基于FANUC系统的加工中心镗孔加工初探
- 格式:pdf
- 大小:3.62 MB
- 文档页数:4
FANUC系统(加工中心)的11种孔加工固定循环指令针对fanuc系统加工中心常用的孔加工固定循环指令的整理,当然我们在日常的操作中最常用的也就那么几个,大家可以根据自己的个人习惯辨析加以记忆。
FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
注(一般在孔循环指令前要加G99或者G98,其中G99是指刀具完成一个指令的孔循环命令或一个动作后,刀具返回至R面,G98为刀具退回至下面点的位置,即安全点位置。
系统默认情况下为G98)1)钻孔循环指令G81 (主要应用在点孔,打中心孔,以及孔口倒角,或者是铰孔时)G81钻孔加工循环指令格式为:G81 G△△ X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G△△可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90和相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
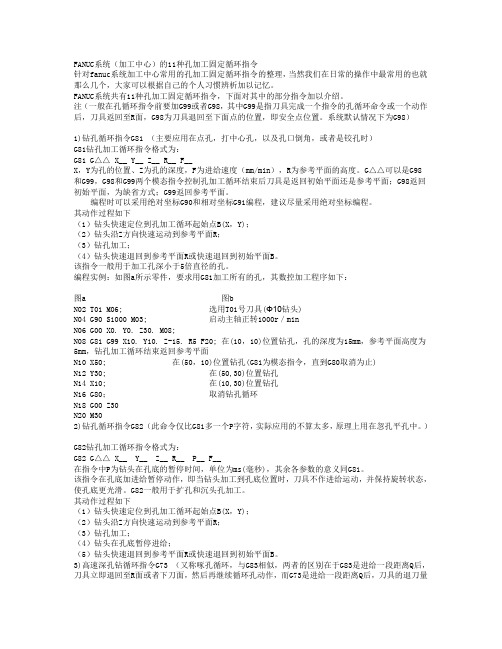
编程实例:如图a所示零件,要求用G81加工所有的孔,其数控加工程序如下:图a 图bN02 T01 M06; 选用T01号刀具(Φ10钻头)N04 G90 S1000 M03; 启动主轴正转1000r/minN06 G00 X0. Y0. Z30. M08;N08 G81 G99 X10. Y10. Z-15. R5 F20; 在(10,10)位置钻孔,孔的深度为15mm,参考平面高度为5mm,钻孔加工循环结束返回参考平面N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止)N12 Y30; 在(50,30)位置钻孔N14 X10; 在(10,30)位置钻孔N16 G80;取消钻孔循环N18 G00 Z30N20 M302)钻孔循环指令G82 (此命令仅比G81多一个P字符,实际应用的不算太多,原理上用在忽孔平孔中。

镗孔的操作规程1. 引言镗孔是一种常见的加工方法,用于在工件上形成定径的孔。
本文档旨在说明镗孔的操作规程,包括操作前的准备工作、具体的操作步骤和注意事项。
2. 操作前准备在进行镗孔之前,操作人员需要进行一系列的准备工作,以确保操作的顺利进行。
2.1 确定镗孔尺寸和要求首先,操作人员需要根据工程图纸或技术要求,确定所需镗孔的尺寸和要求。
这包括孔径、深度和公差等。
2.2 准备镗刀和刀杆根据镗孔的要求,选择合适的镗刀和刀杆。
确保镗刀的质量良好,并进行必要的检查和保养。
2.3 准备机床和夹具检查机床和夹具的状态,确保其正常工作和安全可靠。
清理机床和夹具上的杂质和切屑。
2.4 确保安全在进行镗孔操作之前,操作人员必须穿戴必要的防护设备,如安全眼镜、防护手套和耳塞。
确保操作环境的安全。
3. 操作步骤根据镗孔的要求,按照以下步骤进行操作:3.1 固定工件将待加工的工件安装到夹具上,并进行固定。
确保工件的位置准确和稳固。
根据需要,可以使用辅助夹具或支撑物来增加工件的稳定性。
3.2 调整刀具根据镗孔的要求,调整镗刀和刀杆的位置和角度。
使用刀具夹持器固定镗刀和刀杆,并进行刀具的调整和校正。
3.3 开始镗孔启动机床,使刀具和工件旋转起来。
开始进行镗孔操作。
注意保持适当的切削速度和进给速度,以避免过快或过慢的切削。
3.4 监控镗孔过程在进行镗孔过程中,操作人员应始终保持警觉,及时观察镗孔的情况。
注意监测刀具的磨损情况,以便及时更换刀具。
3.5 测量和检查完成镗孔后,使用合适的测量工具进行测量和检查。
确保镗孔的尺寸和质量符合要求。
