论箱体类零件的同轴度检测
- 格式:doc
- 大小:28.00 KB
- 文档页数:5
轴孔类零件同轴度的检测与误差分析摘要:同轴度的检测直接影响着相关工业产品的质量和互换性。
本文针对轴孔类零件,主要探讨了其同轴度误差的检测方法,给出了检测的改进方法,并分析了引起测量误差的主要原因,为检测人员的检测操作提供指导。
关键词:轴孔类零件;同轴度;检测;误差分析引言现代工业大批量和高效率的生产对产品质量以及互换性要求越来越高。
轴孔类零件作为工业产品中最为常见的一类,其形位公差检测的主要内容就是同轴度的检测,在已有检测方法的基础上加以改进,保证测量结果的真实和准确性,才能反应产品的真实状态从而保证产品的质量。
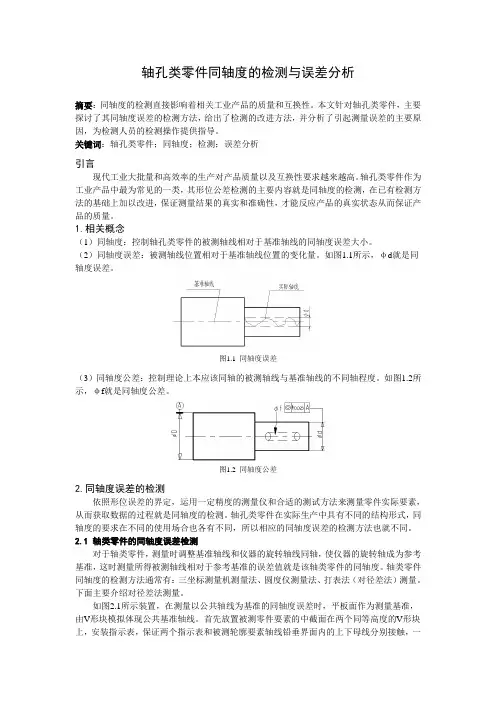
1.相关概念(1)同轴度:控制轴孔类零件的被测轴线相对于基准轴线的同轴度误差大小。
(2)同轴度误差:被测轴线位置相对于基准轴线位置的变化量。
如图1.1所示,φd就是同轴度误差。
图1.1 同轴度误差(3)同轴度公差:控制理论上本应该同轴的被测轴线与基准轴线的不同轴程度。
如图1.2所示,φf就是同轴度公差。
图1.2 同轴度公差2.同轴度误差的检测依照形位误差的界定,运用一定精度的测量仪和合适的测试方法来测量零件实际要素,从而获取数据的过程就是同轴度的检测。
轴孔类零件在实际生产中具有不同的结构形式,同轴度的要求在不同的使用场合也各有不同,所以相应的同轴度误差的检测方法也就不同。
2.1 轴类零件的同轴度误差检测对于轴类零件,测量时调整基准轴线和仪器的旋转轴线同轴,使仪器的旋转轴成为参考基准,这时测量所得被测轴线相对于参考基准的误差值就是该轴类零件的同轴度。
轴类零件同轴度的检测方法通常有:三坐标测量机测量法、圆度仪测量法、打表法(对径差法)测量。
下面主要介绍对径差法测量。
如图2.1所示装置,在测量以公共轴线为基准的同轴度误差时,平板面作为测量基准,由V形块模拟体现公共基准轴线。
首先放置被测零件要素的中截面在两个同等高度的V形块上,安装指示表,保证两个指示表和被测轮廓要素轴线铅垂界面内的上下母线分别接触,一端调零后平行于基准线在平板上拉动测量架,使测量架从被测元素轮廓一端测到另一端,同时记录记录表读数M a和M b,那么这两个截面上的同轴度误差就是两记录表数值差值的绝对值f=|M a-M b|,即,再转动被测零件,按上述方法测量若干对截面上的同轴度误差值,选取其中最大的值作为最终该被测零件的同轴度误差。
大型旋转机械零件同轴度的不同测量方法摘要:大型旋转机械领域,在使用三坐标测量机测量同轴度时, 基准轴线的选取、测量方法不同, 对同轴度评价影响很大。
本文将阐述指定基准法、公共轴线法、绝对坐标法三种测量方法基准选取的差异、优缺点及适用场景,以便反映零件真实的同轴度误差,避免由于误判造成不必要的经济损失。
关键词:同轴度;指定基准法;公共轴线法;绝对坐标法Different Measuring Methods for Coaxiality of Large Rotating Machinery PartsNan Jiang,RuiXing ZhongGREE Electric Appliances Inc., Zhuhai,Zhuhai Guangdong,519070Abstract:In the field of large rotating machinery, when using CMM to measure coaxiality, the selection of reference axis and measurement methods are different, which have a great impact on the evaluation of coaxiality. This paper will describe the differences, advantages and disadvantages, and applicable scenarios of three measurement methods, namely, designated datum method, common axis method, and absolute coordinate method . In order to reflect the true coaxiality error of parts and avoid unnecessary economic losses due to misjudgment.Keywords:coaxiality ; designated datum method ; common axis method ; absolute coordinate method0引言在大型旋转机械领域,不管是哪类机床生产的零件,实物与图纸,总会由于各种各样的原因,产生一定的偏差。
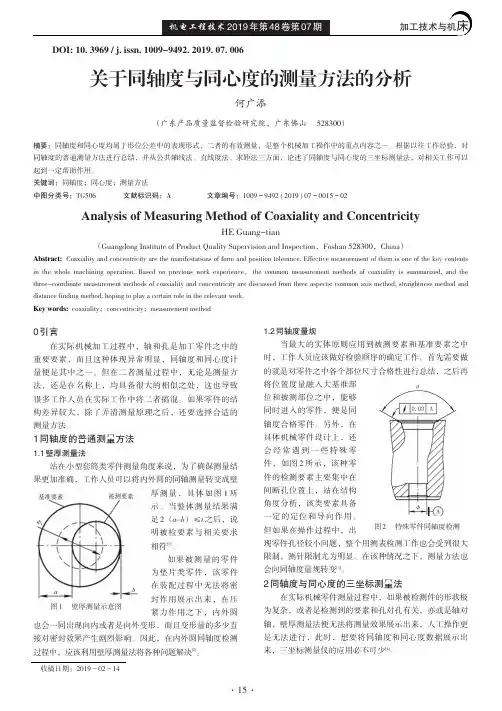
