浅谈焊缝的形状尺寸与焊缝质量的关系
- 格式:doc
- 大小:57.50 KB
- 文档页数:3

焊缝尺寸表达一、什么是焊缝尺寸表达焊缝尺寸表达呢,就是把焊缝的各种大小啊、形状之类的信息,用一种大家都能懂的方式表示出来。
这就好比你要描述一个人的外貌,你得把他的身高、体型、五官这些特征说清楚一样。
对于焊缝来说,它的尺寸可是很重要的信息呢。
二、焊缝尺寸表达都有哪些部分1. 焊缝的长度这就像我们说一根绳子有多长一样。
焊缝的长度是一个很关键的尺寸,它决定了焊接的范围。
比如说在一个大型的金属结构件上,焊缝长一点或者短一点,可能整个结构的牢固程度都会受到影响。
2. 焊缝的宽度想象一下焊缝就像一条小河流在两块金属之间,那这个河流的宽度就是焊缝宽度啦。
不同的焊接工艺和要求,焊缝宽度可能会有很大的差别。
宽一点的焊缝可能在某些情况下更牢固,但也可能会消耗更多的焊接材料。
3. 焊缝的高度这个就比较好理解啦,就是焊缝从金属表面凸起来的高度。
就像小土坡一样,有的焊缝高一点,有的低一点。
过高或者过低的焊缝高度可能都不符合工程标准哦。
三、为什么焊缝尺寸表达这么重要在工程领域,焊缝的质量直接关系到整个结构的安全性。
如果焊缝尺寸表达不清楚或者不准确,就像给建筑工人的图纸画错了尺寸一样,那建出来的房子可能就会歪歪扭扭,甚至有倒塌的危险。
而且,准确的焊缝尺寸表达也有助于控制成本。
你想啊,如果焊缝尺寸要求不明确,可能就会多用或者少用焊接材料,这都会造成浪费或者达不到质量要求。
四、焊缝尺寸表达的常见方法1. 直接标注这是最直观的方法啦。
就像在图纸上直接写上焊缝的长度是多少厘米,宽度是多少毫米之类的。
这种方法简单明了,一眼就能看明白。
2. 符号表示就像我们数学里有各种符号一样,焊接领域也有自己的符号系统。
通过一些特定的符号来表示焊缝的尺寸、形状等信息。
不过这就需要我们学习和记住这些符号的含义啦,就像背单词一样。
五、如何准确地进行焊缝尺寸表达首先,我们得熟悉焊接的工艺和要求。
不同的焊接工艺对焊缝尺寸的要求可能不一样。
然后呢,我们要使用合适的测量工具。
焊接时,为保证焊接质量而选定的各项参数(例如焊接电流、电弧电压、焊接速度、线能量等)的总称叫焊接工艺参数。
所谓线能量是指熔焊时,由焊接热源输入给单位长度焊缝上的能量焦尔/厘米或焦尔/毫米(J/cm或J/焊接时,为保证焊接质量而选定的各项参数(例如焊接电流、电弧电压、焊接速度、线能量等)的总称叫焊接工艺参数。
所谓线能量是指熔焊时,由焊接热源输入给单位长度焊缝上的能量焦尔/厘米或焦尔/毫米(J/cm或J/mm),亦称热输入。
线能量的计算公式为:式中 Q——线能量,J/cm或J/mm;I——焊接电流,A;U——电弧电压,V;V——焊接速度,cm/s或mm/s。
例:某焊接性试验的焊接工艺参数如下:焊条直径4mm,焊接电流180A,电弧电压24V,焊接速度150mm/min。
试计算其线能量。
解:线能量。
答:该试验的线能量为1728J/mm。
(一)焊接电流当其它条件不变时,增加焊接电流,则焊缝厚度和余高都增加,而焊缝宽度则几乎保持不变(或略有增加),见图1—29,这是埋弧自动焊时的实验结果。
分析这些现象的原因是:(1)焊接电流增加时,电弧的热量增加,因此熔池体积和弧坑深度都随电流而增加,所以冷却下来后,焊缝厚度就增加。
(2)焊接电流增加时,焊丝的熔化量也增加,因此焊缝的余高也随之增加。
如果采用不填丝的钨极氩弧焊,则余高就不会增加。
(3)焊接电流增加时,一方面是电弧截面略有增加,导致熔宽增加;另一方面是电流增加促使弧坑深度增加。
由于电压没有改变,所以弧长也不变,导致电弧潜入熔池,使电弧摆动范围缩小,则就促使熔宽减少。
由于两者共同的作用,所以实际上熔宽几乎保持不变。
图1—29 焊接电流对焊缝形状的影响H—焊缝厚度 B—焊缝宽度 d—余高 I—焊接电流(二)电弧电压当其它条件不变时,电弧电压增长,焊缝宽度显著增加而焊缝厚度和余高将略有减少,见图1—30。
这是因为电弧电压增加意味着电弧K度的增加,因此电弧摆动范围扩大而导致焊缝宽度增加。
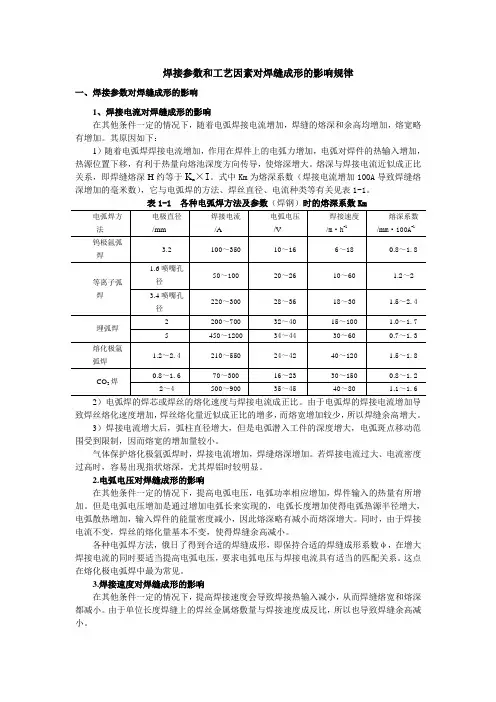
焊接参数和工艺因素对焊缝成形的影响规律一、焊接参数对焊缝成形的影响1、焊接电流对焊缝成形的影响在其他条件一定的情况下,随着电弧焊接电流增加,焊缝的熔深和余高均增加,熔宽略有增加。
其原因如下:1)随着电弧焊焊接电流增加,作用在焊件上的电弧力增加,电弧对焊件的热输入增加,热源位置下移,有利于热量向熔池深度方向传导,使熔深增大。
