焊缝坡口的基本形式和尺寸标准
- 格式:docx
- 大小:517.64 KB
- 文档页数:18
焊缝坡口的基本形式与尺寸根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。
开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。
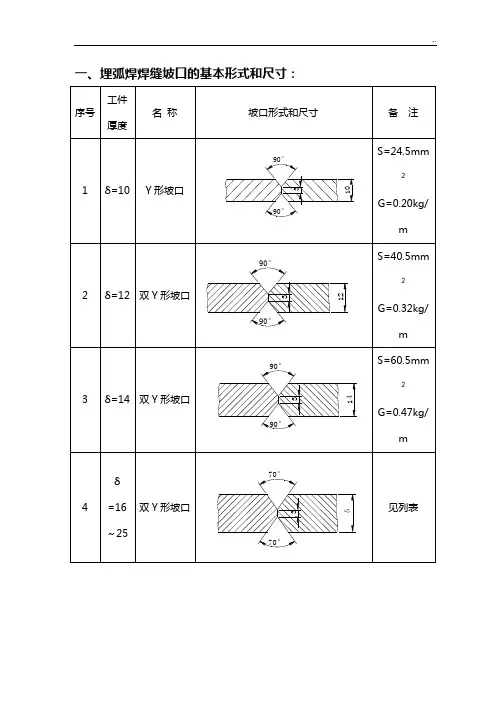
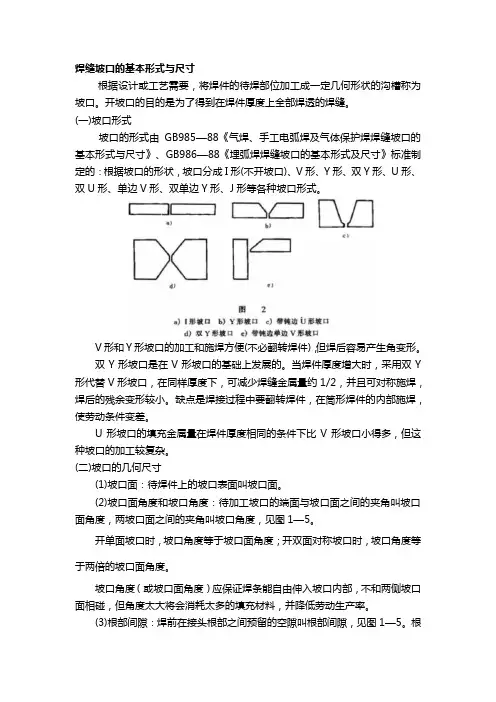
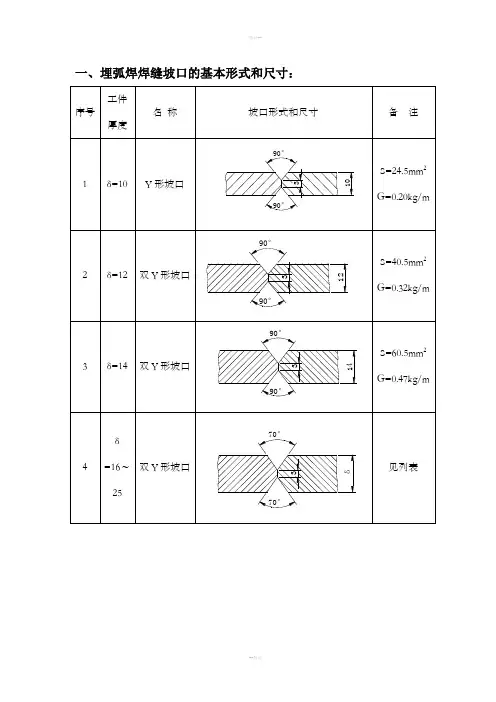
(一)坡口形式坡口的形式由 GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U 形、单边V形、双单边Y形、J形等各种坡口形式。
V形和Y形坡口的加工和施焊方便(不必翻转焊件),但焊后容易产生角变形。
双Y形坡口是在V形坡口的基础上发展的。