如有问题,及时调整和修复。
3.6 清理和保养在镗孔操作完成后,及时清理工作场地和机床上的切屑和杂质。
对镗刀和刀杆进行必要的清洗和保养,以延长其使用寿命。
4. 注意事项在进行镗孔操作时,操作人员需要注意以下事项:•操作人员必须熟悉机床的操作规程和安全注意事项,并严格遵守。
•在进行镗孔操作之前,确保所有准备工作已经完成,包括工件的固定、刀具的调整和机床的检查等。

加工中心的典型程序编制来源:数控产品网添加:2008-08-12 阅读:276次[ 内容简介 ]钻孔程序的编制1.钻孔程序的编制如图1,沿任意一条直线钻等距的孔。
若使用配备FANUC-6M系统的立式加工中心,则加工程序如下:图1 沿直线钻等距孔O1000N10 G92 X400.0 Y300.0 Z320.0 建立加工坐标系N20 M06 T00 换上中心钻N30 G90 G00 X0 Y0 X、Y向定位N40 Z0 Z向定位N50 M03 S500 F30 主轴启动N60 G81 G99 R-4.0 Z-10.0 钻深为5mm的中心孔N70 G91 G00 X20.0 Y10.0 L03 重复3次钻3中心孔N80 M05 主轴旋转停止N90 G28 Z0 经加工原点回机床原点N100 M06 T01 换钻孔刀,返回加工点NIl0 M03 G90 G00 G44 H01 G81 G99 R-5.0 Z-30.0 钻第一个孔,加刀具补偿N120 G91 X-20.0 Y-10.0 L03 重复钻3次孔N130 M05 G28 G49 Z320.0 撤消刀具长度补偿回Z轴N140 M01 参考点N150 M99 P20 返回到N20程序段程序的特点:1)使用G92建立加工坐标系,坐标系的偏置量在程序中进行设置,修改调整更方便。
2)有两次自动换刀,并使用刀具长度补偿,体现加工中心自动加工的功能。
机床起动后主轴上装的是F 10钻头刀具,刀库的零号刀位上应安装有中心钻。
因整个程序只用两把刀,刀库不用转动,原地换刀就可以了。
3)使用中心钻(N60程序段)预钻定位孔,使孔定位准确。
4)使用相对值指令(N70,N120)给出了孔的位置,使固定循环功能重复使用,直到把孔全部钻完。
L03为重复次数。
5)使用了M01(N140)程序暂停。
注意:使用M01时操作面板上的程序暂停开关应放到接通位置,这样在程序执行到M01时面板上的指示灯燃亮,告诉操作者程序处于任选停止,可以装卸零件,待处理工作结束时按循环起动按钮,程序接着执行。

FANUC系统(加工中心)的11种孔加工固定循环指令”FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令G81G81钻孔加工循环指令格式为:G81G△△X__Y__Z__R__F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G△△可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90和相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
编程实例:如图a所示零件,要求用G81加工所有的孔,其数控加工程序如下:图a图bN02T01M06;选用T01号刀具(Φ10钻头)N04G90S1000M03;启动主轴正转1000r/minN06G00X0.Y0.Z30.M08;N08G81G99X10.Y10.Z-15.R5F20;在(10,10)位置钻孔,孔的深度为15mm,参考平面高度为5mm,钻孔加工循环结束返回参考平面N10X50;在(50,10)位置钻孔(G81为模态指令,直到G80取消为止) N12Y30;在(50,30)位置钻孔N14X10;在(10,30)位置钻孔N16G80;取消钻孔循环N18G00Z30N20M302)钻孔循环指令G82G82钻孔加工循环指令格式为:G82G△△X__Y__Z__R__P__F__在指令中P为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同G81。