熔深与焊接电流近似成正比关系,即焊缝熔深H约等于K m×I。
式中Km为熔深系数(焊接电流增加100A导致焊缝熔深增加的毫米数),它与电弧焊的方法、焊丝直径、电流种类等有关见表1-1。
2)电弧焊的焊芯或焊丝的熔化速度与焊接电流成正比。
由于电弧焊的焊接电流增加导致焊丝熔化速度增加,焊丝熔化量近似成正比的增多,而熔宽增加较少,所以焊缝余高增大。
3)焊接电流增大后,弧柱直径增大,但是电弧潜入工件的深度增大,电弧斑点移动范围受到限制,因而熔宽的增加量较小。
气体保护熔化极氩弧焊时,焊接电流增加,焊缝熔深增加。
若焊接电流过大、电流密度过高时,容易出现指状熔深,尤其焊铝时较明显。
2.电弧电压对焊缝成形的影响在其他条件一定的情况下,提高电弧电压,电弧功率相应增加,焊件输入的热量有所增加。
但是电弧电压增加是通过增加电弧长来实现的,电弧长度增加使得电弧热源半径增大,电弧散热增加,输入焊件的能量密度减小,因此熔深略有减小而熔深增大。
同时,由于焊接电流不变,焊丝的熔化量基本不变,使得焊缝余高减小。
各种电弧焊方法,俄日了得到合适的焊缝成形,即保持合适的焊缝成形系数φ,在增大焊接电流的同时要适当提高电弧电压,要求电弧电压与焊接电流具有适当的匹配关系。
这点在熔化极电弧焊中最为常见。
3.焊接速度对焊缝成形的影响在其他条件一定的情况下,提高焊接速度会导致焊接热输入减小,从而焊缝熔宽和熔深都减小。
由于单位长度焊缝上的焊丝金属熔敷量与焊接速度成反比,所以也导致焊缝余高减小。
焊接速度是评价焊接生产率的一项重要指标,为了提高焊接生产率,应该提高焊接速度。
焊缝宽度与高度焊缝宽度与高度是焊接过程中的两个重要参数,对焊接质量和工作效率具有重要影响。
下面将从焊缝宽度与高度的定义、影响因素、控制方法等方面进行探讨。
焊缝宽度是指焊接中焊缝两边边缘之间的距离,通常用字母w表示。
焊缝高度是指焊缝在纵向上的高度,通常用字母h表示。
焊缝宽度和高度是焊接过程中两个基本参数,对于焊接质量和工作效率的控制至关重要。
影响焊缝宽度和高度的因素有很多,下面将介绍几个主要因素:焊接电流:焊接电流的大小直接影响焊缝的宽度和高度。
电流过大会导致焊缝宽度过大,造成金属材料过热,电流过小则会导致焊缝宽度不足,影响焊接质量。
焊接速度:焊接速度是焊接中焊条或焊丝在金属材料上移动的速度。
焊接速度过快会导致焊缝宽度减小,焊接速度过慢会导致焊缝宽度增大。
焊接角度:焊接角度是指焊枪与工件表面的夹角。
焊接角度的大小也会对焊缝宽度和高度产生影响。
角度过大会导致焊缝宽度减小,角度过小会导致焊缝宽度增大。
焊接材料:不同的焊接材料对焊接宽度和高度的影响也是不同的。
一般来说,焊接材料的硬度越高,焊缝宽度越小,焊接材料的硬度越低,焊缝宽度越大。
焊接面积:焊接面积也会对焊缝宽度和高度产生影响。
焊接面积越大,焊缝宽度通常也会越大。
因此,在设计焊接结构时,需要合理选择焊接面积,以控制焊缝宽度和高度。
控制焊缝宽度和高度是提高焊接质量的重要环节。
下面将介绍几个常用的控制方法:合理选择焊接参数:在进行焊接时,根据焊接材料的不同,选择合适的焊接电流、焊接速度和焊接角度,以控制焊缝宽度和高度。
控制焊接工艺:焊接工艺的选择也会对焊缝宽度和高度产生影响。
合理选择焊接方法、焊接设备和焊接材料,以获得所需的焊缝宽度和高度。
质量控制:在焊接过程中,对焊缝宽度和高度进行实时监测和控制,及时发现并纠正焊接缺陷,以提高焊接质量。
焊接操作技术:熟练掌握焊接操作技术,控制焊枪或焊丝的移动速度和焊接角度,以控制焊缝宽度和高度。
总之,焊缝宽度和高度是焊接过程中两个重要参数,对焊接质量和工作效率具有重要影响。
导致焊缝宽度不一致的原因
焊接是一种常见的加工方法,但在焊接过程中,有时会出现焊缝宽度不一致的问题。
导致焊缝宽度不一致的原因主要包括以下几点: 1. 材料的质量不同:不同材料的熔点、热传导性和热膨胀系数
不同,这些因素都会对焊缝宽度产生影响。
如果焊接的两个材料质量不同,就容易造成焊缝宽度不一致的情况。
2. 焊接机器的设置不当:如果焊接机器的电流、电压、速度等
设置不当,就会导致焊缝宽度不一致。
例如,电流过大或速度过快,就容易造成焊缝过宽;电流过小或速度过慢,就容易造成焊缝过窄。
3. 操作人员的技术水平差异:焊接需要一定的技术水平和经验,如果操作人员的技术水平差异较大,也会导致焊缝宽度不一致的情况。
4. 焊接部位的形状和尺寸:焊接部位的形状和尺寸不同,也会
