局部腐蚀的几种形式
- 格式:doc
- 大小:30.50 KB
- 文档页数:2
不锈钢的腐蚀反应通常包括以下几种:
1. 应力腐蚀开裂(SCC):这是一种由金属材料内部拉应力和腐蚀介质共同作
用导致的腐蚀形式。
在某些情况下,如使用含有氯化物的介质,不锈钢的耐蚀性可能会受到影响,导致SCC的发生。
2. 孔蚀:孔蚀是一种局部腐蚀形式,通常发生在金属表面的缺陷处。
在氯化物或其他腐蚀介质的存在下,不锈钢的表面可能会形成蚀孔。
3. 缝隙腐蚀:这种腐蚀形式通常发生在金属材料存在缝隙或夹杂物的地方。
在某些腐蚀介质中,不锈钢的缝隙腐蚀可能会加速。
4. 均匀腐蚀:这种腐蚀形式发生在整个金属表面,通常是由于不锈钢表面存在
划痕、凹坑或其他缺陷造成的。
在某些情况下,均匀腐蚀可能会加速金属材料的破坏。
不锈钢的腐蚀反应可能会受到多种因素的影响,包括材料成分、表面状态、环境条件(如温度、湿度、压力、介质类型和浓度等),以及应力作用等。
为了减缓不锈钢的腐蚀反应,可以采取一些防护措施,如选择合适的材料和表面处理方法、改善环境条件、降低应力作用等。
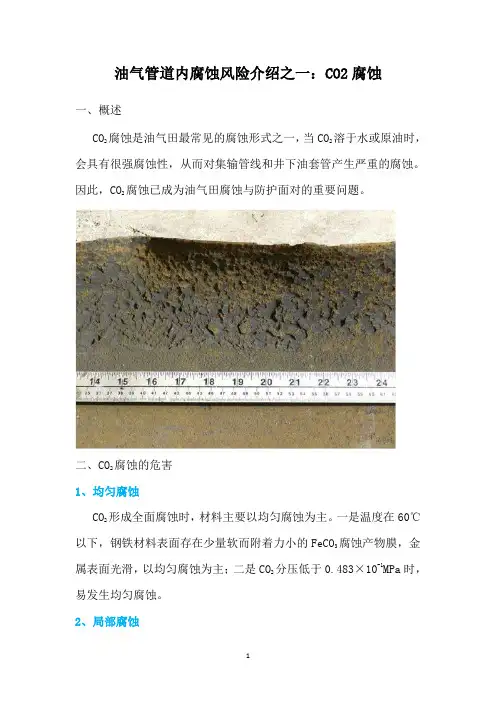
油气管道内腐蚀风险介绍之一:CO2腐蚀一、概述CO2腐蚀是油气田最常见的腐蚀形式之一,当CO2溶于水或原油时,会具有很强腐蚀性,从而对集输管线和井下油套管产生严重的腐蚀。
因此,CO2腐蚀已成为油气田腐蚀与防护面对的重要问题。
二、CO2腐蚀的危害1、均匀腐蚀CO2形成全面腐蚀时,材料主要以均匀腐蚀为主。
一是温度在60℃以下,钢铁材料表面存在少量软而附着力小的FeCO3腐蚀产物膜,金属表面光滑,以均匀腐蚀为主;二是CO2分压低于0.483×10-1MPa时,易发生均匀腐蚀。
2、局部腐蚀局部腐蚀是相对于均匀腐蚀而言的, CO2引起的局部腐蚀有如下形式:✦点蚀:腐蚀区出现凹孔且四周光滑;✦蜂窝状腐蚀:腐蚀区有多个点蚀孔分布;✦台地侵蚀:会出现较大面积的凹台,底部平整,周边垂直凹底;✦流动诱发局部腐蚀:由台地侵蚀发展而来,流动会诱使台地侵蚀区形成凹沟,平行于物流方向的刀线槽沟。
三、CO2腐蚀的机理1、均匀腐蚀机理CO2溶于水形成H2CO3,并与Fe反应造成Fe的腐蚀。
其中阳极过程为铁失去电子变成铁离子的过程。
多数观点认为在腐蚀反应中,阴极反应控制腐蚀速率,目前对CO2腐蚀阴极反应主要有两种观点:其一认为是非催化氢离子阴极还原反应;其二认为发生了氢离子催化还原反应,还原反应主要以H+和HCO3-为主;本质上这两种都是CO2溶解后形成的HCO3-电离出H+的还原过程。
总的腐蚀反应如图:2、局部腐蚀机理CO2局部腐蚀往往表现为局部穿孔及破损。
研究认为,有如下四种局部腐蚀诱发机制:✦台地腐蚀机制:局部腐蚀先发生在小点,小点发展成小孔并连片。
