中心孔的标准
- 格式:docx
- 大小:36.41 KB
- 文档页数:1

本文根据GB4459.5-1999等资料撰写。
时间:2021.03.02 创作:欧阳数中心孔的分类中心孔的形式标记示例标注说明R(弧形)GB/T 4459.5-R3.15/6.7根据GB145选择中心钻D=3.15mm D1=6.7mmA(不带保护锥)GB/T 4459.5-A4/8.5根据GB145选择中心钻D=4mm D1=8.5mmB(带保护锥)GB/T 4459.5-B2.5/8根据GB145选择中心钻D=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6D1=3.35在完工的零件上不允许保留d'=1h 10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6时间:2021.03.02创作:欧阳数。

中心孔研磨标准
中心孔研磨的标准I序要求包括以下几个方面:
1.粗车:这一步骤主要是去除多余的材料,为后续的研磨I作做准备。
2.处理:包括对中心孔进行清洁和处理,以去除任何杂质或污染物。
3.调质:对于某些材料,可能需要进行调质处理,以提高材料的硬度和耐磨性。
4.车外圆:研磨之前需要将外圆加工至所需尺寸。
5.车端面:研磨中心孔之前需要将端面加工至所需尺寸。
6.钻中心孔:这是研磨前的必要步骤,需要钻出符合零件要求的中心孔。
7.粗研中心孔圆锥面:这一步骤主要是对中心孔的圆锥面进行粗研处理。
8.热处理:某些材料在研磨前需要进行热处理,以提高其硬度和耐磨性。
9.研中心孔圆锥面:这是最后一步,需要研磨中心孔的圆锥面至所需精度。
请注意,这些步骤只是标准I序的一部分,具体的研磨标准和步骤可能会因实际应用和设备不同而有所差异。
在实际操作中,应根据具体情况进行调整和优化。
制定:审核:批准:。

-0.5-0.63-0.81-1.25 1.62 2.5 3.154-5 6.3-8101.06 1.32 1.7 2.12 2.65 3.35 4.25 5.3 6.78.510.613.21721.20.480.60.780.97 1.21 1.52 1.95 2.42 3.07 3.9 4.85 5.987.799.7t参考0.50.60.70.91.11.41.82.22.83.54.45.578.71-1.251.622.53.154-56.3-810注:1. 尺寸 l ₁ 取决于中心钻的长度 l ₁ ,即使中心钻重磨后再使用,此值也不应小于 t 值。
2. 表中同时列出了 D 和 l ₂ 尺寸,制造厂可任选其中一个尺寸。
3. 括号内的尺寸尽量不采用。
B 型中心孔d中心孔 [GB/T 145-2001]A 型中心孔d D l 22.12 2.653.354.255.36.78.510.613.21721.23.1545 6.381012.5161822.4281.27 1.6 1.99 2.54 3.2 4.03 5.05 6.417.369.3611.66t参考0.91.11.41.82.22.83.54.45.578.7M3M4M5M6M8M10M12M16M20M243.24.35.36.48.410.5131721264. 括号内的尺寸尽量不采用。
C 型中心孔d D 1D 1D 2l 2注:1. 尺寸 l ₁ 取决于中心钻的长度 l ₁,即使中心钻重磨后再使用,此值也不应小于 t 值。
2. 表中同时列出了 D ₂ 和 l ₂ 尺寸,制造厂可任选其中一个尺寸。
3. 尺寸 d 和 D ₁ 与中心钻的尺寸一致。
5.36.78.19.612.214.918.12328.434.25.87.48.810.513.216.319.825.331.3382.6 3.24567.59.5121518t参考1.82.12.42.83.33.84.45.26.481-1.25 1.62 2.5 3.154-5 6.3-8102.12 2.65 3.35 4.25 5.3 6.78.510.613.21721.2l min 2.3 2.8 3.5 4.4 5.578.911.21417.922.5max3.15456.381012.516202531.5rl R 型中心孔d1d2D 2D 3rmin 2.5 3.1545 6.381012.5162025注:括号内的尺寸尽量不采用。
本文根据GB4459.5-1999等资料撰写。
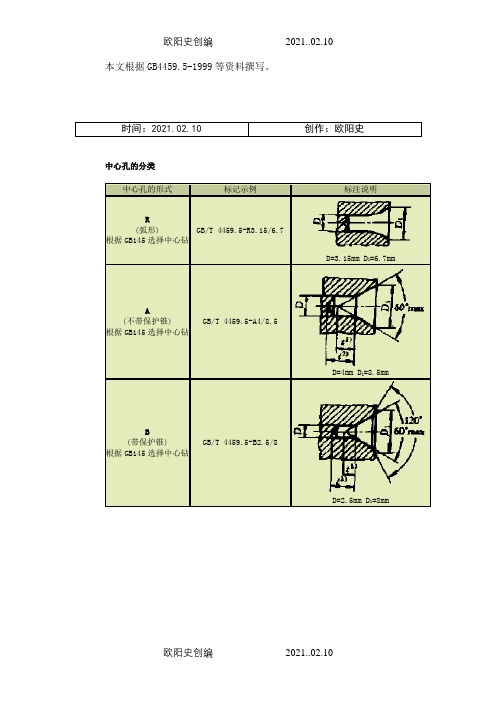
时间:2021.02.10 创作:欧阳史中心孔的分类中心孔的形式标记示例标注说明R(弧形)GB/T 4459.5-R3.15/6.7根据GB145选择中心钻D=3.15mm D1=6.7mmA(不带保护锥)GB/T 4459.5-A4/8.5根据GB145选择中心钻D=4mm D1=8.5mmB(带保护锥)GB/T 4459.5-B2.5/8根据GB145选择中心钻D=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6D1=3.35在完工的零件上不允许保留d'=1h 10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6时间:2021.02.10创作:欧阳史。

