障及其处理方法:镀层粗糙且色泽暗红
可能原因原因分析及处理方法(1)镀液温度太低处
理方法:用玻璃温度计测量槽液温度,并调整温度到标准值
(2)阴极电流密度太大处理方法:a.检查并校核电流表的准
确度;b.准确测量工件的受镀面积,并按工艺规范设定电流值,详见故障现象l4(1) 的相关论述(3)阳极面积太小处理方法:a.调整阳极与阴极的面积比为2: 1左右。
计算阳极面积时,阳极正反面的面积均应计算在内。
阳极背面,可按实际面积的 1 /2 计。
这样计算的都是表观面积。
在实际生产中,应根据电解液成分的分析结果,调整阳极数量
b.使用部分不溶性阳极(约为总阳极面积的5%〜10 %),借以调节铜离子含量和保持阴阳极面积比。
目前不溶性阳极有不锈钢板、铁板、石墨板等,以不带入有害杂质和成本适中为准则(4)镀液中游离氰化钠含量太低处理方法:①化学分析方法准确分析,并调整到标准值,同时控制铜和游离氰化钠的比值如下a.在预镀铜溶液中Cu:游离NaCN=1 :
(0.6〜O. 8)b .在一般镀铜液中Cu:游离NaCN —1: (0.5〜0. 7)C .在含有酒石酸盐和/或硫氰酸盐的镀铜液中挂镀:
Cu:游离NaCN=1 : (0.4〜0. 6)滚镀:Cu:游离NaCN=1 : (0.6〜0.7)氰化钾镀铜液Cu:游离KCN=1 : (0.2〜O.3)
②从生产中发生的现象进行判断(由于阳极钝化)a.阳极区溶
液出现浅蓝色。
由于游离氰化钠过低,阳极表面上会有不溶性的氰化亚铜薄膜黏附,使阳极的活化表面减小,从而使阳极电流密度增大,阳极电势变正,导致阳极有二价铜离子溶解进入溶液,使阳极区溶液显浅蓝色b.阳极板上有浅青色
(绿色)的薄膜。
由于上列原因,二价铜离子进入阳极区溶液,
并在阳极表面产生难溶的氢氧化铜,形成浅青色(绿色)的薄膜C .阳极上析出的气泡较多,并能嗅到氨味。
由于阳极钝化后发生析氧反应40H- —4e- ----------------- 2H2O 02 f析出的氧又
促使NaCN 分解2NaCN 2Na0H 2H2O 02 ——2Na2C03 2NH3 f NaCN 分解引起其含量进一步降低,从而使阳极钝化更加严重,这将造成恶性循环d.工作时槽电压升高。
由于阳极钝化,电势变正,导致槽电压升高出现以上现象,对有分析设备的厂家,根据分析结果进行分析调整;无分析设备的厂家,可少量多次补加氰化钠,随时观察电镀层质量,直至出现淡粉红色、有光泽的铜镀层为止③钝化后的铜阳极处理。
a.将阳极取出刷洗,除去表面的钝化膜,然后在氰化物镀铜液中(不通电)浸几分钟;
b.增大阳极面积,以降低阳极电流密度;
C.提高镀液氰化钠的含量;d.加入适量的酒石酸盐,并适当提高操作温度(5)镀液中锌杂质的影响处理方法一:硫化钠处理a.调整游离氰化钠的含量,有分析条件的工厂,将游离氰化钠的含量调到上限值,以保证镀液中的铜离子充分络合,无分析条件的工厂,观察镀液颜色,由青灰色变成
淡黄色;b.将镀液加热到60 C,目的是加速后面的沉淀反
应,使沉淀颗粒粗大,以利于沉降和过滤;C .在搅拌下加入0.2〜0.4g/L的已稀释成10%的CP级硫化钠(用量视杂质含量的多少而定),继续搅拌20min ; d.加入1〜2g/L电镀级粉末活性炭,搅拌20〜30min ,静置3h,再过滤(滤出的沉淀物呈白色或点灰色,这说明滤出的主要是硫化锌);e.分
析调整成分,试镀处理方法二:加入掩蔽剂少量的锌杂质可以加入少量的硫氰酸钠进行掩蔽处理方法三:小电流电解处理电解的电流密度为0.3〜0. 5A/dm2 6)镀液中六价铬的影响处理方法:连二亚硫酸钠(Na2S204 • 2H20 ,俗称保险粉)处理保险粉是强还原剂,它可将Cr6 还原为Cr 汁,而少量的Cr3 对氰化镀铜没有影响。
保险粉刚加入时,镀层光亮度会有下降,但可逐步恢复。
它与六价铬的反应方程式如下2Na2Cr04 Na2S204 4H20 ——2Cr(OH)3 J 2Na2S04 2NaOH 334 174 按理论计算,2g Na2Cr04 用lg Na2S204 就能除