当腐蚀介质覆盖小孔导致腐蚀产物膜破裂,形成台地腐蚀。
疏松的腐蚀产物形成物质传输通道后,也会加剧局部台地腐蚀。
✦流动诱导机制:腐蚀产物膜粗糙表面引起微湍流,剪切应力使得腐蚀产物膜局部变薄并出现孔洞,孔所对应的极低处变成了小阳极,产生局部腐蚀。
✦内应力致裂机制:当腐蚀产物膜的厚度增大到一定值后,膜内应力过大而导致膜的破裂,形成电偶腐蚀效应。
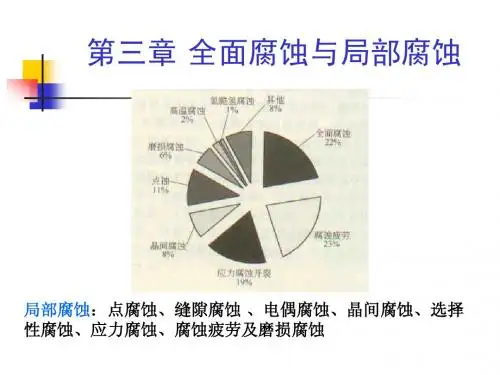
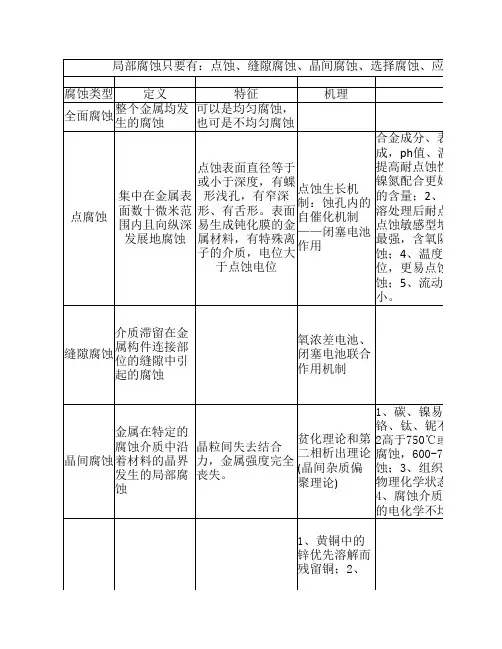
第五章:局部腐蚀在绪论中我们已说过,根据腐蚀形式可将腐蚀分为两大类:全面腐蚀和局部腐蚀。
全面腐蚀的机理是假定金属表面上为一个自然腐蚀电位,但实际上是微阴极和微阳极位置变换不定的、数量众多的腐蚀原电池,从而使整个金属表面在介质中都处于活化状态,使金属表面都遭受了腐蚀。
全面腐蚀往往造成金属的大量损失,但从技术观点来看,这类腐蚀并不可怕,不会造成突然事故,它可以预测和防止。
(如纯金属和均匀合金自溶解过程)。
局部腐蚀的特点是腐蚀仅局限或集中于金属某一特定部位。
局部腐蚀的阴极和阳极一般可以截然分开,局部腐蚀的预测和防止都存在困难,腐蚀破坏往往在没有预兆情况下突然发生,会造成突然事故,危害性大,本章主要讲局部腐蚀(通常局部腐蚀阴极面积大,阳极面积小)§1 电偶腐蚀电偶腐蚀又称接触腐蚀或双金属腐蚀,当两种金属或合属接触时,两金属之间存在着电位差,由该电位差使电偶电流在它们之间流动,使电位较负的金属腐蚀加剧,而电位数正的金属受到保护。
这种现象称电偶腐蚀、异金属腐蚀或接触腐蚀。
电偶腐蚀在工程中是常见的一种局部腐蚀形态,如黄铜零件和紫铜管在热水中能造成腐蚀。
在这个电偶腐蚀时,黄铜腐蚀加速而造成脱锌现象。
一.电偶腐蚀原理【1】p100-101:为什么会产生电偶腐蚀,当然从腐蚀原电池原理中也能得到回答,但若从混合电位理论出发,可以更清楚地解释电偶腐蚀效应。
由电化学腐蚀动力学可知,两金属偶合后的腐蚀电流强度与电位差、极化率及欧姆电阻有关。
接触电位差愈大,金属腐蚀愈严重,因为电偶腐蚀的推动力愈大。
电偶腐蚀速度又与电偶电流成正比,其大小可用下式表示:式中,Ig为电偶电流强度,Ec、E A分别为阴、阳极金属偶接前的稳定电位,Pc,PA为阴、阳极金属的极化率,Sc、S A为阴、阳极金属的面积,R为欧姆电阻(包括溶液电阻和接触电阻)。
由式可知,电偶电流随电位差增大和极化率、欧姆电阻的减小而增大;从而使阳极金属腐蚀速度加大,使阴极金属腐蚀速度二金属偶接之前,金属1和2的自腐蚀电位分别为E l 和E 2,它们的自腐蚀电流分别为1i 和2i (如图6—2) (图7-28)。
常见的局部腐蚀一、电偶腐蚀1、不同金属的接触腐蚀(接触腐蚀、双金属腐蚀)。
