加工中心刀具使用基本参数仅供参考
- 格式:xls
- 大小:19.50 KB
- 文档页数:1
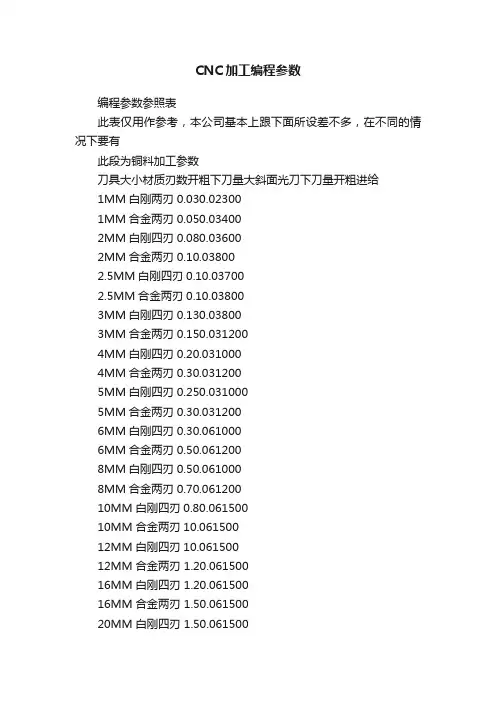
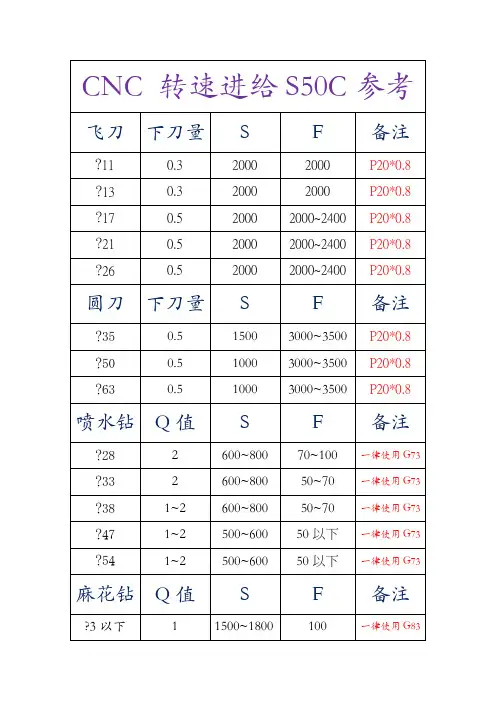
CNC加工编程参数编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为铜料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给1MM白刚两刃0.030.023001MM合金两刃0.050.034002MM白刚四刃0.080.036002MM合金两刃0.10.038002.5MM白刚四刃0.10.037002.5MM合金两刃0.10.038003MM白刚四刃0.130.038003MM合金两刃0.150.0312004MM白刚四刃0.20.0310004MM合金两刃0.30.0312005MM白刚四刃0.250.0310005MM合金两刃0.30.0312006MM白刚四刃0.30.0610006MM合金两刃0.50.0612008MM白刚四刃0.50.0610008MM合金两刃0.70.06120010MM白刚四刃0.80.06150010MM合金两刃10.06150012MM白刚四刃10.06150012MM合金两刃 1.20.06150016MM白刚四刃 1.20.06150016MM合金两刃 1.50.06150020MM白刚四刃 1.50.06150020MM合金两刃 1.50.06150025MM白刚四刃 1.50.06150025MM合金两刃 1.50.061500飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.450.151500R8合金刀粒两刃0.50.21500R10合金刀粒两刃0.60.2150012R0.4合金刀粒一刃0.70.1120016R0.4合金刀粒两刃0.70.1150020R0.4合金刀粒两刃0.70.1150025R0.8合金刀粒两刃10.1150030R5合金刀粒两刃0.60.31600球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R0.51MM合金两刃0.020.02R11MM合金两刃0.040.05R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1R2.55MM合金两刃0.20.1R36MM合金两刃0.30.12R48MM合金两刃0.30.12R510MM合金两刃0.50.15R612MM合金两刃0.50.15R816MM合金两刃0.60.2R1020MM合金两刃0.60.2编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为钢料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给2MM白刚四刃0.020.034002MM合金两刃0.040.035002.5MM白刚四刃0.020.034002.5MM合金两刃0.040.035003MM白刚四刃0.030.034003MM合金两刃0.050.036004MM白刚四刃0.050.036004MM合金两刃0.050.036005MM白刚四刃0.050.036005MM合金两刃0.050.038006MM白刚四刃0.060.066006MM合金两刃0.060.068008MM白刚四刃0.080.068008MM合金两刃0.10.06110010MM白刚四刃0.10.0680010MM合金两刃0.150.06110012MM白刚四刃0.130.07120012MM合金两刃0.150.07130016MM白刚四刃0.150.11300 16MM合金两刃0.20.11300 20MM白刚四刃0.20.11200 20MM合金两刃0.250.11200 25MM白刚四刃0.20.11200 25MM合金两刃0.250.131200飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.40.151500 R8合金刀粒两刃0.40.21500 R10合金刀粒两刃0.50.21500 12R0.4合金刀粒一刃0.20.11200 16R0.4合金刀粒两刃0.250.11500 20R0.4合金刀粒两刃0.30.11500 25R0.8合金刀粒两刃0.30.21500 30R5合金刀粒两刃0.50.31600 