(整理)倒角标注标识的说明.
- 格式:docx
- 大小:245.36 KB
- 文档页数:3

标注规范
为了规范设计图面,使设计图面标注化、规范化,统一采用以下的标注形式,如有需要,可在标注空格处换行:
一、倒角标注,45°倒角:C;例如2×45°可标注为C2,如图1.1;
二、通孔标注,through,简写:TH;例如2-M4 TH,如图2.1
三、反面,全称:bottom,简写BOT,“正面”可省略不写,“正反面”全称:both sides,简写
BS;
四、深度,全称:deep,简写:DP;例如4-M5 DP10.0;
五、沉头孔,全称:counter bore,简写:CB,其中正面沉头孔不需文字描述,反面沉头孔在前
面加注BOT即可;例如:反面沉孔φ4深4.5 可标为BOT M4 CB DP4.5,如图5.1;
六、均布,简写:EQS ,例如6×φ4 EQS ,如图6.1;
七、有一些表面对粗造度有要求时,需标注其表面粗糙度要求,以下为常用加工方法一般能达到
的粗糙度;
八、清角,CA ;例如清角半径小于0.5可标为 CA R0.5;如因零件功能要求无需清角的,则标为
NCA ;如图8.1、8.2;
九、退刀槽,一般的退刀槽可按“槽宽×槽深”即X ×Y ,如图9.1、9.2;
十、异型孔加工余量,C 单边增大/减小,异形加工要求单边增大公差为
03.002.0++,则表示为C 03
.002.0++,如图10.1;
十一、 刀口,简写:EDGE ,为避免被倒角需标识出来,如图11.1;。
机械小常识之一
关于倒角标注标识的说明
生产、工作中有时大家对倒角标识、标注不太清楚,现做如下说明,供大家参考和学习。
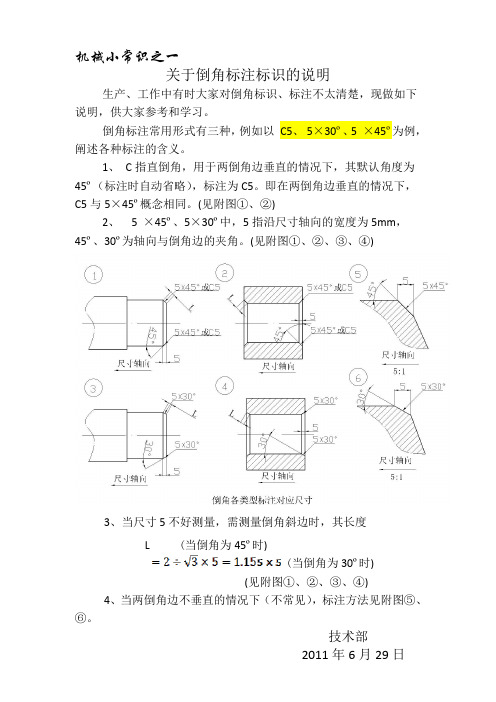
倒角标注常用形式有三种,例如以C5、5×30º、5 ×45º为例,阐述各种标注的含义。
1、C指直倒角,用于两倒角边垂直的情况下,其默认角度为45º(标注时自动省略),标注为C5。
即在两倒角边垂直的情况下,C5与5×45º概念相同。
(见附图①、②)
2、 5 ×45º、5×30º中,5指沿尺寸轴向的宽度为5mm,
45º、30º为轴向与倒角边的夹角。
(见附图①、②、③、④)
3、当尺寸5不好测量,需测量倒角斜边时,其长度
L (当倒角为45º时)
(当倒角为30º时)
(见附图①、②、③、④)
4、当两倒角边不垂直的情况下(不常见),标注方法见附图⑤、⑥。
技术部
2011年6月29日。

倒角标注方法倒角标注是一种常见的工程图纸标注方法,它能够清晰地表达零件的尺寸和形状要求,为工程制造和加工提供了重要的参考依据。
在实际的工程设计和制造中,正确使用倒角标注方法对于确保产品质量、提高生产效率具有重要意义。
下面将介绍倒角标注的方法和注意事项。
首先,倒角标注的方法主要包括以下几个步骤:1. 确定倒角位置和尺寸,在进行倒角标注时,首先需要确定倒角的位置和尺寸。
这需要根据零件的实际形状和设计要求来进行分析和确认,确保标注的准确性和可读性。
2. 使用标准符号标注倒角,倒角标注通常使用特定的符号来表示,这有助于工程人员准确理解倒角的要求。
在进行标注时,需要使用规范的符号和标注方法,确保标注的统一和规范。
3. 注意标注的位置和方向,在进行倒角标注时,需要注意标注的位置和方向,确保标注清晰可见,并且与其他标注和图形之间的关系协调一致。
4. 确保标注的一致性,在进行倒角标注时,需要确保标注的一致性,避免出现矛盾或混淆的情况。
这需要对标注进行认真审核和核对,确保标注的准确性和一致性。
其次,倒角标注时需要注意一些重要的事项:1. 避免标注冗余信息,在进行倒角标注时,需要避免标注冗余的信息,只标注必要的倒角尺寸和要求,确保标注的简洁和清晰。
2. 注意标注的可读性,在进行倒角标注时,需要注意标注的可读性,确保标注清晰可见,便于工程人员理解和操作。
3. 确保标注的准确性,在进行倒角标注时,需要确保标注的准确性,避免出现错误或矛盾的情况,对标注进行认真审核和核对。
4. 与其他标注和图形协调一致,在进行倒角标注时,需要与其他标注和图形协调一致,确保标注的统一和规范,避免出现混乱或不协调的情况。
综上所述,倒角标注是工程图纸标注中的重要内容,正确使用倒角标注方法对于确保产品质量、提高生产效率具有重要意义。
在进行倒角标注时,需要注意标注的方法和注意事项,确保标注的准确性和一致性,为工程设计和制造提供可靠的参考依据。
希望以上内容能对倒角标注方法有所帮助,谢谢!。