对焊缝宽度产生影响。
如果焊接部位的形状复杂或尺寸较小,就容易造成焊缝宽度不一致的情况。
5. 焊接时的气体保护不足:焊接时需要使用气体保护,以避免
氧气进入焊接区域。
如果气体保护不足或不均匀,就容易导致焊缝宽度不一致。
综上所述,导致焊缝宽度不一致的原因可能很多,需要操作人员在实际操作中不断积累经验,加强对焊接机器和材料的了解,以减少这种情况的发生。
- 1 -。
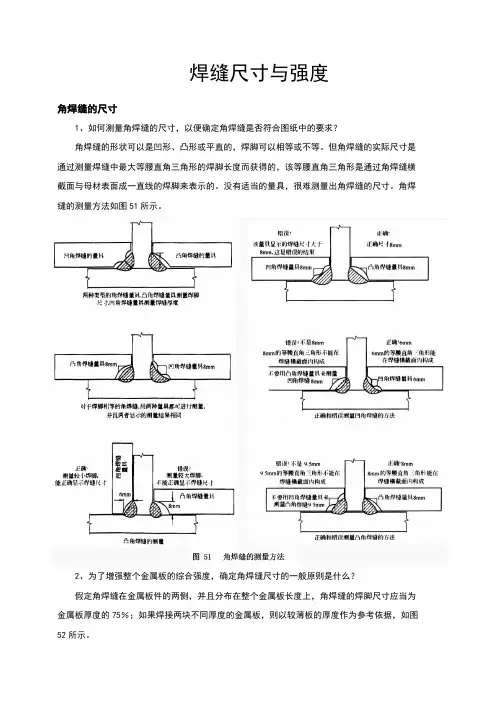
焊缝尺寸与强度角焊缝的尺寸1、如何测量角焊缝的尺寸,以便确定角焊缝是否符合图纸中的要求?角焊缝的形状可以是凹形、凸形或平直的,焊脚可以相等或不等。
但角焊缝的实际尺寸是通过测量焊缝中最大等腰直角三角形的焊脚长度而获得的,该等腰直角三角形是通过角焊缝横截面与母材表面成一直线的焊脚来表示的。
没有适当的量具,很难测量出角焊缝的尺寸。
角焊缝的测量方法如图51所示。
2、为了增强整个金属板的综合强度,确定角焊缝尺寸的一般原则是什么?假定角焊缝在金属板件的两侧,并且分布在整个金属板长度上,角焊缝的焊脚尺寸应当为金属板厚度的75%;如果焊接两块不同厚度的金属板,则以较薄板的厚度作为参考依据,如图52所示。
3、还有哪些其他公认的测量焊缝尺寸的原则?美国焊接学会(AWS)和美国钢结构学会(AISC)已把一些测量焊缝的原则运用到建筑和桥梁的焊接实践当中,有关最小有效焊缝长度的测量原则如图53所示。
焊缝的强度1、根据工业标准和代码进行焊接时,钢板之间的典型结构焊缝能达到怎样的强度?焊缝一般能保持较高的强度,以至于超过了焊材代码和应用中所要求的强度。
在很多情况下,这种焊缝的强度不能通过焊材代码本身辨别出来。
例如,用普通焊条E60××焊接完成的焊缝强度比焊条标称的最小强度值高大约50%。
并且在焊接完成后,很多市售的E60××焊缝的屈服强度比结构钢本身高75%。
2、为什么典型焊态下的结构钢焊接接头的强度比母材金属的强度高?有以下两个原因。
① 所用焊条中的金属心是优质钢,比母材的性能好。
② 在焊接过程中,熔化金属受到良好的保护作用。
与电炉钢相比较,焊条药皮还具有净化剂和脱氧剂的作用,药皮中的其他合金万分能够促使形成均匀的晶体结构和良好软科学性能的焊缝。
3、焊接缺陷,可美国焊接学会AWS术语中的非连续,对焊缝的强度有何影响?① 图54表明,对于焊接接头试样来说,焊缝上尽管有严重的咬边缺陷,但在静载荷的拉伸作用下,失效的是金属板,而不量焊缝。
钢结构施工质量验收要点与注意事项钢结构在现代建筑中得到了广泛应用,其施工质量的验收对于确保建筑的安全性和稳定性至关重要。
本文将介绍钢结构施工质量验收的要点与注意事项。
一、材料验收在进行钢结构施工质量验收时,首先要对所使用的材料进行验收。
材料的质量直接影响到钢结构的整体强度和稳定性。
验收材料要注意以下几个要点:1. 钢材质量:检查钢材是否符合设计要求,包括抗拉强度、屈服强度等参数。
同时要检查钢材表面是否存在明显的缺陷,如裂纹、气泡等。
2. 焊材质量:检查焊条和焊丝的质量,确保其符合相关标准要求。
焊材质量的好坏将直接影响焊缝的质量。
3. 表面处理:钢结构要进行防腐、防锈等表面处理,确保其耐久性和美观性。
验收时要检查表面处理的情况,如涂层质量、涂层厚度等。
二、焊接工艺验收焊接是钢结构施工中常用的连接方式,其质量直接影响到整个结构的稳定性和强度。
在进行焊接工艺验收时,需注意以下几个要点:1. 焊工的操作:验收焊工的技术水平和操作规范是否符合要求。
焊工应具备相应的资格证书,并按照规范进行焊接作业。
2. 焊接设备:检查焊接设备是否完好,并符合相关的安全要求。
3. 焊缝的质量:验收焊缝的质量,包括焊缝的形状、焊缝的尺寸和焊缝的强度等。
三、安装验收在进行钢结构安装时,需要进行相应的验收,以保证安装质量。
安装验收要注意以下要点:1. 安装固定件:钢结构的连接需要使用固定件进行固定,验收时要确认固定件的选择和使用是否符合相关标准。
2. 结构间隙:安装时要注意结构与结构之间的间隙,确保结构的连接紧密、稳固。
3. 安装方向:安装时要注意构件的安装方向是否正确,确保构件的正常使用和承载能力。
四、质量检测与试验在钢结构施工质量验收中,还需要进行相应的质量检测与试验,以确保结构的稳定性和安全性。
质量检测与试验要注意以下几个要点:1. 焊缝检测:进行焊缝超声波、射线或磁粉检测,以确保焊缝的质量。
2. 构件试验:对重要构件进行负荷试验,以验证其承载能力是否满足设计要求。