当焊件厚度增大时,采用双Y 形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形较小。
缺点是焊接过程中要翻转焊件,在筒形焊件的内部施焊,使劳动条件变差。
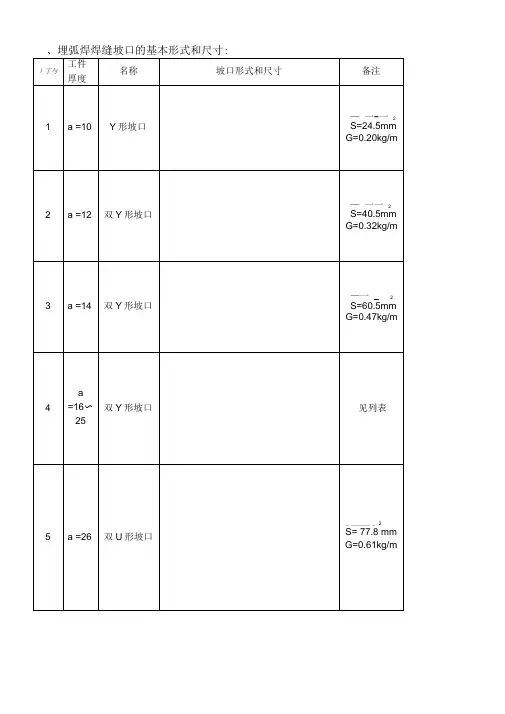
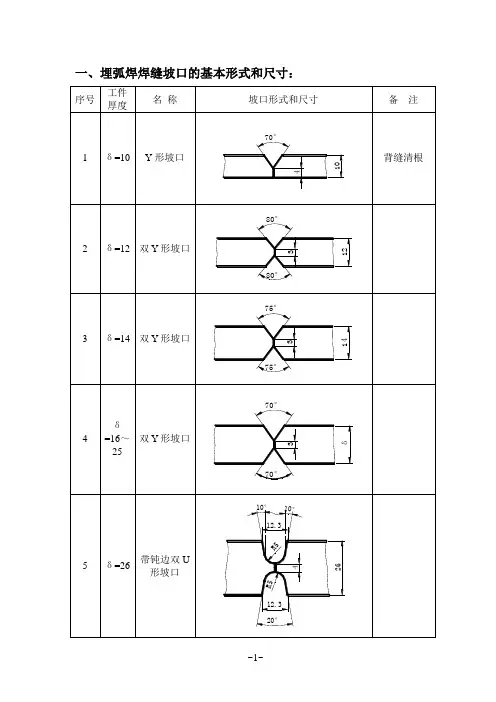
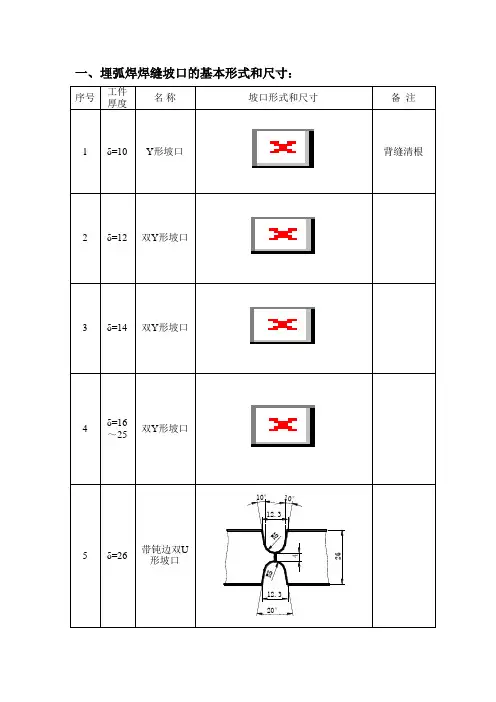
U形坡口的填充金属量在焊件厚度相同的条件下比V形坡口小得多,但这种坡口的加工较复杂。
(二)坡口的几何尺寸(1)坡口面:待焊件上的坡口表面叫坡口面。
(2)坡口面角度和坡口角度:待加工坡口的端面与坡口面之间的夹角叫坡口面角度,两坡口面之间的夹角叫坡口角度,见图1—5。
开单面坡口时,坡口角度等于坡口面角度;开双面对称坡口时,坡口角度等于两倍的坡口面角度。