本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。

机械制图倒角标注方法
机械制图是机械制造技术中的一项重要技术,是把工件设计图纸用机械设备在工件上加工成功的技术。
倒角是一种常见的机械加工方式,可以使工件加工得更加精细。
机械制图倒角标注方法是机械制图技术中一项重要部分,是将各种倒角尺寸和形状标注在图上的方法。
一般情况下,在机械制图中,倒角不仅可以增强工件的光洁度和精细度,而且还可以增强工件的抗冲击性能和耐磨性能。
倒角的主要目的是使工件有较好的外观效果,以及某些零件上的尺寸精度更加准确。
为此,机械制图中的倒角标注方法就变得非常重要。
机械制图中的倒角标注一般包括两个部分:形状和尺寸。
一般情况下,倒角形状可以是圆弧形,椭圆形,菱形等等;尺寸则可以是倒角角度、倒角深度和倒角边缘之间的距离等。
在机械制图中,倒角标注的具体方法通常是用不同颜色标记形状,比如用蓝色来标记倒角形状,用红色来标记倒角尺寸,以便识别、对比和检查。
此外,在机械制图中,还可以用箭头标注法来指定倒角的尺寸和形状,以及倒角的深度、边缘和轴线。
这种方法可以更加准确精细地标注出倒角尺寸和形状,从而使工件能够更加精细地加工。
机械制图倒角标注方法在机械制造技术中具有重要的作用。
熟练掌握这种标注方法,可以帮助机械制图人员更准确、更精确地表达出倒角的形状和尺寸。
这种标注方法不仅可以提高制图质量,而且有助于提高加工质量和性能,从而为机械制造技术做出更大的贡献。
- 1 -。