焊缝质量标准4.1 保证项目4.1.1 焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。
4.1.2 焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期。
4.1.3 Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。
4.1.4 焊缝表面Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。
4.2 基本项目4.2.1 焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
4.2.2 表面气孔:Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0.4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径。
4.2.3 咬边:Ⅰ级焊缝不允许。
Ⅱ级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。
注:t 为连接处较薄的板厚。
4.3 允许偏差项目,见表5-1。
5 成品保护。
5.1 焊后不准撞砸接头,不准往刚焊完的钢材上浇水。
低温下应采取缓冷措施。
5.2 不准随意在焊缝外母材上引弧。
5.3 各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差。
隐蔽部位的焊缝必须办理完隐蔽验收手续后,方可进行下道隐蔽工序。
5.4 低温焊接不准立即清渣,应等焊缝降温后进行。
6 应注意的质量问题6.1 尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
6.2 焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中木允许搬动、敲击焊件。
6.3 表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
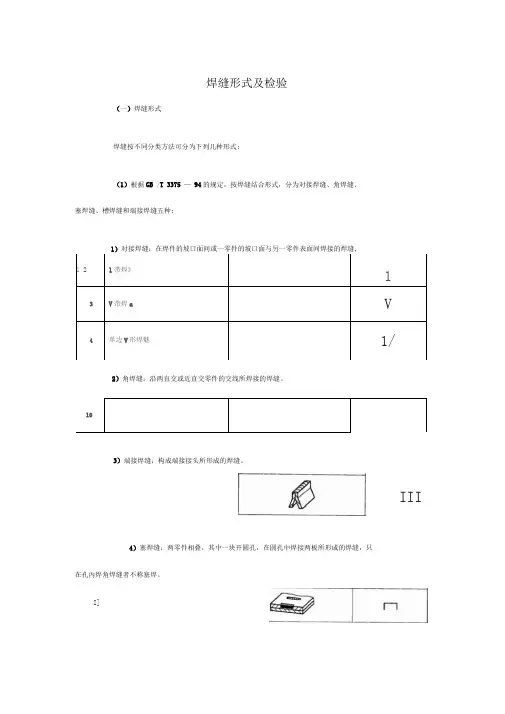
焊缝形式及检验(一)焊缝形式焊缝按不同分类方法可分为下列几种形式:(1)根据GB /T 3375 —94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:1 21带焊》13V带焊a V4单边V形焊魅1/ 2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
103)端接焊缝:构成端接接头所形成的焊缝。
III4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
I]5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
Cb>(2)按施焊时焊缝在空间所处位置分为平焊缝、 立焊缝、横焊缝及仰焊缝四种形式。
RatHo^iigrrtal wrtkri Hor?Ontet Wtcar『「 、r,」' |httti ://vv¥. bifK¥.cfljnlHonionlzH » ' --------------------PC IIHoFUDnul over hud与一Horizon^ol\ ->^PDbl SImpUfbd view(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种 (图1 —16),焊缝尺寸除注明焊脚 K 外,还注明断续焊缝中每一段焊缝的长度 I 和间距e ,并以符号“Z ”表示交错式焊缝。
(4 )焊接方法旳阳熔化焊申WL 压畀焊甜七kJ 焊i Tii一气焊 —手工电弧焊 一熔化极气体保护焊 —鹤极压弧焊(WIG ) —理弧焊 —澈光焊一箱式悍 —电进焊—电阻点焊 —电阳缝焊 —电阳对捍—W 光电阻对焊-超声波焊 -扩散焊 —火焰焊 —气压焊 —电弧压力埠 —铸压焊—冷爪焊 —,靡擦焊—NnSL 焊(二)焊缝的形状尺寸焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下图。