40R6合金刀粒两刃0.50.31500 63R5合金刀粒六刃0.60.31300球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R11MM合金两刃0.030.03 R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1 R2.55MM合金两刃0.20.1 R36MM合金两刃0.30.12 R48MM合金两刃0.30.12 R510MM合金两刃0.50.15 R612MM合金两刃0.50.15 R816MM合金两刃0.60.2 R1020MM合金两刃0.60.2下要有不同的改变光平面进给光斜面进给开粗转数光刀转数15030050006000150400550060002005004000450020050042005000200600350040002006004000450020060035004000200650400045002506003000350025065035004000250600300035003006503500400025060028003200300700300040002506002200250030080022003000300600220025004008002200300030060022002500400800220030004008001200120045010001200150040080010001000450100012001200400800800-100800450100010001000光平面进给光斜面进给开粗转数光刀转数150025003000150021002500150020002500500110022003000600120018003000600120018003000600130018002800700120016002000开粗进给光斜面进给开粗转数光刀转数300350550060006005004500450070060042004500110090040004500120080040004200150012003000380015001300300035001700150026003000180015002500300018001500250030001800150025002800下要有不同的改变光平面进给光斜面进给开粗转数光刀转数光侧面进给斜面转速2004503000320025050032003500200450300032002505003200350020045025002800250500260030002004502200250025050025003000250500180025003006502200280025050015002200300600200025002506001300230030080030080018002300300800300600120020002508004008001800200025080030080012001600250800400800150018002508004008007001200230400450100080012002504004008006001000200300450100060010002003004008005008002002504501000500800200250光平面进给光斜面进给开粗转数光刀转数15002500300015002100250015002000250050011002200300060012001800300060012001800300060013001800280070012001600200080012001600200010001200700-10001500开粗进给光斜面进给开粗转数光刀转数40040035004500 70060035004000 110090035004000 120080035004000 1500120025003000 1500130025003000 1700130022002800 1800150022002800 1800150020002600 1800150018002300。
关于刀具参数在指定加工区域后,必须定义加工用刀具的参数,这些参数中许多项直接影响后置处理程式中的NC码。
刀具参数设置如图1.5所示。
(1)公共刀具参数Toolname:刀具名称Feedrate:进给率Comerradius:圆角半径Toolnumber:刀具号plungerate:切入速率Spindlespeed:主轴速度Diameteroffset:直径补正Retractrate:退刀速率Coolant:冷却Len昏hoffset:长度补正Tooldiameter:刀具直径(2)Program#(程式号)该参数可设置在0至2、147、482、647间的任何值。