2、M M n+ + ne 2H+ + 2e H23、异种金属接触产生腐蚀电位差异,金属界面附近产生电偶电流,电位较低的金属M为阳极,溶解速度增大。
4、两者电位差较大,腐蚀倾向较大5、阴极与阳极面积比值(S K/S A)增加,阳极金属腐蚀速度增加,即增大阴极面积,阴极析氢反应加速,阳极溶解速度增大。
6、阳极腐蚀主要集中在接合处附近,超过一定的距离(有效距离)就几乎不存在电偶效应。
7、热电偶腐蚀控制(1)选择相容性材料:尽量避免异种金属或合金接触,尽量选取相容材料,在电偶序位于同组或位置较近的金属或合金。
(2)合理的结构设计:①避免小阳极—大阴极结构,大阳极—小阴极结构相对安全,因为阳极面积大,溶解速度相对减小。
②不同腐蚀电位金属材料接触时,将其绝缘。
③插入第三种金属,当绝缘设计困难时,可在其中插入能降低两者电位差的一种材料。
④将阳极部分设计成易于更换的部件。
二、小孔腐蚀1、金属局部位置出现腐蚀小孔,并向深处发展,其余区域不腐蚀或腐蚀很轻微。
孔蚀或点蚀2、蚀孔径小,只有数十微米,孔深,深度大于孔径。
孔口多有覆盖物。
3、从开始到暴露要经历几个月或1~2年的诱导期.4、蚀孔通常沿着重力或横向发展,很少在朝下的表面发生孔蚀5、通常发生在有钝化膜或保护膜的金属表面,如不锈钢、钛、铝合金等。
由于金属表面存在缺陷(表面位错、非金属杂质等)和活性离子(Cl-),金属钝化膜局部被破坏,成为阳极,未被破坏的地方为阴极,形成钝化—活化电池,生成小蚀坑(孔径多在20~30微米)。
孔外金属表面受到阴极保护,维持钝态。
6、Fe Fe2+ + 2e Cr Cr3+ + 3e Ni Ni2+ + 2e7、随着氯离子不断迁入,使孔内形成金属氯化物(如FeCl2)的浓溶液,继续水解生成盐酸,孔内pH值降低,在介质重力影响下,孔蚀向深处发展。
8、自催化酸化作用:在腐蚀过程中,孔口的pH值逐渐升高,可溶性的盐如Ca(HCO3)2转化为CaCO3沉淀物,沉积在孔口,形成闭塞电池,孔内氯化物积聚、水解,酸度进一步增高,可使pH接近于0。
局部腐蚀的几种形式
腐蚀定义为材料由于与其所处环境介质的反应而造成的破坏。
对于含镍材料来说,腐蚀有两种主要形式:一种是均匀腐蚀,另一种是局部腐蚀。
在海洋大气中的铁锈就是一种一般或均匀腐蚀的典型例子。
此处金属在其整个表面上均匀地被腐蚀。
在这种情况下,钢表面形成疏松层,这层腐蚀产物很容易去除。
另一方面,像合金400 这种耐腐蚀性较好的金属,它们在海洋大气中表现出良好的均匀抗腐蚀性。
这是由于合金400 可形成一种非常薄而坚韧的保护膜。
均匀腐蚀是一种最容易处理的腐蚀形式,因为工程师可以定量地确定金属的腐蚀率并可精确地预测金属的使用寿命。
由局部腐蚀而引起的破坏是很难预测的。
因而,设备的寿命也不能精确地预计。
这里给出几种局部腐蚀的例子。
1. 电化学腐蚀
当两种或多种不同的金属在某种导电液(电解液)存在条件下接触和连接时,电化学腐蚀就发生了。