关于同轴度与同心度的测量方法的分析何广添(广东产品质量监督检验研究院,广东佛山528300)摘要:同轴度和同心度均属于形位公差中的表现形式,二者的有效测量,是整个机械加工操作中的重点内容之一。
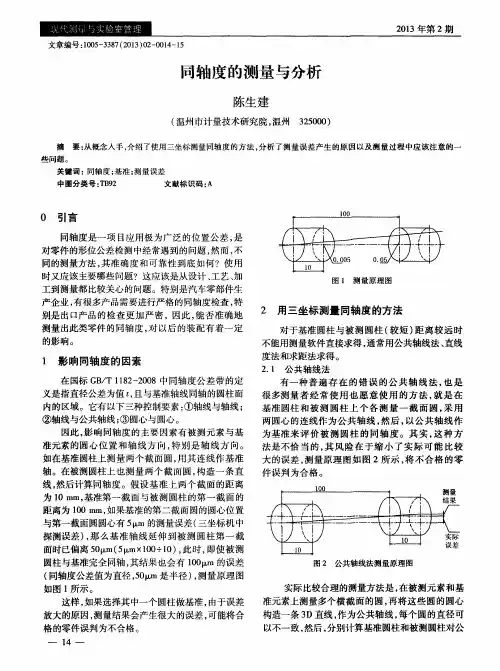
根据以往工作经验,对同轴度的普通测量方法进行总结,并从公共轴线法、直线度法、求距法三方面,论述了同轴度与同心度的三坐标测量法,对相关工作可以起到一定帮助作用。
关键词:同轴度;同心度;测量方法中图分类号:TG506文献标识码:A文章编号:1009-9492(2019)07-0015-02Analysis of Measuring Method of Coaxiality and ConcentricityHE Guang-tian(Guangdong Institute of Product Quality Supervision and Inspection ,Foshan 528300,China )Abstract:Coaxiality and concentricity are the manifestations of form and position tolerance.Effective measurement of them is one of the key contentsin the whole machining operation.Based on previous work experience ,the common measurement methods of coaxiality is summarized,and the three-coordinate measurement methods of coaxiality and concentricity are discussed from three aspects:common axis method,straightness method and distance finding method,hoping to play a certain role in the relevant work.Key words:coaxiality ;concentricity ;measurement methodDOI:10.3969/j.issn.1009-9492.2019.07.006收稿日期:2019-02-140引言在实际机械加工过程中,轴和孔是加工零件之中的重要要素,而且这种体现异常明显,同轴度和同心度计量便是其中之一。
箱体类零件的加工一、箱体零件概述箱体类零件通常作为箱体部件装配时的基准零件。
它将一些轴、套、轴承和齿轮等零件装配起来,使其保持正确的相互位置关系,以传递转矩或改变转速来完成规定的运动。
因此,箱体类零件的加工质量对机器的工作精度、使用性能和寿命都有直接的影响。
箱体零件结构特点:多为铸造件,结构复杂,壁薄且不均匀,加工部位多,加工难度大。
箱体零件的主要技术要求:轴颈支承孔孔径精度及相互之间的位置精度,定位销孔的精度与孔距精度;主要平面的精度;表面粗糙度等。
箱体零件材料及毛坯:箱体零件常选用灰铸铁,汽车、摩托车的曲轴箱选用铝合金作为曲轴箱的主体材料,其毛坯一般采用铸件,因曲轴箱是大批大量生产,且毛坯的形状复杂,故采用压铸毛坯,镶套与箱体在压铸时铸成一体。
压铸的毛坯精度高,加工余量小,有利于机械加工。
为减少毛坯铸造时产生的残余应力,箱体铸造后应安排人工时效。
二、箱体类零件工艺过程特点分析下面我们以某减速箱为例说明箱体类零件的加工。
1.箱体类零件特点一般减速箱为了制造与装配的方便,常做成可剖分的,如图6-6所示,这种箱体在矿山、冶金和起重运输机械中应用较多。
剖分式箱体也具有一般箱体结构特点,如壁薄、中空、形状复杂,加工表面多为平面和孔。
减速箱体的主要加工表面可归纳为以下三类:⑴主要平面箱盖的对合面和顶部方孔端面、底座的底面和对合面、轴承孔的端面等。
90H7)及孔内环槽等。
⌝150H7、⌝⑵主要孔轴承孔⑶其它加工部分联接孔、螺孔、销孔、斜油标孔以及孔的凸台面等。
2.工艺过程设计应考虑的问题根据减速箱体可剖分的结构特点和各加工表面的要求,在编制工艺过程时应注意以下问题:⑴加工过程的划分整个加工过程可分为两大阶段,即先对箱盖和底座分别进行加工,然后再对装合好的整个箱体进行加工——合件加工。
为保证效率和精度的兼顾,就孔和面的加工还需粗精分开;⑵箱体加工工艺的安排安排箱体的加工工艺,应遵循先面后孔的工艺原则,对剖分式减速箱体还应遵循组装后镗孔的原则。
主轴箱体零件公差标注分析肖利;乔保中【摘要】文章以某型车床主轴箱体零件为例,以功能分析为前提,结合生产实际对该类零件的形位公差项目的选择、标注进行了论述.【期刊名称】《现代制造技术与装备》【年(卷),期】2010(000)002【总页数】2页(P43-44)【关键词】主轴箱;形位公差【作者】肖利;乔保中【作者单位】沈飞工业(集团)有限公司,沈阳,110000;阳机床(集团)设计研究院有限公司,沈阳,110000【正文语种】中文机械产品的设计工作中,零件的形位公差的标注是图样设计的重要内容。