机械中倒角的标注方法《机械中倒角的标注方法:门道与趣事在机械的奇妙世界里,倒角虽小,但它的标注方法可真是个有趣又重要的事儿。
每次一提到这个,我就感觉像打开了一个装满小秘密的机械百宝箱。
首先呢,咱们得明白倒角在机械部件里就像一个个精致的小角落修饰。
简单的直角棱线太死板、太尖锐,倒角一加,就像给机械零件穿上了圆润的小鞋,既美观又安全。
可这个倒角怎么告诉别人它到底是啥样呢,这时候标注方法就登场啦。
最常见的标注就像机械语言里的“普通话”,用数字直接标。
比如说“1×45°”,这简单的写法就像是在对加工的师傅喊:“嘿,师傅,这儿有个倒角呢,宽度是1毫米,角度是45度,可别弄错咯!”就这么个小标记,能让生产线上的师傅心里有数,每次看到都像是接收到了一个神秘的小指令。
可有些时候啊,这倒角标注也像捉迷藏似的变花样。
有些图纸上呀,倒角可能会被注在某个特定的视图旁边,像是躲在角落里单独给你个小提示。
这时候要是不留神,就可能错过这个小不点的信息,就好比在找宝藏的时候,忽略了藏在树根下的小钥匙。
有时候呢,你看着那一堆乱七八糟的线条和标注,找这个倒角标注就像在一堆乱麻里找根针一样。
尤其中间还有些按照特殊标准来标注的倒角,感觉像是机械语言里的方言,得有一定的经验和眼力才能看得懂,我刚接触的时候就时常被搞晕,那感觉就如同进入了一个没有导航的迷宫,左看右看都是迷糊。
不过呢,随着做的项目多了,我也总结出一些小窍门。
我就把倒角的标注当作一个个小小的标记点,如果能像侦探一样把这些标记在心里串起来,整个机械零件在脑海里就像乐高积木一样搭起来了。
我开始把倒角和与之相关的形状、尺寸联系在一起看,就像把一个人的衣服、帽子、鞋子当成一个整体一样。
这样一来,就更容易理解这个倒角在整个机械部件里所扮演的角色,不会孤立地看待它,标注的意义也就一目了然了。
而且,倒角标注的准确性在实际生产的意义可大了去了。
要是标错了,那就像给厨师写错了菜的调料用量一样荒唐。
倒角标注方法倒角标注方法是一种绘制和组织图形和音频信息的方法,它用于轮廓绘制的对象的各个部分的标记,以便更好地显示他们的位置和形状。
它被广泛应用于纸质地图,建筑等多领域,特别是在建筑表面上标记边缘。
倒角标注是用曲线来表示边缘线条的一种标记方法,它要求当在画布中绘制时,线条应该链接在一起,产生曲线的外观。
倒角标注主要是将连接起来的多边形边缘用曲线来表示,它可以精确测量边缘的形状、大小和深度,以及其他特征元素,可以帮助识别图像的边缘,这对于计算机可视化有很大的帮助。
倒角标注的基本原理是,在一个多边形的边缘点之间画出复杂的曲线。
它独特的曲线是由许多点构成的,每个点都标记了轮廓的一部分,这些点可以是锐角、折线、弧线等,还可以标记边缘的长度、角度、深度和其他特征。
倒角标注能够更加容易地捕捉多个轮廓之间的拐点和轮廓之间的角度变化,从而更容易识别图形和音频信息。
倒角标注的最大优势是可以精确的表达多边形的形状,可以准确的确定哪些地方需要使用它,倒角标注可以更加准确的识别出特定图形的边缘,这使得绘图变得更加容易。
另外,倒角标注也可以更容易地可视化复杂的图形。
例如,在三维场景中,由倒角标注绘制的图形,可以清晰地表示出对象的边缘线条,以及对象的高度,轮廓变化等。
在当今科技发展的今天,倒角标注已经被广泛应用到众多的场景,比如地图的制作、建筑的图解等,它能够帮助更容易的绘制复杂的图形,以及更准确的捕捉图形的特征。
它也成为了视觉识别和图像处理的重要工具,在学习和研究中起到了重要作用。
总之,倒角标注是一种非常有用的绘制和组织图形和音频信息的方法,它可以帮助我们更轻松的绘制复杂的图形,以及更准确的捕捉图形的特征,它被广泛应用于多个场景,也是视觉识别和图像处理的重要工具。
4.1 倒角、圆角为了便于装配和操作安全,零件上常有倒角结构,其倒角的尺寸注法如图4-19所示。
当倒角为45°时,可与倒角的宽度C连注(图4-19,a、b、c);当倒角非45°时,倒角的宽度和角度一定要分开标注(图4-19,d、e)。
图4-19 倒角的尺寸标注若图中圆角或倒角的尺寸全部相同或某个尺寸占多数时,可在图样空白处作中的说明,如“全部圆角R4”、“全部倒角1.5×45°”或“其余圆角R4”、“其余倒角1.5×45°”等,如图4-20(a)、(b)所示。
图4-20 倒角、圆角特殊标注4.2 退刀槽为了加工时易于退刀或装配时保证端面靠紧,所以零件上常有退刀槽等结构。
图4-21所示为退刀槽的尺寸标注,一般退刀槽可按“槽宽×直径”(图4-21,a)或“槽宽×槽深”(图4-21,b、c)的形式标注。
而退刀槽轴向定位尺寸一般如图4-22方式标注。
图4-21 退刀槽的尺寸标注图4-22 退刀槽轴向定位尺寸标注4. 3 成组几何要素在同一图形中,对于尺寸相同的孔、槽等成组要素,可仅在一个要素上注出其尺寸和数量,如图4-23、图4-24所示。
图4-23 成组几何要素(一)图4-24 成组几何要素(二)均匀分布的孔或槽等成组要素的尺寸,如图4-24(a)所示的方法标注。
当成组要素的定位和分布情况在图形中已明确时,可不标注其角度,并省略“均布”两字,如图4-24(b)所示的方法标注。
在同一图形中具有几种尺寸数值相近而又重复的要素(如孔等)时,可采用标记(如涂色等)的方法,如图4-25所示,或采用标注字母的方法类区别,如图4-26所示的标注方法。
图4-25 涂色标注图4-26 字母标注4.4 各种孔(光孔、沉孔、螺孔等)的标注方法各种孔(光孔、沉孔、螺孔等)可采用旁注的方法标注,如下表所示。
但标注圆锥销孔的尺寸时,应按图4-27的两种形式引出标注,其中φ4和φ3都是所配的圆锥销的公称直径。
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
机械小常识之一
关于倒角标注标识的说明
生产、工作中有时大家对倒角标识、标注不太清楚,现做如下说明,供大家参考和学习。
倒角标注常用形式有三种,例如以 C5、 5×30º、5 ×45º为例,阐述各种标注的含义。
1、 C指直倒角,用于两倒角边垂直的情况下,其默认角度为45º(标注时自动省略),标注为C5。
即在两倒角边垂直的情况下,C5与5×45º概念相同。
(见附图①、②)
2、 5 ×45º、5×30º中,5指沿尺寸轴向的宽度为5mm, 45º、30º为轴向与倒角边的夹角。
(见附图①、②、③、④)
3、当尺寸5不好测量,需测量倒角斜边时,其长度
4、当两倒角边不垂直的情况下(不常见),标注方法见附图⑤、⑥。
技术部
2011年6月29日。