程式号与后处理变量PROGNO相联系,设置一套操作指定的顺序。
(3)Seq.(程序的起始号)程序起始号参数是设定刀具路径NC程序第一行的号码,可使大多数后处理程式节省顺序号,把NC程式中起始号和行号增量参数都设置为0。
(4)Seq.inc(顺序行号的增量值)顺序行号的增量值参数是设置刀具路径的NC程式每行的增量数,使大多数后处理的程式节省顺序号,把NC程式中起始号和行号增量参数都设置为0。
图1—5刀具参数选项卡(5)Comment(注释)输入任何操作的注释。
(6)ChangeNCI(改变NCI文件名)改变NCI按钮,改变目标NCI文件的名字,符合于现在的操作,每一种操作有一个不同目标NCI文件,若在一个新图形MC9文件中构建第一个操作,Mastercam9.1系统会自动提示选择NCI文件名,否则系统下一次操作同样的NCI文件名。
(7)Homepos(原点设置)该按钮用来设置刀具的原点,可在输入框中输入刀具原点的各坐标值,或用Select按钮选择图形区中一点作为原点位置。
(8)Ref.point(参考点)在机械加工中,刀具先从刀具原点移动到Approach(进给时的参考点)设置的位置,再开始第一条刀具路径的加工;当刀具完成加工后,先移动到Re.tract(返回时的参考点)栏设置的位置,再返回到刀具的原点。
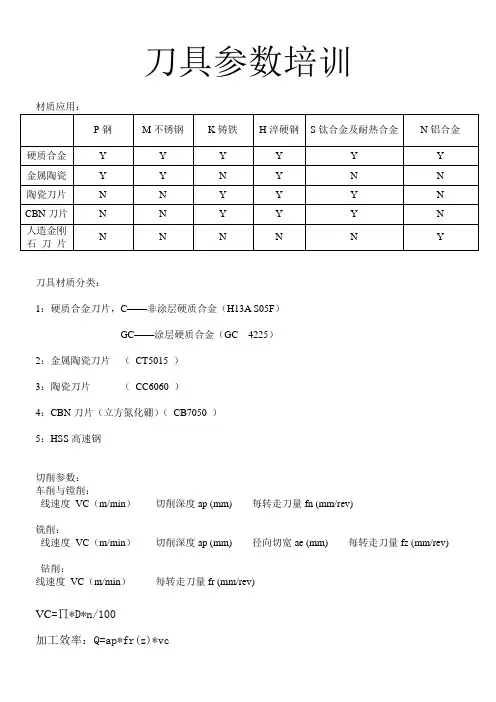
刀具参数培训刀具材质分类:1:硬质合金刀片,C——非涂层硬质合金(H13A S05F)GC——涂层硬质合金(GC 4225)2:金属陶瓷刀片(CT5015 )3:陶瓷刀片(CC6060 )4:CBN刀片(立方氮化硼)(CB7050 )5:HSS高速钢切削参数:车削与镗削:线速度VC(m/min)切削深度ap (mm) 每转走刀量fn (mm/rev)铣削:线速度VC(m/min)切削深度ap (mm) 径向切宽ae (mm) 每转走刀量fz (mm/rev)钻削:线速度VC(m/min)每转走刀量fr (mm/rev)VC=∏*D*n/100加工效率:Q=ap*fr(z)*vc内孔铣削:Vf=n*Zc*fzVfm=Vf*KK=(Dm-DC)/Dm外孔铣削:K=(Dm+DC)/Dm各特殊刀具的参数推荐•山特维克刀具•R345刀盘钢件:S350-380 F800-1200 AP2.0•铸件:S400-450 F800 -1200 AP2.0•R490铣刀¢50 S700-750 F300-500 AP10.0•¢80:S700-750 F300-400 AP4.0•R390铣刀¢36:S700-750 F300-400 AP7.0•R210铣刀¢35:S1200-1500 F3000-4000 AP1.0•R690铣刀¢66:S200-250 F150-200 AP20.0•R331铣刀¢125:S360-388 F100-150 AP2.5•长刃精铣刀¢80:S300-500 F150-200 AP0.15•R240倒角刀¢50:S1000-1500 F1500-2500 AP3.0•880喷水钻¢21:S2500-2800 F200-280 AP40.0•¢26.5:S1500-2000 F150-230 AP70.0•¢32:S800-1500 F120-180 AP90.0•¢38:S700-1500 F80-150 AP150.0 •¢40:S700-1500 F80-150 AP150.0 •复合镗刀¢60-68 S880 F50-88 AP30.0 •牙刀粒RC2-1/2 S1500 F181 AP2.8•肯纳•¢124喷水钻:S300 F24 AP120.0¢76喷水钻:S300 F30 AP180.0¢62喷水钻:S300 F50 AP180.0¢200精铣刀盘S600 F400 AP0.1¢250精铣刀盘S400 F400 AP0.1¢60*25T型槽刀S200-250 F50-80 AP8¢80*29T型槽刀S150-200 F30-50 AP10¢90*29T型槽刀S150-200 F30-50 AP10¢63插铣刀S650-750 F500-630 AP10¢160*22三面刃铣刀:S160 F80-120 AP5.0 •普通类刀具•NT镗刀:¢24-53 S350-400 F60-80 AP2.5 •¢53-65 S300-350 F80-100 AP2.5 •¢65-150 S280-320 F100-120 AP5.0 •BIG镗刀¢150-270 S220-260 