倒角标注标识的说明
- 格式:doc
- 大小:158.50 KB
- 文档页数:1
机械小常识之一
关于倒角标注标识的说明
生产、工作中有时大家对倒角标识、标注不太清楚,现做如下说明,供大家参考和学习。
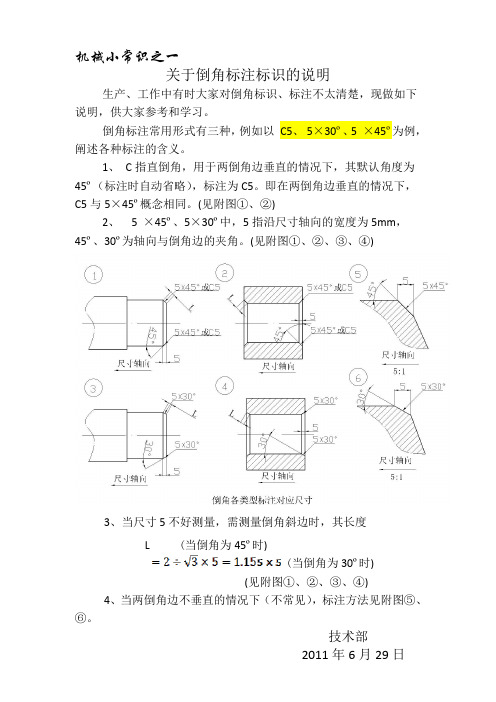
倒角标注常用形式有三种,例如以C5、5×30º、5 ×45º为例,阐述各种标注的含义。
1、C指直倒角,用于两倒角边垂直的情况下,其默认角度为45º(标注时自动省略),标注为C5。
即在两倒角边垂直的情况下,C5与5×45º概念相同。
(见附图①、②)
2、 5 ×45º、5×30º中,5指沿尺寸轴向的宽度为5mm,
45º、30º为轴向与倒角边的夹角。
(见附图①、②、③、④)
3、当尺寸5不好测量,需测量倒角斜边时,其长度
L (当倒角为45º时)
(当倒角为30º时)
(见附图①、②、③、④)
4、当两倒角边不垂直的情况下(不常见),标注方法见附图⑤、⑥。
技术部
2011年6月29日。