坡口角度(或坡口面角度)应保证焊条能自由伸入坡口内部,不和两侧坡口面相碰,但角度太大将会消耗太多的填充材料,并降低劳动生产率。
(3)根部间隙:焊前在接头根部之间预留的空隙叫根部间隙,见图1—5。
根部间隙又叫装配间隙。
根部间隙的作用在于焊接底层焊道时,能保证根部可以焊透。
因此,根部间隙太小时,将在根部产生焊不透现象;但太大的根部间隙,又会使根部烧穿,形成焊瘤。
(4)钝边:焊件开坡口时,沿焊件接头坡口根部的端面直边部分叫钝边,见图1—5。
钝边的作用是防止根部烧穿。
但钝边值太大,又会使根部焊不透。
(5)根部半径:在J形、U形坡口底部的圆角半径叫根部半径(见图1—5)。
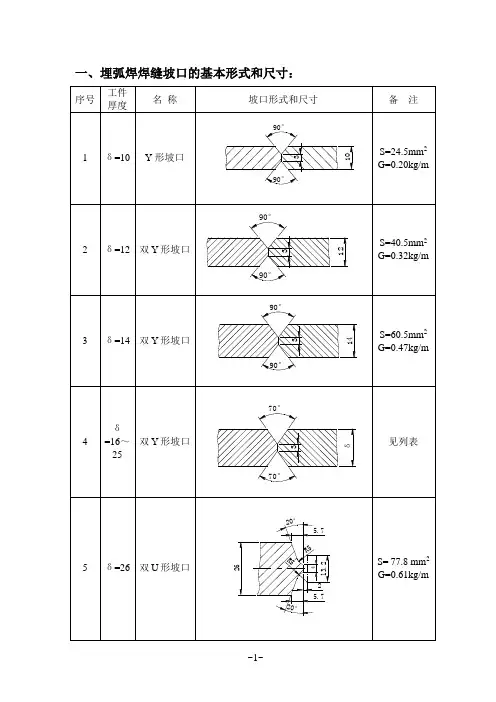
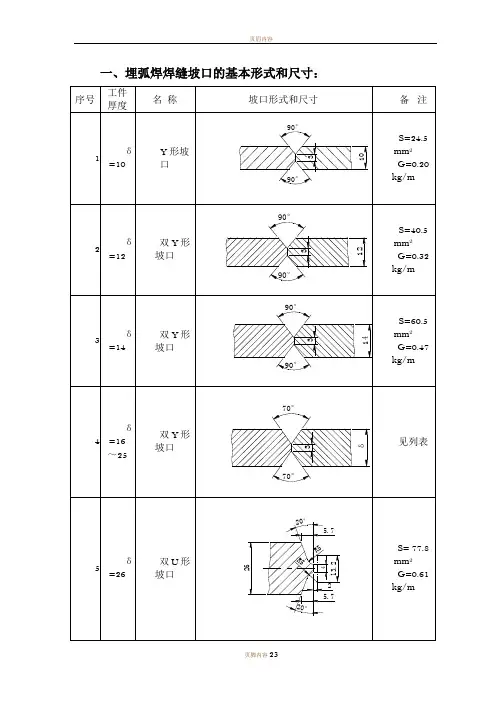
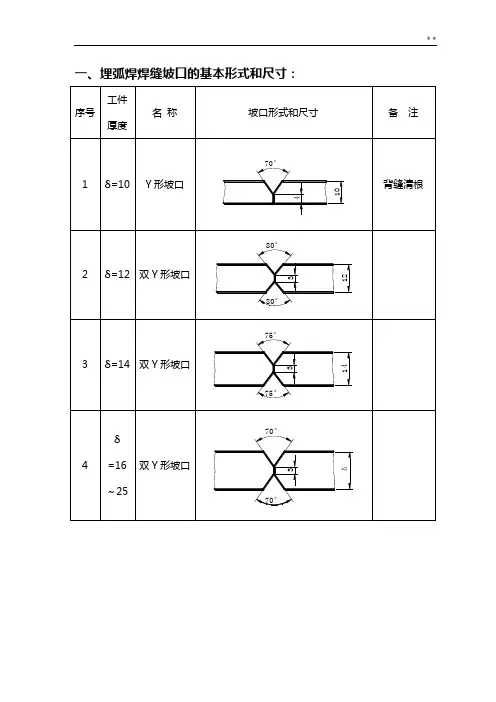
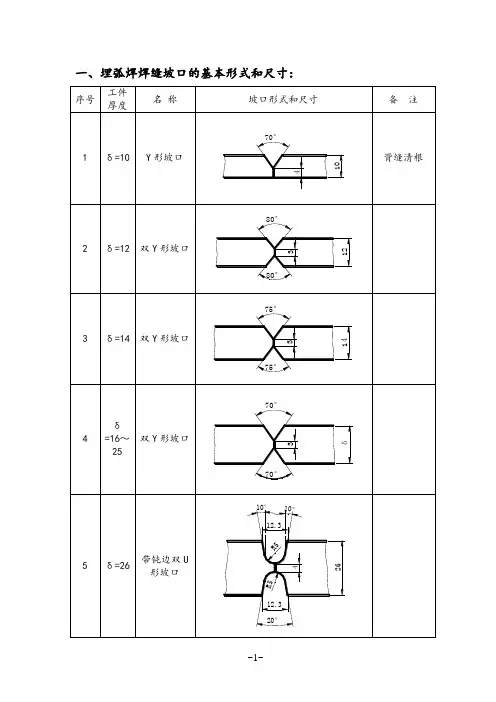