此时,两种金属间建立了势能差,同时电流将流动。
电流会从抗腐蚀能力较差的金属(即阳极)流向抗腐蚀能力较强的金属(即阴极)。
腐蚀由阴级上的反应情况而控制,如氢气的生成或氧气的还原。
如果某一大的阴极面与某一小的阳极面相连接时,阳极和阴极之间即会产生大的电流流动。
这种情况必须避免。
另一方面,当我们将情况颠倒一下,即让某一大的阳极面与小的阴极面相连接时,两种金属之间则会产生小的电流流动。
这种情况是我们所期望的。
在实用指南中,我们将位于某一容器或槽中的焊接金属接点设计为阴极。
紧固件装置是这样设计的,即将阴极紧固件(小面积)与阳极件(大面积)连接在一起。
此概念的例子是将钢板用铜铆钉铆接在一起并暴露在流动速度低的海水中。
铜质固定件为小的阴极面,而钢板为大的阳极面。
这种设计是非常便利的,而且可产生良好的相容性。
另一方面,如果相反进行连接,即用钢铆钉来固定铜板,则在钢铆钉上会产生非常快的腐蚀。
此时,铜板则由于钢的腐蚀而被阴极保护。
有趣的是在这种情况下,铜离子的释放被停止,铜板将被海水中的有机物缠结。
通常,铜的腐蚀可阻止缠结有机物的附着。
在电厂设计中,电化学腐蚀是非常重要的,而且不应被忽视。
2. 浸蚀腐蚀
一块石头有可能堵塞在某一铜合金冷凝器的管子中。
此时,石头的下流方向将立即产生紊流现象。
这就会引起对铜保护氧化膜的浸蚀或磨损,并使未保护的铜合金金属暴露,以致产生进一步的腐蚀。
这种循环趋于继续加剧浸蚀和腐蚀,直至造成管子穿孔为止。
浸蚀腐蚀可通过采用良好的隔离技术来防止。
3. 缝隙腐蚀
缝隙腐蚀或氧聚集电池腐蚀是当金属表面出现某种沉淀或附着物时产生的。
正好在沉淀物下面或缝隙内,溶液中的氧含量是低的,在缝隙的外面大量溶液中的氧含量很高,这就建立了一个电池,其沉淀物下或缝隙中是阳级而其外面是阴极。
含氯化物介质的缝隙的内部,pH 值下降而氯化物浓集。
这种酸性氯化物条件导致腐蚀加快并且是自动起媒介作用的。
接着便发生了严重的局部腐蚀。
这种腐蚀形式的例子可以在当一个不锈钢紧固件放置在一块不锈钢钢板上并暴露于含氯化物的水中时产生。
缝隙腐蚀可以在螺栓头或垫圈作为阳极区时发生。
防止沉淀物和结垢生成或使用高合金含量的材料将有助于减少缝隙腐蚀。
4. 点蚀
与缝隙腐蚀相似,尤其是在扩展阶段。
与缝隙腐蚀不同的是,点蚀在金属表面没有缝隙出现的情况下也可以产生。
与缝隙腐蚀相同的是,点蚀也是由于特殊的腐蚀剂如氯化物而造成的。
它通常是由于金属表面上的某个缺陷而引起的。
例如,在不锈钢或镍合金保护性氧化层中的某个缺陷。
点蚀可通过采用抗腐蚀能力高的合金或消除引起点蚀的化学元素的方法来防止。
一旦两种形式(点蚀和缝隙腐蚀)的腐蚀开始,则点蚀和缝隙腐蚀的扩展情况是相同的。
金属离子,如不锈钢的铁离子,反应并形成亚铁离子。
亚铁离子进一步氧化成三价铁离子。