如何合理的提出形位公差要求,需要准确理解形位公差的概念,并结合生产实际(可操作性、经济性)、设计要求进行分析。
本文将结合一个箱体零件的公差标注对公差原则、公差项目、公差值的选用进行探讨。
图1是某型号车床主轴箱体简图,图中A、C面分别为前、后轴承端盖安装面,B、D面分别为前后轴承定位面,ΦD 1是前轴承孔,ΦD 2为后轴承孔。
这几个位置是主轴箱体的关键部位,对机床主轴的性能会产生直接的影响,如何合理给出给出这几个部位的形位公差要求,尤为重要。
从功能分析,主轴箱体零件的形位公差要求体现在以下几个方面:(1)前后轴承孔的形位公差要求;(2)主轴轴线与主轴箱安装面的形位要求;(3)轴承关联件安装面的形位要求。
下文将结合功能需求对上述形位要求分别进行分析。
(1)前后轴承孔的形位要求:对于主轴箱而言即前后轴承孔的同轴度要求和轴承孔本身的形位要求。
前后轴承同轴度不高,则产生所谓的“蹩劲”现象,轴承会受到额外的交变载荷,从而影响轴承的寿命和主轴的回转精度。
厂商推荐以主支撑轴承孔作基准(一般为前轴承),标注后轴承孔对前轴承孔的同轴度,如图2(F A G超精密轴承轴承座形位公差要求)所示,要求基准B和基准A相互之间的同轴度,即单一基准。
在实际操作中,由于检测、制造等各方面的原因,单一基准要求无法保证。
因此通常前后轴承孔的同轴度要求如图1标注,以两个轴承孔所构成的公共基准轴线为基准(即共同基准)标注前后轴承孔对共同基准的同轴度。
浅析三坐标测量机测量同轴度的误差分析作者:高陈明来源:《科学与财富》2016年第22期摘要:用三坐标机测量同轴度误差是目前常用,且快速、准确的方法之一。
但在实际测量工作中,对长距离孔的同轴度测量,有时会出现测量结果误差大、不真实并且重复性测量差的现象,即测量结果并不能真实反映零件真实的同轴度误差。
因此,在使用三坐标测量同轴度时要考虑到各种影响因素,使用科学合理的测量方法才能使测量结果更准确。
关键词:三坐标测量;同轴度;方法;测量误差前言三坐标测量机是目前测量空间几何量大尺寸的精密测量仪器,广泛应用于各个领域,是现代机械产品质量控制与检测的重要测量设备。
三坐标测量机检测同轴度具有高效率和高精度的特点,然而,在实际测量中,测量方法是影响测量结果的重要因素之一。
如长距离孔的同轴度误差测量看似简单,但决不可掉以轻心,尤其大尺寸长距离零件多是贵重关键件,决不可因似是而非、不准确的测量而轻率发错结论导致重大质量事故。
在零件实际加工测量中,往往会遇见如机床主轴等大型零件及其他一些特殊内孔,这时就无法采用常规方法测量同轴度了。
在这种情况下,往往要借助三坐标测量机(CMM)来完成同轴度的测量任务。
但在借助CMM 测量同轴度时,也会出现测量误差较大、重复性较差的结果。
导致测量同轴度误差的主要影响因素有:基准轴线理解差异、测量同轴度方法不同、评价同轴度方法不同、CMM 采点误差影响等。
针对这些情况,就要借助三坐标测量机快速有效测量零件的同轴度误差。
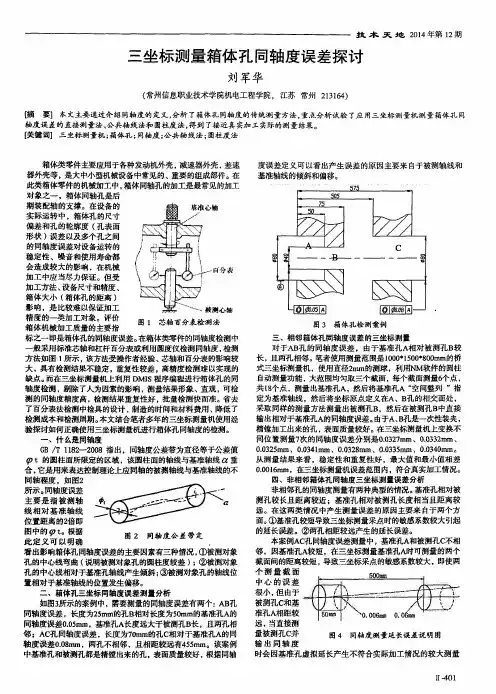
1.三坐标测量箱体孔同轴度的影响因素根据同轴度的定义,可以明确同轴度公差带,并可知影响测量箱体孔同轴度误差的因素:①被测对象孔的中心线弯曲;②被测对象孔的中心线相对于基准孔轴线产生倾斜;③被测对象孔的轴线位置相对于基准轴线的位置发生偏移。
根据影响箱体孔同轴度误差的主要因素,用CMM 测量同轴度时,可以从 3 个方面考察其测量误差:(1)基准轴线的采集与建立;(2)被测元素轴线的采集与建立;(3)基准轴线与被测元素轴线之间位置关系的评价。
论箱体类零件的同轴度检测作者:徐阳来源:《科学与技术》2018年第10期摘要:在本文中,首先介绍了箱体类零件同轴度的在线检测方法,有拉母线、盘表两种方法。
随后介绍了箱体类零件同轴度的三坐标检测方法,分析了测量误差的来源,介绍了单侧评价法、双侧评价法和公共轴线法。
关键词:箱体类零件;拉母线;盘表;三坐标检测一、箱体类零件箱体类零件在机器中用于承载轴承和齿轮件,其孔系的同轴度至关重要,一旦超差,将使轴和轴承装配后产生歪斜,加剧轴承磨损,降低轴承的使用寿命。
因此,箱体类零件加工完毕后,必须及时检测其孔系的同轴度。
在生产实践中,同轴度检测主要分为在线检测和三坐标检测。
二、同轴度的在线检测箱体类零件在镗床上进行精镗加工。
所谓在线检测,是指箱体精镗结束后,不拆压板,直接在镗床主轴上安装百分表,利用百分表检测孔系的同轴度。
在線检测简单易行,精度较高,可以不占用三坐标检测仪的时间,普通产品的箱体零件优先选择在线检测。
在线检测本质上,是以箱体的基准平面作为基准,用百分表测量每个轴承孔的圆跳动,以此来评价同轴度。
在线检测时,需注意以下几个要点:●必须在拆除压板前进行。
一旦拆除压板,则箱体的基准平面将发生位移,同轴度检测将失去基准。
●必须使用工作台进给。
镗床的主轴和滑枕在伸缩时,会产生垂头,严重影响同轴度的检测精度。
所以检测时镗床的主轴和滑枕禁止伸缩,只能采用工作台的V轴进给,利用V轴导轨良好的直线度来保证检测精度。
●测量结束后,工作台V轴应返回初始位置,百分表示数应可以回零,以防测量过程中百分表发生位移。