焊缝形式及检验(一)焊缝形式焊缝按不同分类方法可分为下列几种形式:(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝,2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(图1—16),焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长度l和间距e,并以符号“Z”表示交错式焊缝。
图1—16 断续角焊缝(a)交错式(b)并列式(4)焊接方法(二)焊缝的形状尺寸焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下图。
(1)焊缝(2)熔合线(3)热影响区(4)母材焊缝起着连接金属和传递力的作用,它是焊接过程中由填充金属和部分母材熔合后疑固而成,其性能决定于两者熔合后成分和组织。
热影响区是母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
焊后热影响区上有可能产生脆化、硬化和软化的不利现象。
焊缝各部分名称1.焊缝宽度焊缝表面与母材的交界处叫焊趾。
焊缝表面两焊趾之间的距离叫焊缝宽度,如图1—17。
图1—17焊缝宽度2.余高超出母材表面焊趾连线上面的那部分焊缝金属的最大高度叫余高,见图1—18。
在静载下它有一定的加强作用,所以它又叫加强高。
但在动载或交变载荷下,它非但不起加强作用,反而因焊趾处应力集中易于促使脆断。
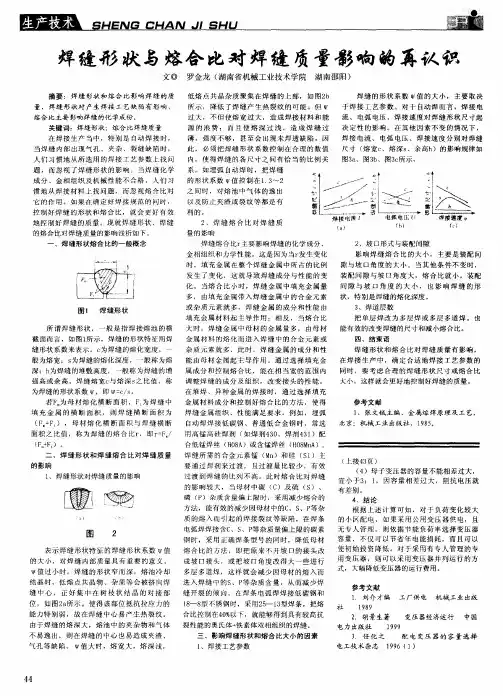
摘要论述了焊缝的形状尺寸与焊缝质量的关系,介绍了焊接中力对熔池金属的流动及熔池形状的影响、焊接参数和工艺因素对焊缝尺寸的影响,对焊缝缺陷产生的原因进行了分析并提出了预防措施。
1 焊缝形状尺寸与焊缝质量的关系对接接头最重要的尺寸是熔深H,它直接影响到接头承载能力;另一个重要尺寸是焊缝宽度B。
B与H之比构成的焊缝成形系数影响到熔池中的气体逸出的难易、熔池的结晶方向,以及焊缝中心偏析严重程度等(见图1)。
焊缝的另一个尺寸是余高。
余高可避免熔池金属凝固收缩时形成缺陷,也可增大焊缝截面,提高承载能力(见图2、图3)。
但余高过大将引起应力集中或疲劳寿命的下降,因此要限制余高的尺寸。
为提高工件的疲劳寿命,焊后应将余高去掉,形成凹形焊缝(见图4)。
在焊接技术标准中,对各类焊接的外观质量都有详细规定,包括焊缝余高、焊缝余高差、焊缝宽度、角变形量以及焊缝表面缺陷。
如裂纹、未熔合、根部未焊透、气孔、夹渣、咬边、根部凸出和内凹等。
2 焊缝中力对熔池金属的流动及熔池形状的影响在焊接电弧的作用下,熔池表面凹陷,液态金属被排向熔池尾部,使熔池尾部的液面高出。
熔池金属除了向尾部流动之外,在其他力的作用下还产生各种形式的流动。
(1)熔池金属的重力熔池金属重力的大小与其流动的方向及焊接的位置有关,往往会破坏熔池的稳定性,这是影响焊缝成形的重要因素。
(2)电磁力电流进入熔池时,由于斑点面积较小,而熔池中的导电面积较大,这样斑点处的电流密度大、压力高,其他处的电流密度小、压力低,压力差使熔池中心处的金属向下流,而熔池四周的金属流向熔池中心形成旋涡。
金属流动时,熔池中心的高温金属把热量带向熔池底部而使熔池加大。
(3)表面张力熔池金属表面张力的大小取决于液体金属的成分和温度。
表面张力将阻止熔池金属在重力作用下的流动。
表面张力对熔池金属在熔池界面上接触的大小也有影响。
3 焊接参数和工艺因素对焊缝尺寸的影响(1)焊接电流焊接电流增大,工件上电弧力的热输出大,热源位置下移,熔深增大;弧柱直径增大,电弧潜入工件的深度增大,电弧斑点移动范围受到限制,因而熔宽基本不变;焊丝熔化量成比例增多,所以余高增大。
角焊缝高度与厚度的关系
焊角尺寸就是角焊缝高度,就是焊缝呈等腰直角三角形那个直角边的长度。
一般的焊角高度为相邻较薄板的0.7,举个例子一个10mm的板和20mm 的板相焊,焊角高度为7mm。
焊缝高度出自国家金属焊接操作规范,金属焊接工程的工艺标准。
1.焊缝高度并无准确的数字,只是一个范围。
标准规定:焊缝高度一般不能小于薄板的厚度。
对于板厚小于6的钢板,焊角高度等于板厚。
2 .板厚大于6mm的钢板,焊角高度习惯上按板厚的70%,但是一般不超过15mm,如:桥梁金属结构工程焊接工艺规范中,金属结构的焊缝焊接高度不小于2毫米,焊缝宽度不小于5毫米。
3.焊缝高度指金属板之间的缝隙,通过焊条在烧焊冷却收缩后,其金属液体在焊缝间填充的总体高度。
角焊缝中,焊缝高度指直角三角形的直角点到斜边的距离。