F100-120 AP5.0-7.5 •¢270-340 S180-220 F100-120 AP5.0-7.5 •¢340-410 S150-180 F60-80 AP2.5-5.0 •¢410---- S120-160 F30-50 AP2.5-5.0 •普通钻头¢3.3-4.2 S1200 F60 AP3.0 •¢5.0 S1000 F80 AP4.0 •¢6.7 S850 F100 AP5.0 •¢8.5 S750 F120 AP5.0•¢12-17.5 S400-650 F120 AP5.0•¢21-35 S250-350 F120 AP5.0•¢35-55 S120-200 F120 AP5.0-8.0•铣刀类。
63盘刀加工参数
63盘刀的加工参数取决于工件的材料、形状以及加工阶段。
以下是粗加工和精加工阶段的一些常见参数:
粗加工阶段:
1. 下刀量:
2. 转速:3000rpm
3. 进给速度:800mm/min
4. 涂层合金铣刀,开粗F给6000,S给4500
5. 精加工下刀量:
6. 精加工转速:3500rpm
7. 精加工进给速度:350mm/min
8. 精铣转速:Srpm,Fmm/min
9. 余量:一般为\~
10. 粗糙度:水平面、曲面
精加工阶段:
1. 切削深度:根据工件的具体情况而定,如深度0\~160mm切削深度为12mm,深度160\~350mm切削深度为\~。
2. 刀具选择:根据工件的形状、内拐角、凹槽的大小选择适当的刀具。
如果选用的刀具落差太大,可能需要增加一把中间大小的刀具作局部半精加工。
3. 余量:一般为0mm。
4. 粗糙度:水平面、曲面。
请注意,以上参数仅供参考,实际操作中需要根据工件的材料、形状以及具体加工需求进行调整。
在进行切削加工时,安全是最重要的,务必注意操作安全和遵循所有适用的安全规程。
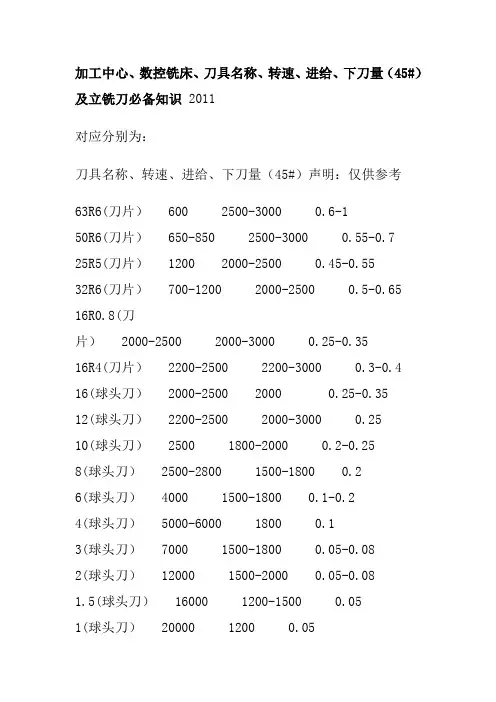
加工中心、数控铣床、刀具名称、转速、进给、下刀量(45#)及立铣刀必备知识2011对应分别为:刀具名称、转速、进给、下刀量(45#)声明:仅供参考63R6(刀片) 600 2500-3000 0.6-150R6(刀片) 650-850 2500-3000 0.55-0.725R5(刀片) 1200 2000-2500 0.45-0.5532R6(刀片) 700-1200 2000-2500 0.5-0.6516R0.8(刀片) 2000-2500 2000-3000 0.25-0.3516R4(刀片) 2200-2500 2200-3000 0.3-0.416(球头刀) 2000-2500 2000 0.25-0.3512(球头刀) 2200-2500 2000-3000 0.2510(球头刀) 2500 1800-2000 0.2-0.258(球头刀) 2500-2800 1500-1800 0.26(球头刀) 4000 1500-1800 0.1-0.24(球头刀) 5000-6000 1800 0.13(球头刀) 7000 1500-1800 0.05-0.082(球头刀) 12000 1500-2000 0.05-0.081.5(球头刀) 16000 1200-1500 0.051(球头刀) 20000 1200 0.050.5(球头刀) 20000 500 0.023.175(球头刀) 7000 1500 0.0830R5(平底立铣) 720-1000 2000-3000 0.3-0.540(平底立铣) 300-600 2000-2500 1.0-2.020(平底立铣) 600-1000 2000-2500 1.0-2.016(平底立铣) 1600 2000-2500 0.3-0.412(平底立铣) 2000-2200 2000-2500 0.25-0.3510(平底立铣) 2200-2500 2000-2500 0.25-0.38(平底立铣) 2500 1500-2000 0.2-0.36(平底立铣) 3000 1500-2000 0.15-0.24(平底立铣) 3500-4000 1500-2000 0.13(平底立铣) 6000 1500-1800 0.08-0.12(平底立铣) 9000 1500 0.05-0.081.5(平底立铣) 12000 1200-1500 0.05-0.081(平底立铣) 18000 1000-1500 0.03-0.05铣刀大体上分为:1.平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣;2.球头铣刀,进行曲面半精铣和精铣;小刀可以精铣陡峭面/直壁的小倒角。