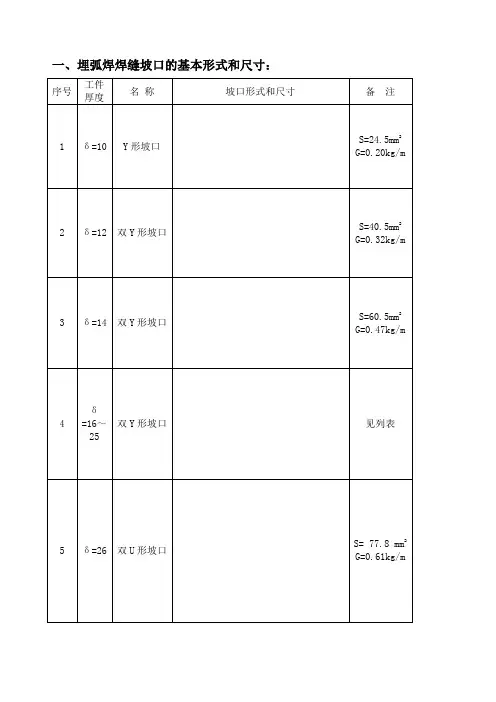
一、埋弧焊焊缝坡口的基本形式和尺寸:二、手工电弧焊焊缝坡口的基本形式和尺寸:三、CO2焊焊缝坡口的基本形式和尺寸:说明:1、坡口形式和尺寸的编制依据了国家标准GB986、GB986和我厂的焊接生产实践。
2、焊缝类别和质量要求根据产品的设计和规范规定执行。
3、请结合产品的结构特征和质量要求仅供参考使用,并请反馈意见。
下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除!!!谢谢!!!1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
17、首先是管好自己,对自己言行的管理,对自己形象的管理,然后再去影响别人,用言行带动别人。
18、首先要说的是,CEO要承担责任,而不是“权力”。
你不能用工作所具有的权力来界定工作,而只能用你对这项工作所产生的结果来界定。
CEO要对组织的使命和行动以及价值观和结果负责。