该指令在孔底加进给暂停动作,即当钻头加工到孔底位置时,刀具不作进给运动,并保持旋转状态,使孔底更光滑。

从事数控铣床编程加工中,常会遇到钻孔加工。
因此,编程人员首先需要了解孔加工类刀具的选择与使用;其次,要根据孔的形状和加工特点选择合适的固定循环指令,本文主要讲解fanuc发那科钻孔切削循环指令。
FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G△△X__ Y__ Z__ R__ F__X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
G△△可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平面还是参考平面;G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标G90和相对坐标G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头快速退回到参考平面R或快速退回到初始平面B。
该指令一般用于加工孔深小于5倍直径的孔。
2)钻孔循环指令G82G82钻孔加工循环指令格式为:G82 G△△X__ Y__ Z__ R__ P__ F__在指令中P为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同G81。
该指令在孔底加进给暂停动作,即当钻头加工到孔底位置时,刀具不作进给运动,并保持旋转状态,使孔底更光滑。
G82一般用于扩孔和沉头孔加工。
其动作过程如下(1)钻头快速定位到孔加工循环起始点B(X,Y);(2)钻头沿Z方向快速运动到参考平面R;(3)钻孔加工;(4)钻头在孔底暂停进给;(5)钻头快速退回到参考平面R或快速退回到初始平面B。
3)高速深孔钻循环指令G73对于孔深大于5倍直径孔的加工由于是深孔加工,不利于排屑,故采用间段进给(分多次进给),每次进给深度为Q,最后一次进给深度≤Q,退刀量为d(由系统内部设定),直到孔底为止。

CNC机床加工中的镗削技术与应用案例镗削技术在CNC机床加工中起着至关重要的作用,它是一种利用旋转刀具进行内循环切削的加工方法。
本文将介绍镗削技术的基本原理、常见的应用案例以及其在CNC机床加工中的重要性。
一、镗削技术的基本原理镗削技术通过镗刀将工件孔内的余量切除,从而达到加工精度要求。
其基本原理包括以下几个方面:1. 切削刃的选择:根据工件的材质和加工要求,选择合适的刀具材料和切削刃形状。
常见的切削刃有单刃、多刃、螺旋刃等。
2. 切削速度的控制:合理选择切削速度,可以减少切削力和工具磨损,提高加工效率和质量。
3. 刀具运动轨迹的控制:通过控制刀具在工件孔内的运动轨迹,实现对不同形状孔的加工。
二、CNC机床加工中的镗削技术应用案例1. 开发新产品:在某家机床制造公司,他们致力于设计和开发新的CNC机床产品。
在新产品的开发过程中,镗削技术被广泛应用,用于加工各种孔形、孔尺寸的工件。
通过镗削技术,他们能够实现对产品精度和表面质量的要求,提高产品的竞争力。
2. 飞机发动机配件加工:飞机发动机是一个复杂的装置,其中包括各种精密的孔。
在飞机制造过程中,镗削技术被用于加工发动机轴承座、燃烧室等关键部件的孔。
通过镗削技术的应用,可以确保各个孔的精度和几何形状满足要求,从而保证整个发动机的可靠性和性能。
3. 汽车零部件制造:在汽车制造过程中,镗削技术广泛应用于发动机汽缸套、制动器和转向节等关键零部件的加工中。