●检测结果必须记录在专用的检查表中,并由操作工和检查员签字确认。
三、在线检测之拉母线法所谓母线,指一个孔的圆柱面内,与轴线平行的任意一根直线。
在线检测牵涉到的有上母线、下母线、左母线、右母线。
左母线、右母线又合称侧母线。
由于百分表跟随主轴旋转时会产生一定误差,所以箱体同轴度的在线检测优先选用拉母线法,而不是盘表法。
轴孔类零件同轴度误差的检测方法及数据处理
辛玉欣;赵立普
【期刊名称】《设备管理与维修》
【年(卷),期】2017(000)015
【摘要】轴孔类零件多用于回转的工作场合,其几何公差项目往往是同轴度,检测同轴度时首先要确定基准要素.常用的轴孔类同轴度误差检测的方法有坐标测量法、与理想要素相比较法、测量特征参数法、用径向跳动代替同轴度、控制理想边界法等.
【总页数】2页(P105-106)
【作者】辛玉欣;赵立普
【作者单位】硅湖职业技术学院,江苏昆山215335;硅湖职业技术学院,江苏昆山215335
【正文语种】中文
【中图分类】TG806
【相关文献】
1.轴孔类零件同轴度误差的检测探讨
2.轴孔类零件测量的实验设计及数据处理
3.大型轴类零件同轴度误差数据采集与数据处理系统的研究
4.箱体类零件孔的同轴度误差检测方法初探
5.基于CCD的滑动轴承套类零件同轴度误差实时检测系统
因版权原因,仅展示原文概要,查看原文内容请购买。
零件测量与质量控制技术三年制中职数控专业学生72 (包括选学8)本课程是中等职业学校数控专业核心技术课。
学习该课程的目的是使学生掌握零件测量和产品质量控制的基本方法和技能。
了解公差配合基本知识和最新的国家标准。
熟练掌握通用量具和测量仪器的基本原理和使用方法,会根据不同的精度要求选择适合的量具和仪器。
掌握形位误差和表面粗糙度的检测工艺。
能胜任产品质量检测或者生产加工岗位工作,为企业培养实用技术人材。
职业能力目标:1.掌握质量、互换性、标准化等概念;2.会使用常用测量工具;3.会检测零件的线性尺寸、形位误差、罗纹、表面粗糙度;4.会控制零件加工过程的质量;5.了解现代精密测量仪器及技术。
本课程针对中等职业学校学生的实际情况,贯彻“基于工作过程”的设计思路,坚持理实一体化的教学理念,注重学生质量意识、质量检测技能与职业素质的培养,将岗位素质教育和技能培养有机地结合起来。
教学中,既可作为一门专业课程单列教授,也可将课程中的项目活动穿插到其他课程项目中教学,具有很强的实用性与灵便性。
模块与课时项目走进零件测量零件线性尺寸的轴套零件的检测长度的测量24教学项目一项目二任务一任务一测量项目三零件形位误差的测量项目四项目五检测项目六罗纹的测量典型零件的综合零件的质量控制*项目七零件的精密测量任务二任务三任务四任务一任务二任务三的测量轴径的测量孔径的测量锥度的测量识读形位公差直线度误差的测量圆度误差、圆柱度误差任务四平行度误差、平面度误差的测量任务五垂直度误差、位置度误差的测量任务六同轴度误差、径向圆跳动误差和端面圆跳动误差的测量任务一任务二任务一任务二任务三任务一任务二任务一件任务二测量三角形罗纹测量梯形罗纹轴套类零件的综合检测盘类零件的综合检测箱体类零件的综合检测工序能力控制图用三坐标测量机测量零用表面粗糙度仪测量零件表面粗糙度任务三用立式光学比较仪测量轴径合计444444444443334442272【学习目标】(1)对零件测量有感性认识(2)了解互换性、极限尺寸、偏差及公差,会计算极限尺寸并能知道零件尺寸的合格范围(3)会识读图样上形位公差和表面粗糙度代号(4)掌握测量基本理论及常用量具常识(5)了解常用的表面粗糙度测量方法,掌握比较法检测零件表面粗糙度任务轴套零件的检测【相关知识】(1)测量的概念、互换性的概念、极限尺寸、偏差及公差的概念(2)测量的种类,主动测量与被动测量(3)形位公差、表面粗糙度的识读(4)表面粗糙度的检测方法(5)量具常识【学习目标】(1)能根据零件尺寸要求,制定合理的测量方案(2)能测量零件各种线性尺寸,作出尺寸合格性判断(3)会保养各类测量用具,养成良好的职业习惯【相关知识】(1)零件图上长度尺寸的识读(2)使用钢直尺、游标卡尺及外径千分尺测量长度的方法(3)长度测量数据的采集与处理(4)长度尺寸合格性的判断(5)钢直尺、游标卡尺与外径千分尺的维护与保养方法活动一用钢直尺测量长度活动二用游标卡尺测量长度活动三用外径千分尺测量长度【知识拓展】其他长度测量技术深度游标卡尺、高度游标卡尺、量块、塞尺【相关知识】(1)零件图上轴径尺寸的识读(2)使用游标卡尺及外径千分尺测量轴径的方法(3)轴径测量数据的采集与处理(4)轴径尺寸合格性的判断活动一用游标卡尺测量轴径活动二用外径千分尺测量轴径【知识拓展】其他外径测量技术杠杆千分尺、尖头千分尺、卡规【相关知识】(1)零件图上孔径尺寸的识读(2)使用游标卡尺、内径千分尺与内径量表测量孔径的方法(3)孔径测量数据的采集与处理(4)孔径尺寸合格性的判断活动一用游标卡尺测量孔径活动二用内测千分尺测量孔径活动三用内径量表测量孔径【知识拓展】其他孔径测量技术内径千分尺、塞规【相关知识】(1)零件图上锥度、角度尺寸的识读(2)使