焊缝形式及形状尺⼨焊缝形式及检验(⼀)焊缝形式焊缝按不同分类⽅法可分为下列⼏种形式:(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、⾓焊缝、塞焊缝、槽焊缝和端接焊缝五种:1)对接焊缝:在焊件的坡⼝⾯间或⼀零件的坡⼝⾯与另⼀零件表⾯间焊接的焊缝,2)⾓焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中⼀块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊⾓焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中⼀块开长孔,在长孔中焊接两板的焊缝,只焊⾓焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、⽴焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝⼜分为交错式和并列式两种(图1—16),焊缝尺⼨除注明焊脚K外,还注明断续焊缝中每⼀段焊缝的长度l和间距e,并以符号“Z”表⽰交错式焊缝。
图1—16 断续⾓焊缝(a)交错式 (b)并列式(4)焊接⽅法(⼆)焊缝的形状尺⼨焊缝的形状⽤⼀系列⼏何尺⼨来表⽰,不同形式的焊缝,其形状参数也不⼀样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下图。
(1)焊缝(2)熔合线(3)热影响区(4)母材焊缝起着连接⾦属和传递⼒的作⽤,它是焊接过程中由填充⾦属和部分母材熔合后疑固⽽成,其性能决定于两者熔合后成分和组织。
热影响区是母材受焊接热的影响(但未熔化)⽽发⽣⾦相组织和⼒学性能变化的区域。
焊后热影响区上有可能产⽣脆化、硬化和软化的不利现象。
焊缝各部分名称1.焊缝宽度焊缝表⾯与母材的交界处叫焊趾。
焊缝表⾯两焊趾之间的距离叫焊缝宽度,如图1—17。
图1—17焊缝宽度2.余⾼超出母材表⾯焊趾连线上⾯的那部分焊缝⾦属的最⼤⾼度叫余⾼,见图1—18。
在静载下它有⼀定的加强作⽤,所以它⼜叫加强⾼。
但在动载或交变载荷下,它⾮但不起加强作⽤,反⽽因焊趾处应⼒集中易于促使脆断。
中石化焊接质量检查员题库一、焊接外观要求及检查1.焊缝外观:焊缝应均匀、连续且光滑,不应有裂缝、气孔、夹渣、咬边等缺陷。
2.焊缝形状:焊缝的形状应符合设计要求,并应符合相关标准规范,如直线、弧线等。
3.焊缝尺寸:焊缝的尺寸应符合设计要求,并应符合相关标准规范,如焊缝宽度、深度等。
4.焊缝的几何形状:焊缝的几何形状应符合设计要求,并应符合相关标准规范,如焊缝倾斜度、角度等。
5.焊接变形:焊接变形应控制在合理的范围内,不应对整个结构产生不利影响。
6.焊接结构的完整性:焊接结构应该是完整的,不应有缺陷或松散的部分。
7.焊接表面质量:焊接表面应干净,无油污、锈蚀等。
二、焊接质量缺陷及控制措施1.气孔:检查焊接表面上是否有气孔,以及它们的大小和数量。
控制措施包括提高焊接电流、减小焊接速度、控制焊接气氛等。
2.咬边:检查焊接表面上是否有咬边,并确认其程度和数量。
控制措施包括调整焊接参数、提高焊接速度、减小焊接电流等。
3.夹渣:检查焊接表面上是否有夹渣,以及其大小和数量。
控制措施包括提高焊接电流、减小焊接速度、选用合适的焊接材料等。
4.焊接裂纹:检查焊接结构是否有裂纹,控制措施包括严格控制焊接温度、避免焊接过程中温度过高或过低、选用合适的焊接材料等。
5.焊接变形:检查焊接结构是否有变形,控制措施包括合理设置焊接顺序、控制焊接热量、选用合适的焊接方法等。
三、焊接质量检查流程1.准备工作:检查焊接设备、工具、焊接材料等是否符合要求。
2.现场检查:对焊接过程进行实时监控,确保焊接质量。
3.成品检查:对焊接完成后的成品进行外观检查,评估焊接质量。
4.缺陷处理:对发现的焊接缺陷进行处理,确保焊接质量符合要求。
5.验收:对焊接质量进行检查,确保符合相关标准规范。
四、总结焊接质量检查是确保焊接结构安全、可靠、耐久性的重要手段。
通过对焊接过程进行严格监控和检查,可以有效控制焊接质量缺陷,提高焊接质量。
焊接检查员应具备丰富的经验和专业知识,熟练掌握各种焊接质量检查方法,为我国石化行业的发展贡献力量。