通过镗削技术,可以确保这些零部件的孔的精度和质量,提高汽车整体性能和安全性。
三、CNC机床加工中镗削技术的重要性镗削技术在CNC机床加工中具有至关重要的作用。
以下是其重要性的几个方面:1. 加工精度的保证:镗削技术可以实现工件孔的高精度加工,保证零件的尺寸和几何形状的精度要求。
2. 提高工艺效率:相比传统的手工镗削方法,CNC机床加工中使用镗削技术可以大大提高工艺效率和生产效率。
3. 高质量表面的加工:镗削技术可以实现对工件孔内表面的高质量加工,提高工件的使用寿命和表面光洁度。
镗孔类零件的编程和加工
一、基础知识
1.G86——粗镗孔循环指令。
编程格式:G86 X Y Z R F ;
动作过程和G81类似,但G86进刀到孔底后将使主轴停转,然后快速退回安全平面或初始平面。
然后主轴再自动重新启动。
由于退刀前没有让刀动作,快速回退时可能划伤已加工表面,因此只用于精度和表面粗糙度不高的镗孔加工或者粗镗。
2.G89——阶梯孔镗削固定循环指令。
编程格式:G89 X Y Z R P F ;
其中,P 指孔底暂停时间。
单位毫秒。
G89指令动作与G85指令基本相同。
不同之处是刀具到达孔底有一个暂停动作,该指令用于阶梯孔的镗削加工。
3.G76——精镗孔循环指令
编程格式:G89 X Y Z R P Q F ;
其中,Q 准停后主轴在孔底偏移量,总是正值,移动方向由参数设置。
单位毫米。
镗刀加工到孔底时,主轴准确停止在定向位置上;然后,使刀头沿孔径向离开已加工内孔移动后抬刀退出,这样可以高精度、高效率地完成孔加工,退刀时不损伤已加工表面。
二、数控加工工序卡
三、数控刀具明细表
四、程序卡。
G△△FANUC 系统(加工中心)的 11种孔加工固定循环指令FANUC 系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令G81G81钻孔加工循环指令格式为:G81 G △△__ Y__ Z__ R__ F__X ,Y 为孔的位置、Z 为孔的深度,F 为进给速度(mm/min ),R 为参考平面的高度。
可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平 面还是参考平面; G98返回初始平面,为缺省方式;G99返回参考平面。
编程时可以采用绝对坐标 G90和相对坐标 G91编程,建议尽量采用绝对坐标编程。
其动作过程如下(1) 钻头快速定位到孔加工循环起始点 B (X ,Y ); (2) 钻头沿Z 方向快速运动到参考平面 R ; (3) 钻孔加工;(4) 钻头快速退回到参考平面 R 或快速退回到初始平面 B 。
该指令一般用于加工孔深小于5倍直径的孔。
编程实例:如图a 所示零件,要求用 G81加工所有的孔,其 数控加工程序如下:图a 图bN02 T01 M06;选用T01号刀具(①10钻头)N04 G90 S1000 M03; 启动主轴正转 1000r / minN06 G00 X0. Y0. Z30. M08;N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止)N12 Y30; 在(50,30)位置钻孔N14 X10;在(10,30)位置钻孔 N16 G80 ; N08 G81 G99 X10. Y10. Z-15. R5 F20; 在(10, 10)位置钻孔,孔的深度为 15mm ,参考平面高度为5mm ,钻孔加工循环结束返回参考平面取消钻孔循环N18 G00 Z30 N20 M302) 钻孔循环指令G82G82钻孔加工循环指令格式为: G82 G △△__ Y__ Z__ R__ P__ F__在指令中P 为钻头在孔底的暂停时间,单位为ms(毫秒),其余各参数的意义同 G81 o该指令在孔底加进给暂停动作, 即当钻头加工到孔底位置时, 刀具不作进给运动, 并保持旋转状态,使孔底更光滑。