用万能角度尺、正弦规测量锥度的方法(3)锥度测量数据的采集与处理(4)锥度尺寸合格性的判断(5)角度样板、锥度量规、万用角度尺、正弦规的使用活动一活动二活动三活动四用角度样板检测角度用万能角度尺测量角度用锥度量规检查零件锥度用正弦规检测锥度【知识拓展】其他定角度量具90°角尺、角度量块【学习目标】(1)能正确识读形位公差带代号并理解形位公差的含义(2)会选择检测形位误差的工具、量具,并正确测量零件的形位误差(3)能正确处理零件形位误差的检测数据(4)能对零件形位误差检测结果作出正确评估(5)会正确使用与保养工具、量具【相关知识】(1)形位公差与形位误差的概念和区别(2)零件的几何要素(3)形位公差项目和符号【相关知识】(1)直线度的含义、符号及应用范围(2)百分表的工作原理与操作方法(3)直线度误差的测量原理与方法(4)测量结果的数据处理(5)测量仪器的维护与保养活动一打表法测量直线度误差活动二水平仪测量直线度误差【相关知识】(1)能识读圆度、圆柱度符号(2)会测量圆度误差、圆柱度误差(3)会选择测量工、量具及其保养(4)能对检测结果进行数据处理并能评定零件的圆度或者圆柱度是否合格活动一两点法测量圆度误差活动二三点法测量圆度误差活动三圆柱度误差的测量【相关知识】(1)平行度的含义、符号及应用范围(2)平行度公差的类型(3)平行度误差、平面度误差的测量原理与方法(4)测量结果的数据处理(5)测量仪器的维护与保养活动一线对线测量平行度误差活动二线对面测量平行度误差活动三面对面测量平行度误差活动四测量平面度误差【知识拓展】透光法测量平面度误差【相关知识】(1)垂直度、位置度的含义、符号及应用范围(2)会测量垂直度、位置度的误差(3)心轴的使用(4)测量结果的数据处理(5)测量仪器的维护与保养活动一面对线测量垂直度误差活动二线对线测量垂直度误差【知识拓展】线对面、面对面的垂直度误差测量方法活动三测量位置度误差【相关知识】(1)同轴度、径向圆跳动和端面圆跳动的含义、符号及应用范围(2)同轴度误差、径向圆跳动误差和端面圆跳动误差常用测量工具的选择(3)轴类、套类零件同轴度误差、径向圆跳动误差和端面圆跳动误差的测量原理与方法(4)编写测量与误差分析报告(5)测量仪器的维护与保养活动一测量同轴度误差活动二测量径向圆跳动误差活动三测量端面圆跳动误差【学习目标】(1)能读懂零件图上各种罗纹的标记(2)会查表确定罗纹中径公差(3)会用通止规检测三角形罗纹(4)会用罗纹千分尺测量三角形罗纹(5)会用三针测量法测量三角形罗纹(6)会用三针测量法测量梯形罗纹【相关知识】(1)三角形罗纹标记识读(2)三角形罗纹常用测量器具的认识(4)罗纹千分尺测量三角形罗纹的方法(5)三针法测量三角形罗纹的方法(6)常用三角形罗纹测量器具的保养活动一活动二活动三用通止规检测三角形罗纹用三针法测量三角形罗纹用罗纹千分尺测量三角形罗纹【相关知识】(1)梯形罗纹标记识读三针法测量梯形罗纹(2)梯形罗纹中径的计算方法(3)用三针法测量梯形罗纹的方法(4)梯形罗纹测量器具的保养【学习目标】(1)会正确的阅读、分析零件图(2)会正确选择测量零件的工具、量具(3)会独立检测零件的质量(4)会填写零件的检测报告【学习目标】(1)树立生产过程中的质量意识及工作专注精神(2)了解通过采集数据绘制直方图的方法(3)会计算生产过程的工序能力指数并判断工序能力(4)会使用控制图判断生产过程的稳定性【相关知识】(1)采集测量数据、绘制直方图(2)计算标准偏差的方法(3)计算工序能力指数的方法(4)判断工序能力大小的方法活动一活动二活动三制作直方图分析直方图工序能力指数计算与工序能力判断【相关知识】(1)采集控制图数据方法(2)控制界限的计算及控制图的绘制方法(3)控制图的判断方法(4)质量失控原因的分析并改善活动一绘制控制图活动二分析控制图【学习目标】(1)了解现代精密测量技术的现状及发展(2)了解常用现代精密测量仪器的工作原理及运用领域(3)了解如何用三坐标测量机测量零件(4)了解用表面粗糙度仪测量零件表面粗糙度【相关知识】三坐标测量机的使用与保养【相关知识】(1)了解表面粗糙度的测量方法(2)了解便携式表面粗糙度测量仪的使用与保养【相关知识】(1)了解用相对测量法测量线性尺寸的原理(2)了解光学比较仪的结构并熟悉它们的使用方法(3)熟悉量块的使用与维护方法。
机械加工精度作为机械制造工程学课程的重要内容之一,在教学中一般按照工艺系统的几何误差、受力变形等分立的内容进行教学。
为提高学生综合运用所需知识分析解决具体问题的能力,我们开展了“专题驱动式”教学方法研究。
下面以箱体零件的孔系加工为专题,对其工艺方案与加工精度进行分析。
箱体类零件是机械传动装置中重要的基础件,箱体上若干有相互位置精度要求的孔构成箱体孔系,包括平行孔系、同轴孔系等。
孔系的加工方法与孔系的加工精度对保证传动装置的性能和质量具有重要影响。
一、平行孔系加工平行孔系的精度要求主要是各孔轴线之间及轴线与基准面之间的尺寸精度和轴线间的平行度等几何精度。
可以通过以下几种方法保证平行孔系精度要求。
1.找正法。
采用辅助装置来确定各个被加工孔的正确位置,如划线找正、心轴块规找正等。
