全面腐蚀与局部腐蚀
- 格式:ppt
- 大小:2.97 MB
- 文档页数:81

什么叫做全面腐蚀和局部腐蚀?
在水中金属的腐蚀是电化学腐蚀。
电化学腐蚀又分为全面腐蚀和局部腐蚀。
全面腐蚀相对较均匀,在金属表面上大量分布着微阴极和微阳极,故这种腐蚀不易造成穿孔,腐蚀产物氧化铁可在整个金属表面上形成,在一定情况下有保护作用。
当腐蚀集中于金属表面的某些部位时,则称为局部腐蚀。
局部腐蚀的速度很快,往往在早期就可使材料腐蚀穿孔或龟裂,所以危害性很大。
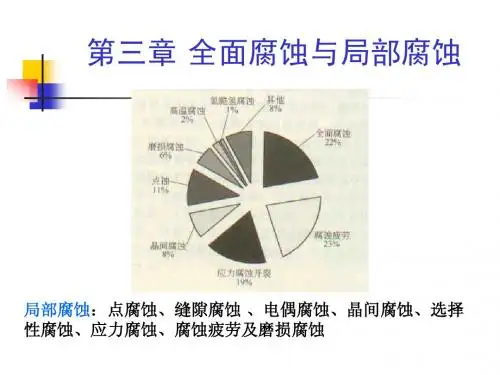
垢下腐蚀、缝隙腐蚀、晶间腐蚀等均属局部腐蚀。
全面腐蚀的阴、阳极并不分离,阴极面积等于阳极面积,阴极电位等于阳极电位。
局部腐蚀的阴、阳极互相分离,阴极面积大于阳极面积,但阳极电位小于阴极电位,腐蚀产物无保护作用。
第五章:局部腐蚀在绪论中我们已说过,根据腐蚀形式可将腐蚀分为两大类:全面腐蚀和局部腐蚀。
全面腐蚀的机理是假定金属表面上为一个自然腐蚀电位,但实际上是微阴极和微阳极位置变换不定的、数量众多的腐蚀原电池,从而使整个金属表面在介质中都处于活化状态,使金属表面都遭受了腐蚀。
全面腐蚀往往造成金属的大量损失,但从技术观点来看,这类腐蚀并不可怕,不会造成突然事故,它可以预测和防止。
(如纯金属和均匀合金自溶解过程)。
局部腐蚀的特点是腐蚀仅局限或集中于金属某一特定部位。
局部腐蚀的阴极和阳极一般可以截然分开,局部腐蚀的预测和防止都存在困难,腐蚀破坏往往在没有预兆情况下突然发生,会造成突然事故,危害性大,本章主要讲局部腐蚀(通常局部腐蚀阴极面积大,阳极面积小)§1 电偶腐蚀电偶腐蚀又称接触腐蚀或双金属腐蚀,当两种金属或合属接触时,两金属之间存在着电位差,由该电位差使电偶电流在它们之间流动,使电位较负的金属腐蚀加剧,而电位数正的金属受到保护。
这种现象称电偶腐蚀、异金属腐蚀或接触腐蚀。
电偶腐蚀在工程中是常见的一种局部腐蚀形态,如黄铜零件和紫铜管在热水中能造成腐蚀。
在这个电偶腐蚀时,黄铜腐蚀加速而造成脱锌现象。
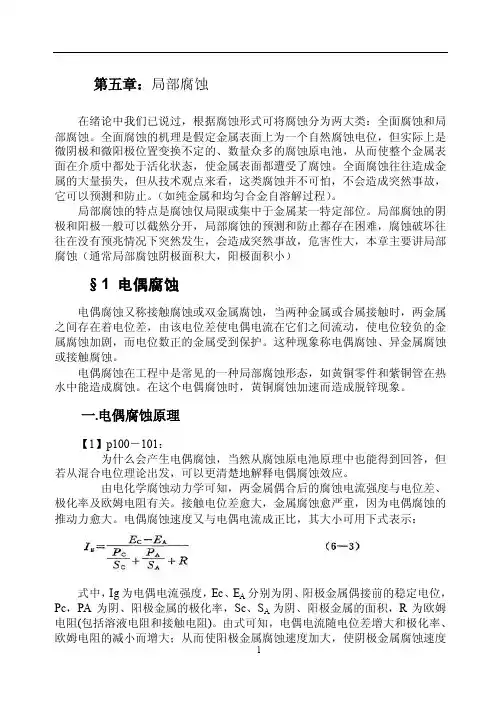
一.电偶腐蚀原理【1】p100-101:为什么会产生电偶腐蚀,当然从腐蚀原电池原理中也能得到回答,但若从混合电位理论出发,可以更清楚地解释电偶腐蚀效应。
由电化学腐蚀动力学可知,两金属偶合后的腐蚀电流强度与电位差、极化率及欧姆电阻有关。
接触电位差愈大,金属腐蚀愈严重,因为电偶腐蚀的推动力愈大。
电偶腐蚀速度又与电偶电流成正比,其大小可用下式表示:式中,Ig为电偶电流强度,Ec、E A分别为阴、阳极金属偶接前的稳定电位,Pc,PA为阴、阳极金属的极化率,Sc、S A为阴、阳极金属的面积,R为欧姆电阻(包括溶液电阻和接触电阻)。