本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。

本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。

机械小常识之一
关于倒角标注标识的说明
生产、工作中有时大家对倒角标识、标注不太清楚,现做如下说明,供大家参考和学习。
倒角标注常用形式有三种,例如以 C5、 5×30º、5 ×45º为例,阐述各种标注的含义。
1、 C指直倒角,用于两倒角边垂直的情况下,其默认角度为45º(标注时自动省略),标注为C5。
即在两倒角边垂直的情况下,C5与5×45º概念相同。
(见附图①、②)
2、 5 ×45º、5×30º中,5指沿尺寸轴向的宽度为5mm, 45º、30º为轴向与倒角边的夹角。
(见附图①、②、③、④)
3、当尺寸5不好测量,需测量倒角斜边时,其长度
4、当两倒角边不垂直的情况下(不常见),标注方法见附图⑤、⑥。
技术部
2011年6月29日。
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
不等边倒角标注方法嘿,朋友们!今天咱来聊聊不等边倒角标注方法。
这可是个挺有意思的事儿呢!你看啊,在好多实际的工程啊、制造啊之类的领域,不等边倒角那可是常客。
就好像咱生活里常见的各种小物件,说不定就有它的身影。
那怎么给它做好标注,让大家都能清楚明白呢?这就很关键啦!想象一下,要是标注不清楚,那不就跟说话没说明白一样,容易让人误解呀。
比如说,一个倒角应该是这样的角度和尺寸,结果标注得模模糊糊,那工人师傅或者后续的处理人员不就抓瞎啦?其实标注不等边倒角也不难,首先得确定好几个关键的信息。
就像给一个人画像,你得知道他的五官特征、身材比例啥的吧。
对于不等边倒角,我们得明确它的各个边长、角度这些重要的数据。
然后呢,要用合适的符号和标注方式把这些信息准确地呈现出来。
这就好比是给这些数据穿上合适的衣服,让它们能以最清晰的面貌展现在大家眼前。
可不能随随便便标一下就完事了,那可不行!有时候啊,我就想,这不等边倒角标注就像是给一个神秘的小怪物做标记,得把它的特点都准确无误地记录下来,这样别人才能认识它、了解它。
要是标记错了,那可就闹笑话啦,说不定还会造成大麻烦呢!在标注的时候,一定要细心再细心,就跟绣花似的,一针一线都不能马虎。
一个小小的错误,可能就会导致后面一系列的问题。
所以啊,可别小瞧了这标注的工作。
而且啊,不同的行业、不同的场合可能对不等边倒角标注还有一些特别的要求呢。
这就好像不同的地方有不同的风俗习惯一样,咱得入乡随俗不是?得按照人家的规矩来,这样才能保证大家都能顺利地理解和使用这些标注。
总之呢,不等边倒角标注方法虽然看似简单,实则暗藏玄机。
咱可得认真对待,把它做好,这样才能让我们的工程啊、制造啊等等都顺顺利利的。
大家说是不是这个理儿呀?所以啊,朋友们,以后遇到不等边倒角标注可别马虎哦,要用心去标注,让它发挥出应有的作用!。
倒角的标注方法及含义
倒角的标注方法是通过使用特定的符号和标示来表示零件上的倒角尺寸和位置。
常用的倒角标注方法有以下几种:
1. 符号标注法:在倒角所在的角上加上一个特定的符号(通常是一个斜线),并在该符号下方写明倒角尺寸值。
例如,“45° R0.5”表示角度为45度的倒角半径为0.5的倒角。
2. 直线法:在倒角边上画一条短直线,并在直线下方写明倒角尺寸值。
例如,一条短直线表示30度倒角,而“0.5”表示倒角的半径为0.5。
3. 直线加符号法:将直线法和符号标注法结合起来使用。
对于角度倒角,可以在直线上面加上一个角度符号(°),在直线下方写明倒角尺寸值。
对于半径倒角,可以在直线上面加上一个圆弧符号(⌖),在直线下方写明倒角半径值。
这些标注方法的含义是用来指示倒角的尺寸和位置,以便于制造和装配时的准确度和一致性。
倒角标注方法倒角是一种常见的工艺处理方法,可以在产品的边缘处形成一个斜角,使其看起来更加美观、精致。
在工程制图和设计中,倒角标注是非常重要的一环,它能够准确地描述产品的倒角尺寸和角度,为生产和加工提供了重要的参考依据。
本文将介绍倒角标注的方法和注意事项。
1. 标注位置。
在进行倒角标注时,首先要确定倒角的位置。
倒角通常是在产品的边缘处进行加工的,因此在工程图纸上需要清晰地标注出倒角的位置,可以使用直线和箭头来指示倒角的具体位置,确保标注的准确性和清晰度。
2. 标注尺寸。
在确定了倒角的位置之后,接下来需要标注倒角的尺寸。
倒角的尺寸通常由倒角的长度和角度两部分组成,需要在工程图纸上清晰地标注出这两个尺寸。
倒角的长度可以用线段直接标注出来,而倒角的角度通常使用符号“∠”加上具体的数值来表示,确保标注的准确性和规范性。
3. 标注形式。
在进行倒角标注时,需要选择合适的标注形式,以便于加工和生产。
通常可以采用直线标注、表格标注、文字说明等形式来进行倒角标注,确保标注的清晰易懂,便于相关人员进行加工和生产操作。
4. 注意事项。
在进行倒角标注时,需要注意以下几点事项:标注的准确性和清晰度是最重要的,确保标注的尺寸和位置准确无误;标注的规范性和统一性也非常重要,尽量采用统一的标注形式和符号,以便于相关人员进行理解和操作;标注的简洁性和易懂性也需要考虑,尽量用简洁清晰的语言和符号来进行标注,避免过多的文字和复杂的表达方式。
总结。
倒角标注是工程制图和设计中非常重要的一环,它能够准确地描述产品的倒角尺寸和角度,为生产和加工提供了重要的参考依据。
在进行倒角标注时,需要注意标注的位置、尺寸、形式以及一些注意事项,确保标注的准确性、规范性、简洁性和易懂性。
希望本文介绍的倒角标注方法能够对相关人员有所帮助,提高工程制图和设计的质量和效率。
v1.0 可编辑可修改机械小常识之一
关于倒角标注标识的说明
生产、工作中有时大家对倒角标识、标注不太清楚,现做如下说明,供大家参考和学习。
倒角标注常用形式有三种,例如以 C5、 5×30º、5 ×45º为例,阐述各种标注的含义。
1、 C指直倒角,用于两倒角边垂直的情况下,其默认角度为45º(标注时自动省略),标注为C5。
即在两倒角边垂直的情况下,C5与5×45º概念相同。
(见附图①、②)
2、 5 ×45º、5×30º中,5指沿尺寸轴向的宽度为5mm,45º、30º为轴向与倒角边的夹角。
(见附图①、②、③、④)
3、当尺寸5不好测量,需测量倒角斜边时,其长度
L (当倒角为45º时)
(当倒角为30º时)
(见附图①、②、③、④)
4、当两倒角边不垂直的情况下(不常见),标注方法见附图⑤、⑥。
技术部
2011年6月29日
1。