2.镗模法。
镗模是引导镗刀杆在工件上镗孔用的机床夹具,利用镗模板上的孔系保证箱体孔系位置精度,镗杆与镗床主轴多采用浮动连接,以减小机床主轴的回转精度对加工精度的影响。
3.坐标法。
首先将被加工孔之间的孔距尺寸换算为两个相互垂直的坐标尺寸,然后精确地调整机床主轴与工件在水平和垂直方向的相对位置,以间接保证孔距精度。
为保证工作台和主轴的位移精度,必须在镗床上加上坐标测量装置。
二、同轴孔系加工在成批生产中,常采用镗模加工箱体同轴孔系以保证其轴线的同轴度。
在单件小批生产时,一般不采用镗模,常采用如下两种方法保证其轴线孔的同轴度。
1.利用已加工孔作支承导向。
在加工好的箱体前壁孔内装一个导向套,对镗杆起支承支撑和引导作用。
它适用于加工壁间距较小的箱体同轴孔。
2.利用镗床后立柱作支承导向。
镗床后立柱上的导向套作支承导向,可解决因镗杆悬臂过长而挠度大进而影响同轴度的问题。
这种方法需用较长的镗杆,而且调整后立柱导套比较麻烦、费时,通常适用于大型箱体的孔系加工。
三、孔系加工的精度分析(一)受力变形的影响1.镗杆受力变形的影响。
镗削过程中,随着镗杆的回转,径向力Fy 与切向力Fz 的合力Fyz 方向不断改变。
坐标测量机同轴度测量问题分析前言坐标测量机是采用坐标测量原理测量同轴度的,这样的方法能够严格按照定义计算评定同轴度的具体结果.然而在机械加工过程中往往采用打表的办法测量同轴度,由于实际所选用基准的差异,就会造成两种方法所得结果的差异,尤其当基准要素的长度相对被测要素离开基准要素的轴向距离较短时两种结果可能大相径庭.许多坐标测量机操作人员经常为此所困扰,本文从实用的角度出发,对坐标测量机测量同轴度的方法进行分析探讨.一、同轴度的公差带与误差值的计算1. 定义:同轴度公差带是直径为公差值且与基准轴线同轴的圆柱面内的区域.2. 误差值的计算根据同轴度及其公差带的定义,同轴度误差的计算是非常简单的,即被测轴线到基准轴线(包含其延长线)的最大距离(空间距离)值的两倍.二、造成问题的原因由于同轴度的定义和计算都非常简单,所以坐标测量软件均不会出现计算评定方法上的错误,之所以在许多实际情况下会与打表测量的结果或人们的直觉出入很大,绝大多数都是由于基准的选择不同造成的.坐标测量软件会严格的依据操作者所选定的基准进行评定,只要基准不出问题,结果也不会出现问题;而打表时实际起基准作用的究竟是那个要素,对许多操作者来说往往是没有清晰概念的.例如在图一中,要求的基准应该是左侧直径为30mm,长度为40mm的一段圆柱轴线即A,打表时应根据这一段圆柱将工件找正(为避免母线直线度误差的影响,最好用在两端打跳动的办法找正),但实际情况是许多操作者会选择在整个工件上左端A和右端B打表的办法进行找正,从而使得实际的基准变成了A-B .图二显示被测轴线的偏离量一定时,选用两种不同基准计算结果的差异.当基准选为A即直径为30mm,长度为40mm的一段圆柱轴线时,右端直径为36m,长度为40mm的一段圆柱轴线的最大偏离量若为5,同轴度为10;当基准选为A-B即左右两端轴的共同轴线时, 右端直径为36m,长度为40mm的一段圆柱轴线的最大偏离量为1.67,同轴度为3.34.在图三所示的情形中,基准选用的差异造成的同轴度评定结果差异更大:左右两端圆柱的轴线不但有偏离,而且不平行.当基准选为A即直径为30mm,长度为40mm的一段圆柱轴线时,右端一段圆柱轴线的最大偏离量若为7,同轴度为14;当基准选为A-B即左右两端轴的共同轴线时, 右端圆柱轴线的最大偏离量为0.33,同轴度为0.66.由以上二例可见基准选择对同轴度计算的影响之大.三、问题的解决既然问题主要是由于基准地选择导致的,那么问题的解决也应由合理选择基准要素着手.机械零件在其形成的过程中一般会有四种性质不同的基准:设计基准、使用基准、加工基准、测量基准.测量师一般会选用设计基准作为测量基准,但是在某些特殊情况下可能需要选用其他的基准,例如设计基准仅存在于设计图纸上,零件上无法找到,或者设计基准要求不合理.就需要选用使用基准或加工基准作为测量基准.为保证零件功能地实现,一般应优先选用使用基准.如图四,当Ф16的轴孔为有一定配合长度的过盈配合而且轴肩处没有约束时, 轴或孔能起到定向及定位作用,充当了实际基准;而当轴孔配合长度短或配合性质为间隙配合时, 轴或孔起不到定向作用,也不能充当实际基准.在此情况下,如果轴肩处有约束(即有配合要求)则轴肩实际起到定向作用;如果轴肩处没有约束,则可能是实际配合的两处轴孔(Ф16和Ф12)共同起到定向及定位作用,成为实际上的基准.(如图五)综上所述,使用基准需要根据零部件的结构特点及相互之间的配合关系综合分析确定,在有些情况下设计图纸上相互关联的尺寸配合及位置公差要求可能会自相矛盾,这时需要与相关人员进行沟通解决.图六是一个实际图纸上出现的不合理的同轴度要求的例子:凭直觉看,右端圆孔的同轴度公差为0.1mm,无论是加工还是测量都不会存在什么难度,但分析的结果却与直觉全然不同.左端作为基准的圆柱长度只有3mm,用坐标测量机测量时若测针球径为1.5mm,球顶到工件侧面留0.1mm的间隙,左端面留0.15mm的缩进量,则有效的可测量长度也只能到2mm.