由式可知,电偶电流随电位差增大和极化率、欧姆电阻的减小而增大;从而使阳极金属腐蚀速度加大,使阴极金属腐蚀速度二金属偶接之前,金属1和2的自腐蚀电位分别为E l 和E 2,它们的自腐蚀电流分别为1i 和2i (如图6—2) (图7-28)。
![[化学]第三章-电化学局部腐蚀](https://uimg.taocdn.com/5fa024a769eae009591bec88.webp)
第一章腐蚀分类§ 1.1腐蚀形态从腐蚀的外观形态看,金属腐蚀可分为全面腐蚀和局部腐蚀。
全面腐蚀也称均匀腐蚀,腐蚀反应在不同程度上分布在整个或大部分金属表面上,宏观上难以区分腐蚀电池的阴极和阳极。
一般表面均匀覆盖着腐蚀产物膜,在不同程度上能使腐蚀减缓,如高温氧化和易钝化金属(如不锈钢、钛、铝等)在氧化环境中形成的钝化膜,都具有良好的保护性,甚至能使腐蚀过程儿乎停止。
全面腐蚀分布较均匀,危害较小。
局部腐蚀即非均匀腐蚀,腐蚀反应集中在局部表面上。
局部腐蚀乂可分为电偶腐蚀、小孔腐蚀、缝隙腐蚀、晶间腐蚀、选择性腐蚀、应力腐蚀破裂、磨损腐蚀、腐蚀疲劳和氢损伤等。
1、电偶腐蚀当一种不太活泼的金属(阴极)和一种比较活泼的金属(阳极)在电解质溶液中接触时,因构成腐蚀原电池而引发电流,从而造成(主要是阳极金属)电偶腐蚀。
电偶腐蚀也称双金属腐蚀或金属接触腐蚀。
电偶腐蚀首先取决于异种金属之间的电极电位差。
这一电位指的是两种金属分别在电解质溶液(腐蚀介质)中的实际电位。
通常在手册、资料中能找到的是各种金属、合金在特定的介质中按腐蚀电位高低排列的电位顺序表,称作电偶序。
图1-1给出了金属在海水中的电偶序⑴。
在其它条件不变的情况下,它们之间的电位差愈大,腐蚀初始驱动力愈大。
影响电偶腐蚀的因素还有自身极化性、介质导电性及阴、阳极面积比。
图1-1给出的仅仅是在海水中的自腐蚀电位,而在其他介质中或不同温度下,不仅电位值不同,棋至金属的电偶序也会变动,从而会发生电偶中极性颠倒的现象。
电偶腐蚀取决于异种金属的实际电位,而实际电位却受极化的影响。
阴、阳极面积值愈大,即大阴极小阳极组成的电偶,其阳极腐蚀电流密度愈大,腐蚀愈严重。
在腐蚀电偶的阳极区有涂层时也会出现大阴极、小阳极的情况,结果造成极严重的局部腐蚀而迅速穿孔。
防止电偶腐蚀的方法有:⑴尽量避免使腐蚀电位相差悬殊的异种金属作导电接触;⑵避免形成大阴极、小阳极的不利面积比,对不同金属制造的设备使用涂料时,应该涂在电位较正的金属表面上,或两种金属都涂涂料,而绝不应只涂在电位较负的金属上;⑶当腐蚀电位相差悬殊的不同金属必须组装在一起时,应使不同金属之间绝缘,如附加绝缘垫片。