目录摘要IABSTRACTI第1章绪论11.1我国焊接自动化技术的开展趋势11.2我国焊接自动化技术的开展的现状2第2章焊接工艺参数对焊缝质量的影响32.1选择适宜的工艺参数32.1.1焊接电流32.1.3电弧电压42.1.4焊接层数42.1.5焊条类形及焊条直径的影响42.1.6操作因素52.2焊接坡口的选择原那么52.2.1焊接坡口选择应遵循的原那么52.2.2对接接头的坡口形式62.2.3角接接头和T形接头的坡口形式6 第3章焊缝质量控制73.1作好焊前准备73.2焊接过程中的质量控制83.2.1焊接环境的检查103.2.2焊接规执行情况的检查113.2.3预热的检查123.2.4焊接后热的检查123.2.5焊接试板的机械性能试验12第4章焊接产品的检验134.1焊缝外观检查134.2磁粉探伤144.2.1优点154.2.2缺点154.3煤油渗透检验15 结论16致16参考文献17摘要焊接质量受到了焊接设备、焊材工艺流程、技术水平的限制。
本文详细的介绍了焊接电源、焊接电流、焊接速度、电弧电压、焊接层数、焊条类形、焊条直径等焊接工艺参数对单面焊双面成形技术焊接质量的影响,阐述了焊接质量控制对焊接质量的影响。
焊接工艺设计过程中,由于坡口形式的多样性和不规那么性,现象的本质原因是坡口形状复杂,导致参数建模和图形驱动困难,同时不同厚度坡口截面面积计算繁琐,对于对接焊缝,破口形式与板件的厚度密切相关,斜坡口和焊缝跟部共同形成一个焊条能够运转的施焊空间,使焊缝易于焊透。
并以水平固定单面焊双面成形技术为例介绍了焊接坡口和焊接质量控制在焊接过程中的应用,充分证明单面焊双面成形技术在焊接生产中的指导作用。
关键词:水平固定平对接焊单面焊双面成形质量控制AbstractWelding quality of the welding equipment, welding process, technical level limit. This paper introduced the welding power, welding current, welding speed, arc voltage, welding, welding rod, welding electrode layers form diameter of welding process parameters on one side welding technology welding quality influence, elaborated the quality control in welding of the influence on the welding quality. Welding process design process, because the groove form diversity and irregular, phenomenon essential reason is the groove shape is plex, due to the parameters modeling and graphics driver difficulties, at the same time different thickness groove section area calculation is tedious, for butt weld, break form and plate thickness are closely related, slope mouth and weld with the mon to form a welding electrode able to operate the welding space, easy penetration weld. And to the horizontal fixed one side welding technology was introduced as an example of welding groove and welding quality control in the welding process, fully proved that one side welding technology in welding production guidanceKey words:Horizontal fixed butt welding One-side welding with back formation Quality control第1章绪论1.1我国焊接自动化技术的开展趋势现代自动化技术主要依靠计算机控制技术来实现。