此圆柱测量时若第二截面中心相对于第一截面中心的位置测量误差为1μm,则由这两个测得的截面中心计算出的圆柱轴线延伸到零件最右端时距真实的圆柱轴线就有583/2=291.5μm的偏离(如图七所示),这意味着右端圆柱轴线的同轴度误差为583μm即0.583mm.对大多数坐标测量机而言1μm的位置测量误差并不为过,然而由此造成同轴度测量评定的误差却是不可接受的.即使时当今世界最高精度的坐标测量机其标称的精度也不过是0.5μm,我们假定其测量这样两个圆截面时相对的位置误差为0.3μm,那么仍将造成0.1749mm的误差.显然,不是坐标测量机都出了问题,而只能是设计要求本身出了问题.事实上,无论该零件在装配时怎样与其他零件连接,左端3mm长的外圆柱都不可能起到为整个零件定向的作用.如果是通过左端的靠肩面连接,则应以此面为第一基准(限制基准的方向)以A为第二基准(限制基准的位置),对右端内孔的位置度进行控制; 如果左端的靠肩面不连接,则应以左端外圆和右端内孔的共同轴线为基准对右端内孔的同轴度进行控制.在这样的要求下,一般的坐标测量机对0.01-0.02mm的公差通常能应对有余;而高精度的坐标测量机则能满足0.003-0.005mm公差的测量需求.同轴度同轴度:[tóngzhóudù]properalignment同轴度:是定位公差,理论正确位置即为基准轴线.由于被测轴线对基准轴线的不同点可能在空间各个方向上出现,故其公差带为一以基准轴线为轴线的圆柱体,公差值为该圆柱体的直径,在公差值前总加注符号“φ”.同轴度公差:是用来控制理论上应同轴的被测轴线与基准轴线的不同轴程度。
关于同轴度与同心度的测量方法的分析何广添【期刊名称】《《机电工程技术》》【年(卷),期】2019(048)007【总页数】2页(P15-16)【关键词】同轴度; 同心度; 测量方法【作者】何广添【作者单位】广东产品质量监督检验研究院广东佛山 528300【正文语种】中文【中图分类】TG5060 引言在实际机械加工过程中,轴和孔是加工零件之中的重要要素,而且这种体现异常明显,同轴度和同心度计量便是其中之一。
但在二者测量过程中,无论是测量方法,还是在名称上,均具备很大的相似之处,这也导致很多工作人员在实际工作中将二者搞混。
如果零件的结构差异较大,除了弄清测量原理之后,还要选择合适的测量方法。
1 同轴度的普通测量方法1.1 壁厚测量法站在小型套筒类零件测量角度来说,为了确保测量结果更加准确,工作人员可以将内外圆的同轴测量转变成壁厚测量,具体如图1所示。
当整体测量结果满足2(a-b)≤t之后,说明被检要素与相关要求相符[1]。
图1 壁厚测量示意图如果被测量的零件为垫片类零件,该零件在装配过程中无法将密封作用展示出来,在压紧力作用之下,内外圆也会一同出现向内或者是向外变形,而且变形量的多少直接对密封效果产生剧烈影响。
因此,在内外圆同轴度检测过程中,应该利用壁厚测量法将各种问题解决[2]。
1.2 同轴度量规当最大的实体原则应用到被测要素和基准要素之中时,工作人员应该做好检验顺序的确定工作。
首先需要做的就是对零件之中各个部位尺寸合格性进行总结,之后再将位置度量融入大基准部位和被测部位之中,能够同时进入的零件,便是同轴度合格零件。
另外,在具体机械零件设计上,还会经常遇到一些特殊零件,如图2所示,该种零件的检测要素主要集中在间断孔位置上,站在结构角度分析,该类要素具备一定的定位和导向作用。
但如果在操作过程中,出现零件孔径较小问题,整个用测表检测工作也会受到很大限制,测针限制尤为明显。
在该种情况之下,测量方法也会向同轴度量规转变[3]。
论箱体类零件的同轴度检测
在本文中,首先介绍了箱体类零件同轴度的在线检测方法,有拉母线、盘表两种方法。
随后介绍了箱体类零件同轴度的三坐标检测方法,分析了测量误差的来源,介绍了单侧评价法、双侧评价法和公共轴线法。
标签:箱体类零件;拉母线;盘表;三坐标检测
(一)箱体类零件
箱体类零件在机器中用于承载轴承和齿轮件,其孔系的同轴度至关重要,一旦超差,将使轴和轴承装配后产生歪斜,加剧轴承磨损,降低轴承的使用寿命。
因此,箱体类零件加工完毕后,必须及时检测其孔系的同轴度。
在生产实践中,同轴度检测主要分为在线检测和三坐标检测。
(二)同轴度的在线检测
箱体类零件在镗床上进行精镗加工。
所谓在线检测,是指箱体精镗结束后,不拆压板,直接在镗床主轴上安装百分表,利用百分表检测孔系的同轴度。
在线检测简单易行,精度较高,可以不占用三坐标检测仪的时间,普通产品的箱体零件优先选择在线检测。
在线检测本质上,是以箱体的基准平面作为基准,用百分表测量每个轴承孔的圆跳动,以此来评价同轴度。
在线检测时,需注意以下几个要点:
必须在拆除压板前进行。
一旦拆除压板,则箱体的基准平面将发生位移,同轴度检测将失去基准。
必须使用工作台进给。
镗床的主轴和滑枕在伸缩时,会产生垂头,严重影响同轴度的检测精度。
所以检测时镗床的主轴和滑枕禁止伸缩,只能采用工作台的V轴进给,利用V轴导轨良好的直线度来保证检测精度。
测量结束后,工作台V轴应返回初始位置,百分表示数应可以回零,以防测量过程中百分表发生位移。