氯化物试图转移到坑或缝隙区内并且pH 值降低至大约1 或更低。
在该区中氧含量很低。
在坑或缝隙的外面大量溶液中,氧含量很高。
随着坑的底部趋于阳极化,坑或缝隙的周围区趋于阴极化,于是电池电流的关系即被形成。
当坑或缝隙中的腐蚀进一步扩展时,则变为自催化反应。
三价铁离子与氯离子作用形成氯化铁。
该反应不断重复并快速产生金属穿孔现象。
点蚀或缝隙腐蚀是一种非常危险的腐蚀形式,因为它高度局部化并能快速造成金属的穿透破坏。
5. 剥落腐蚀
在此情况下,金属表面上形成疏松、片状的腐蚀层。
即使低速流动也会将腐蚀物的疏松层很容易地除去。
于是,新的未腐蚀的金属又被暴露出来,从而将形成许多另外的片状层。
再一次重复,这些片状层被很容易地除去并且过程在继续进行着。
使用不易起化学反应的合金可以避免剥落腐蚀。
6. 选择性浸出或脱合金成分腐蚀
在此情况下,一种元素,通常为最不易起化学作用的元素,被腐蚀介质有选择地去除而留下一个机械薄弱区。
典型的例子是蒸汽和水介质中黄铜的脱合金化。
它可取名为失锌现象,这里锌被有选择地去除而铜又被重新镀在金属表面上。
这种形式的腐蚀现在已很少见到,它可通过采用不易经受脱合金化的合金来防止。
7. 晶间腐蚀
晶间腐蚀出现于某些特殊的合金中,通常当它们在焊接或热处理期间加热到其敏感温度区时即可能会发生晶间腐蚀。
当诸如某些不锈钢合金加热到425~870℃时,铬的碳化物即会在晶粒边界析出。
导致碳化物附近出现贫铬区同时影响晶界区的钝化性。
在特殊介质中,如硝酸或高温水中,可能出现低铬区的溶蚀现象。
晶粒是以一种砂糖似的表面出现的,当用一取样器擦过时,它们很容易被擦掉。
不锈钢和镍合金的晶间腐蚀可以通过采用低碳合金、加入碳化物形成元素如钛或铌,或利用稳定化退火来使之避免。
8. 应力腐蚀裂纹(SCC)
产生应力腐蚀裂纹的条件有三种:
1)敏感合金;
2)外加或残余的拉应力;
3)特殊腐蚀剂。
应力腐蚀裂纹可能出现的一个典型例子是一条由AISI 316 型不锈钢(UNS S31600)制成的绝热蒸汽管线。
绝热材料中可能存在的氯化物当其受到雨淋时即可转移到金属表面。
这种情况满足了应力腐蚀裂纹的产生条件:一种敏感合金-316 型不锈钢;一种特殊腐蚀剂-含氯化物的水;以及应力-冷加工的或焊接的管道。
如果通过裂纹区做一横断面金相检查,将会观察到典型的穿晶(跨过晶粒和晶界)和分支裂纹。
这就是奥氏体不锈钢的典型氯化物应力腐蚀裂纹。
消除上述三种中的任何一种条件即可防止应力腐蚀裂纹的产生。
9. 腐蚀疲劳
它出现于旋转零件中,如泵的轴。
点蚀常发生在依次产生应力上升区的表面上。
在存在周期性应力并伴随有腐蚀的应用场合中会导致疲劳裂纹的加速发展。
疲劳条纹(标志)可在断口表面上很典型地观察到,它是腐蚀疲劳的警告征兆。
使用高强度合金或减小应力的方法可以防止腐蚀疲劳。