中心孔选用标准全文共四篇示例,供读者参考第一篇示例:中心孔是工件上用来固定、定位和传动力矩的孔,是加工中最基本的定位孔。
在机械加工中,中心孔的选用标准对于加工精度、效率和质量起着至关重要的作用。
合理选择中心孔标准,能够确保工件的加工精度、能耗、生产效率和质量,提高生产效率,降低成本,是加工中不可忽视的重要环节。
中心孔的选用标准应符合工件的实际要求。
在进行中心孔选用时,需根据工件的形状、尺寸、材质、加工量等因素来选择合适的中心孔标准。
通常情况下,标准中心孔有A、B、C、D四种类型,其中A为精密型、B为一般型、C为普通型、D为特殊需求型。
对于高精度要求的工件,应选择精密型的中心孔标准;而对于一般加工要求的工件,则可以选择一般型或普通型的中心孔标准。
中心孔的选用标准应考虑加工方式和精度要求。
不同的加工方式对中心孔的选用标准也有所要求,如钻孔、铣削、车削等加工方式对中心孔的要求也不尽相同。
根据工件的加工精度要求来选择合适的中心孔标准也是至关重要的。
在加工高精度工件时,应选择更高精度的中心孔标准,以保证加工精度和质量。
中心孔的选用标准还需考虑被加工零件的后续加工工序。
有些工件在中心孔定位时需要进行多次加工,因此需要考虑后续加工工序对中心孔的要求,选择适合的中心孔标准。
在选择中心孔标准时还要考虑工件加工后的稳定性和可靠性,以确保全过程加工的顺利进行。
第二篇示例:中心孔是机械设备上常见的一种孔型,其作用是用来定位和固定零件。
为了保证设备的正常运行和使用寿命,选用合适的中心孔标准至关重要。
下面我们来详细介绍中心孔选用标准及其重要性。
一、中心孔的作用中心孔通常位于轴端或座部,用来定位轴心位置和确保零件间的相对位置。
在安装和组装机械设备时,通过中心孔可以快速准确地定位零件,提高生产效率和产品质量。
中心孔还可以起到固定零件的作用,避免零件在运动过程中发生错位或脱落。
1. 直径尺寸:中心孔的直径应符合相应的标准规定,可以避免因孔径过大或过小导致的轴心不准确或轴心偏移现象。