摘要论述了焊缝的形状尺寸与焊缝质量的关系,介绍了焊接中力对熔池金属的流动及熔池形状的影响、焊接参数和工艺因素对焊缝尺寸的影响,对焊缝缺陷产生的原因进行了分析并提出了预防措施。
1 焊缝形状尺寸与焊缝质量的关系
对接接头最重要的尺寸是熔深H,它直接影响到接头承载能力;另一个重要尺寸是焊缝宽度B。
B与H之比构成的焊缝成形系数影响到熔池中的气体逸出的难易、熔池的结晶方向,以及焊缝中心偏析严重程度等(见图1)。
焊缝的另一个尺寸是余高。
余高可避免熔池金属凝固收缩时形成缺陷,也可增大焊缝截面,提高承载能力(见图2、图3)。
但余高过大将引起应力集中或疲劳寿命的下降,因此要限制余高的尺寸。
为提高工件的疲劳寿命,焊后应将余高去掉,形成凹形焊缝(见图
4)。
在焊接技术标准中,对各类焊接的外观质量都有详细规定,包括焊缝余高、焊缝余高差、焊缝宽度、角变形量以及焊缝表面缺陷。
如裂纹、未熔合、根部未焊透、气孔、夹渣、咬边、根部凸出和内凹等。
2 焊缝中力对熔池金属的流动及熔池形状的影响
在焊接电弧的作用下,熔池表面凹陷,液态金属被排向熔池尾部,使熔池尾部的液面高出。
熔池金属除了向尾部流动之外,在其他力的作用下还产生各种形式的流动。
(1)熔池金属的重力熔池金属重力的大小与其流动的方向及焊接的位置有关,往往会破坏熔池的稳定性,这是影响焊缝成形的重要因素。
(2)电磁力电流进入熔池时,由于斑点面积较小,而熔池中的导电面积较大,这样斑点处的电流密度大、压力高,其他处的电流密度小、压力低,压力差使熔池中心处的金属向下流,而熔池四周的金属流向熔池中心形成旋涡。
金属流动时,熔池中心的高温金属把热量带向熔池底部而使熔池加大。
(3)表面张力熔池金属表面张力的大小取决于液体金属的成分和温度。
表面张力将阻止熔池金属在重力作用下的流动。
表面张力对熔池金属在熔池界面上接触的大小也有影响。
3 焊接参数和工艺因素对焊缝尺寸的影响
(1)焊接电流焊接电流增大,工件上电弧力的热输出大,热源位置下移,熔深增大;弧柱直径增大,电弧潜入工件的深度增大,电弧斑点移动范围受到限制,因而熔宽基本不变;焊丝熔化量成比例增多,所以余高增大。
(2)电弧电压电弧电压增大后,电弧功率增大,工件热输入有所增大;同时弧长加大,热输入量减少,因此熔深减小而熔宽增大,焊丝因熔宽增大熔化量略有减少,从而导致余高减小。
(3)焊接速度焊速提高时热输出量减少,熔宽和熔深都减小,余高也因单位长度焊缝上的焊接金属的熔敷量与焊速成反比而有所减小。
(4)电流的种类和极性熔化极电弧焊时,直流反接时焊缝熔深和熔宽都要比直流正接时大,交流焊接时介于两者之间。
钨极氩弧时直流正接的熔深最大,反接最小。
(5)焊丝直径和伸出长度的影响熔化极电弧焊时,如果电弧不变,焊丝直径小,则焊丝上的电流密度大,热量集中,因此熔深增大,熔宽减小,余高增大,焊丝伸出长度加大时焊丝电阻热增大,焊丝熔化量增多,余高增大,熔深略减小。
(6)坡口和间隙其他条件不变时,坡口和间隙的尺寸越小,余高越小。
(7)工件的材料和厚度工件材料的密度越大,液态金属排出越困难,熔深减小;工件材料的厚度越大,熔深和熔宽小。
4 焊缝缺陷产生的原因及预防措施
(1)未焊透焊接时,接头根部未完全熔透的现象称未焊透(见图5)。
主要原因是焊工操作
技术不良和焊接工艺参数选用不当或装备不良造成的。
未焊透在图5未焊透对接平焊、角接、搭接接头中往往因电流过小,焊速过高或坡口尺寸不当及焊丝未对准焊缝中心。
预防措施:控制坡口尺寸,对于单面焊双面成形的焊缝,对口间隙应大些,钝边应小些。
(2)未熔合熔池金属在焊接电弧力的作用下,液态金属被排向熔池尾部形成沟槽,当电弧
向前移动时,沟槽中又填充熔池金属,如果这时槽壁处的液态金属层已凝固,填充处的金属热量又不足以使之再度熔化,则形成未熔合(见图6)。
产生原因主要是焊接电流过小,焊速过高、热量不够等。
多数情况下未熔合区内部有渣流入。
预防措施:选用稍大的电流,放慢焊速。
(3)咬边产生咬边的原因是操作方法不当,焊接参数选择不正确。
如焊接电流太大,电弧过长,运动方式和角度不当,坡口两侧停留时间太长或太短等均有产生咬边的可能。
(4)气孔气孔的形状、大小及数量与母材钢种、焊丝性质、焊接位置及焊工操作技术均有关系。
预防措施:尽量减少熔池中产生气体的因素(除油、锈、垢),在条件许可下,适当加大焊接电流,降低焊接速度。
(5)焊瘤产生焊瘤的原因通常有根部间隙过大、焊条角度和运条方法不正确、焊接电流大及焊接速度过慢等。