检测结果必须记录在专用的检查表中,并由操作工和检查员签字确认。
(三)在线检测之拉母线法
所谓母线,指一个孔的圆柱面内,与轴线平行的任意一根直线。
在线检测牵涉到的有上母线、下母线、左母线、右母线。
左母线、右母线又合称侧母线。
由于百分表跟随主轴旋转时会产生一定误差,所以箱体同轴度的在线检测优先选用拉母线法,而不是盘表法。
拉母线法的基本程序为:
用内径千分尺测量各孔的直径
根据实测直径计算出各孔母线的落差,落差=(D1-D2)/2
用百分表找到轴承孔的下母线,左右移动镗床的X轴,百分表接触的最低点即为下母线
工作台进给,检查各孔的下母线跳动,若孔径不同则根据落差值改变主轴的Y坐标
用百分表找到轴承孔的侧母线,上下移动镗床的Y轴,百分表接触的最远点即为侧母线
工作台进给,检查各孔的侧母线跳动,若孔径不同则根据落差值改变主轴的X坐标
拉母线法的检测精度高,测量时间短,在线检测时应优先选用。
但当镗床的定位精度较差,无法按落差值准确移动时,应使用盘表法。
(四)在线检测之盘表法
盘表法的基本程序为:
找正第一个孔的孔心,百分表跳动≤0.01 mm
工作台进给至第二个孔位置
用百分表检测第二个孔的四点跳动
以此类推,用百分表检测其余孔的四点跳动
盘表法的精度略逊于拉母线法,测量时间较长,在镗床的定位精度较差时选用。
(五)用三坐标检测同轴度的争议
重要产品的箱体,以及不方便进行在线检测的箱体(如外协厂家精镗的箱体),可选用三坐标计量仪进行同轴度的检测。
当箱体体积很大,超出三坐标计量仪的行程,可使用激光跟踪仪进行检测,但测量原理与三坐标计量仪一致。
三坐标计量仪的精度很高,可以方便地检测箱体的各形位公差,如圆柱度、平行度、垂直度等,在生产实践中并无争议。
主要争议出现在同轴度的评价方式上。
比如检测B孔轴线相对于A孔轴线的同轴度。
由于A孔的轴线较长,所以可以比较精确地测出该同轴度。
但如果A、B两孔的轴线皆短,且相距较远,而要测B孔相对于A孔的同轴度,则误差极大,在实践中无法做到。
其原因可用下图进行解释:
如上图所示,每个孔用三坐标测量2个截面,则A、B两孔可测出4个截面的孔心坐标,分别记为a、b、c、d。
设ab距离为L1,bc距离为L2,cd距离为L3。
假设a、b、c、d四点完全共线,即同轴度为零。
由于三坐标测量仪存在少量误差,假设b点的测量误差为Δx,则以ab轴线为基准时,测得的d点出现偏移。
设d点偏移量为x,则根据相似三角形可算出:
本来a、b、c、d四点是共线的,测出的d点却出现了不小的偏移,且与L2、L3、Δx成正比,与L1成反比。
当L1很短,且L2很长时,三坐标计量仪测出的同轴度为虚假数据,在生产中无实际意义。
L1越短,L2越长,则误差被放大得越厉害。
因此,三坐标检测箱体类零件的同轴度,必须根据实际情况,分别采用单侧评价法、双侧评价法、公共轴线法。
其中双侧评价法的测量精度最高,应优先使用。
(六)三坐标检测的单侧评价法
当A轴线较长时,应以A轴线作为基准,去评价B轴线相对于A轴线的同轴度,如此则测量结果较为准确。
注意:单侧评价法仅用于A孔轴线较长,且两孔距离不远的情况,否则测量误差将被成倍放大。
(七)三坐标检测的双侧评价法
当两孔距离较远时,应采用双侧评价法。
以最远的两个点a、d为基准,去测量b、c两点是否偏离该基准。
用此方法评价四点是否共线,测量效果非常好,三坐标计量仪误差的影响微乎其微,所得的结果为真实数据。
假如测得的b、c两点偏移极小,则A孔和B 孔的平行度极好,且同心程度也极好。
将轴承放入A、B两孔,让刚性的轴在轴承内转动,则轴承的工作条件极好。
由于轴承内部也存在少量间隙,所以b、c 两点的微小偏移是完全允许的。
因此,当两孔距离较远时,应优先采用双侧评价法,可以获得非常准确的同轴度数据。
(八)三坐标检测的公共轴线法
所谓公共轴线法,即以a、b、c、d四个截面的中心按照最小二乘法拟合为一条公共轴线,去单独评价a、b、c、d每个截面中心的同轴度,取其中的最大值作为公共轴线法的同轴度。
公共轴线法本质上缩小了同轴度的数值,所以用公共轴线法测量的同轴度,其数值往往非常小。
但公共轴线法有其物理意义,相当于用一根心轴直接去检测两孔的同轴度,所以即使公共轴线法缩小了同轴度的实际数值,在齿轮箱的使用方面也有其积极意义。
只要公共轴线法评价合格,轴承的运转即无问题。
很多加工圖纸按照公共轴线法标注同轴度,在这种情况下,可以在三坐标检测时选用公共轴线法评价同轴度。
(九)结论
在箱体类零件的生产实践中,应优先选用在线检测。
在线检测应优先选择拉母线法,因为测量精度高,检测时间短,但镗床的定位精度应满足检测要求。
若镗床精度无法满足检测要求,则选用盘表法。
对于重要产品的箱体,或在线检测不便的箱体(如外协加工),可选用三坐标检测。
当基准孔系足够长时,可使用单侧评价法。
当两孔间距较大时,应使用双侧评价法。
当图纸要求公共轴线法时,可使用公共轴线法。
参考文献:
[1] 刘裕先.调头镗孔理论及应用.北京.机械工业出版社,1999
[2] 吴国梁.镗工实用技术手册.南京.江苏科学技术出版社,2007。