本文根据等资料撰写。
中心孔的分类中心孔的形式标记示例标注说明R(弧形)根据GB145选择中心钻GB/TD=3.15mm D1=6.7mmA(不带保护锥)根据GB145选择中心钻GB/TD=4mm D1=8.5mmB(带保护锥)根据GB145选择中心钻GB/TD=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 10LD=M10 L=30mm D2=16.3mm中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。
要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔 D= D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=在完工的零件上是否保留都可以在完工的零件上不用A型中心孔D= D1=在完工的允许保留中心孔零件上不允许保留符号的尺寸及其各部分的比例关系如图1。
d'=1h10H1=h=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为μm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6。
本文根据GB4459.5-1999等资料撰写。
时间:2021.02.04 创作:欧阳育中心孔的分类中心孔的形式标记示例标注说明R(弧形)GB/T 4459.5-R3.15/6.7根据GB145选择中心钻D=3.15mm D1=6.7mmA(不带保护锥)GB/T 4459.5-A4/8.5根据GB145选择中心钻D=4mm D1=8.5mmB(带保护锥)GB/T 4459.5-B2.5/8根据GB145选择中心钻D=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6D1=3.35在完工的零件上不允许保留d'=1h 10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6时间:2021.02.04创作:欧阳育。
a3中心孔标准尺寸A3中心孔标准尺寸是指A3纸张的中心孔的标准尺寸。
A3纸张是一种常见的纸张规格,尺寸为420毫米×297毫米。
而A3中心孔是指在A3纸张的中心位置打孔所形成的孔洞。
A3纸张是一种常用的纸张规格,常用于打印、绘画和制作海报等场合。
而A3中心孔的标准尺寸对于一些特定的应用场景来说非常重要。
在一些文件管理系统中,人们常常会使用A3纸张进行文件归档和整理。
而A3中心孔则可以用来将文件固定在文件夹或者文件夹中的文件夹板上。
通过将文件夹板上的孔洞与A3中心孔对齐,可以将文件夹板固定在文件夹上,从而实现文件的整理和归档。
A3中心孔的标准尺寸通常为直径6毫米。
这个尺寸是根据一些国际标准制定的,以确保不同品牌和制造商生产的文件夹和文件夹板可以相互兼容。
通过统一的标准尺寸,可以确保不同品牌和制造商生产的文件夹和文件夹板可以互换使用,提高了文件管理的便利性和效率。
除了直径6毫米的标准尺寸外,A3中心孔的位置也有一定的标准。
通常情况下,A3中心孔位于纸张的长边中心位置,距离上下边缘各为148.5毫米。
这样设计的目的是为了确保A3纸张在使用过程中的稳定性和平衡性,避免因中心孔位置不当而导致文件夹板固定不牢或者整个文件夹不平衡的情况发生。
对于需要使用A3纸张进行文件整理和归档的人来说,了解A3中心孔的标准尺寸非常重要。
只有按照标准尺寸进行打孔,才能确保文件夹和文件夹板的兼容性和稳定性,提高文件管理的效率和便利性。
总之,A3中心孔标准尺寸是指A3纸张中心位置的孔洞的标准尺寸。
通过遵循这一标准尺寸,在文件整理和归档过程中可以确保文件夹和文件夹板的兼容性和稳定性,提高了文件管理的效率和便利性。
对于需要使用A3纸张进行文件整理和归档的人来说,了解A3中心孔标准尺寸是非常重要的。
中心孔标准英制螺纹
中心孔标准英制螺纹是指以英寸为单位的螺纹,通常也被称为英制螺纹。
这种螺纹的螺距是以每英寸的牙数来表示的,因此它的规格和尺寸可能与公制螺纹不同。
在中心孔标准英制螺纹中,常用的规格包括1/8英寸、1/4英寸、3/8英寸、1/2英寸、3/4英寸和1英寸等。
这些规格的中心孔直径和螺距都有相应的标准值。
在选择和使用中心孔标准英制螺纹时,需要注意以下几点:
1.确定所需的规格:根据需要连接的部件的材料、尺寸和用途等因素来确定所需的规格。
2.选择合适的螺距:根据所需连接的部件的尺寸和要求选择合适的螺距。
3.确保精度:在加工和安装过程中要确保精度,以避免螺纹连接出现问题。
4.注意润滑:在安装和运行过程中要注意润滑,以减少摩擦和磨损。
5.定期检查和维护:定期检查和维护螺纹连接,以确保其正常运行和使用寿命。
中心孔的标准
中心孔是用来定位和固定工件的孔,在工业制造中应用广泛。
中心孔的标准有以下几种:
1. DIN规范:德国工程师协会(Deutsches Institut für Normung)制定了一系列关于中心孔的标准,如DIN332、DIN333等。
这些标准规定了中心孔的尺寸、角度等参数。
2. ISO规范:国际标准化组织(International Organization for Standardization)针对中心孔也有相应的标准,如ISO 8188。
这些标准与DIN规范相似,但有些细节上可能有所不同。
3. ANSI规范:美国国家标准学会(American National Standards Institute)也发布了一系列关于中心孔的标准,如ANSI B32.9。
这些标准与DIN和ISO规范有一定差异。
此外,不同行业和应用领域可能还有自己的标准和规范,如机械加工、汽车制造等。
因此,在选择中心孔时,需要根据具体需求考虑哪种标准适用于自己的应用。