去,但实际操作时,为了彻底除掉六价铬,常按lg Na2S204 去除lgNa2Cr04的比例进行处理。
具体步骤如下:a.将镀液加热至60C,是为了在加入保险粉时,加速氧化还原反应速度,并使还原产生的三价铬形成氢氧化铬沉淀b.在搅拌下,加入0.2〜0.4g/ L保险粉(用量视六价铬的量多少而定)c.保
温60C,继续搅拌20---30min,趁热过滤因为氢氧化铬在碱溶液中冷却时,会转化成可溶性的亚铬酸根(CrO2-),造成过
滤镀液时不能将它除去Cr(0H)3 OH- = CrO2- 2H20 若镀液中含有酒石酸盐,因为它能与三价铬形成水溶性的络合物,使三价铬在过滤时不能除去,这时可再向镀液中加入0.2〜0.4g/L茜素,使三价铬与茜素形成络合物,然后再加入3〜5g/L 活性炭,吸附除去这种络合物和过量的茜素d.分析
调整成分后,试镀(7)镀液中有机杂质的影响处理方法:乳化剂一活性炭处理由于镀液中的氰化钠遇氧化剂会分解,所以,去除这类镀液中的有机杂质,一般不用氧化剂一活性炭方法,常用活性炭处理。
对于油类杂质,单用活性炭除油,效果不好,一般先用乳化剂将油乳化,然后再用活性炭吸附除去乳化了的油污和过量的乳化剂。
在选择乳化剂时,要先做小试验,所用的乳化剂,对处理后的镀液性能没有影响,目前常用的是0P乳化剂(或十二烷基硫酸钠),其处理步骤如下:a.将镀液加热到60 C左右,目的是加入乳
化剂后,提高乳化效果;b.加入0.2〜O. 4mL/L OP乳
化剂(用量视油污量的多少而定),搅拌30〜60min ; C.加入3〜5g/L活性炭,搅拌20〜30rain,静置3h,再过滤;d.分析调整镀液成分,试镀处理其他有机杂质,可不加乳化剂,其他步骤同上(8)镀液中的碳酸盐含量过多检查方法:①滴定分析碳酸钠的含量,采用下列方法去除②取lOOmL镀液加热至50 C,然后加入99无水氯化钙或硝酸钙(用少量水溶解加入),强烈搅拌,使反应完全。
待形成的白
色碳酸钙完全沉淀后,滤去沉淀或取出上层清液,再向清液中加入少量无水氯化钙(或硝酸钙) 溶液。
这时,若仍有白色的碳酸钙产生,表明在镀液中碳酸盐含量过高,应采用下列方法去除。
若在加入氯化钙(或硝酸钙)时无白色沉淀产生,那么,原镀液中碳酸盐含量不高,不必降低其含量③通过现象判断,见故障现象15(2)处理方法一:冷却法根据碳酸钠溶解度随温度的降低而降低的原理,可以将镀液温度降低至0C左右,让它结晶析出,这样可以使碳酸钠的含量降低至允许范围之内冷却法操作,冬天可以将镀液置于室外,让它过夜冷却结晶,然后再将清液抽回镀槽即可。
夏天可用冷冻机或用冰冷却进行处理. 如果镀液中的碳酸盐以钾盐的形式存在,由于碳酸钾的溶解度较大,用冷却法效果较差,应改用化学法.处理方法二:化学法根据CaC03和BaC03 的溶度积比较小[L(CaC03)=2.8 X 10-9 , L(BaC03)=5.1 x 10-9] ,向镀液中加入Ca2 或Ba2 ,使之与CO32-作用生成CaC03或BaC03,沉淀而除去Na2C03 Ca(OH)2 一CaC03 J 2NaOH 1067480K2C03
Ca(OH)2 一CaC03 J2KOH138 7411
2
K2C03 Ba(OH)2 J 一BaC03J2KOH 138 171
112 KzC03 Ba(CN)2J 一BaC03 J 2KCN138189 130 处理步骤:a.将镀液加热至60〜70C;b在搅拌下
加入Ca(OH)2 、Ba(OH)2 或Ba(CN)2( 用量按方程式计算,由
于少量碳酸盐对镀液有一定的好处,所以不必将碳酸盐全部除去,只要使它的含量小于60g/L就可以了); c.继续搅拌
30min ,静置后过滤若处理后氢氧化钠(或氢氧化钾)含量太高,可挂入不溶性阳极电解一段时间。
处理时,若用石灰作沉淀剂,应注意石灰的质量,防止将石灰中的杂质带人镀液(9)基体金属粗糙或有细孔(也会使镀层反映出粗糙和色泽暗红的现象)电镀层的沉积属负填平,粗糙或有细孔的基体电镀后更加明显处理方法:改善制件工艺,并将工件抛光后再电镀发布时间:
2015-11-06 05:46
来源:中国电镀网作者:匿名。