铸钢件粗糙度
- 格式:pdf
- 大小:144.07 KB
- 文档页数:4
铸件粗糙度及粗糙度计算铸件表面粗糙度铸件表面粗糙度是衡量干净、真实的铸件表面质量的重要指标。
铸件铸造表面粗糙度是按不同铸造合金及其铸造方法、用其表面轮廓算术平均偏差Ra 值(单位为μm)进行分级,分级应符合表1~1的规定。
对照GB/T6060.1——1997《表面粗糙度比较样块—铸造表面》的规定进行比较和评比;其评比方法按GB∕T15056——1994《铸造表面粗糙评定方法》进行。
对于重要铸件,当所有铸造表面的粗糙度要求相同时,可在铸件图样或铸造工艺图样的右上角同意标注粗糙度符号。
如果大部分铸造表面度相同时,可将该级粗糙度符号统一标注在图样的右上角,并在符号前加注“其余”两字;余下的部分表面粗糙度,将其符号直接标注在其表面轮廓或尺寸或尺寸延长线上。
铸造表面粗糙度,也可按需方的要求或供需方的协商,将其公称值鉴订在订货合同中。
注:×为采取特殊措施方能达到的铸件铸造表面粗糙度; ※表示可以达到的铸件铸造表面粗糙度。
表1~2粗糙度与光洁度对照(单位:mm)粗糙度的计算表面粗糙度现在越来越受到各行业的重视,论坛里也经常问及如何提高表面粗糙度的帖子.今天讲一下关于车削的表面粗糙度.图片上面有车削表面粗糙度的计算方式,只需要将切削参数代入即可计算出可能最高的"表面粗糙度"(以下发言全部以粗糙度低为细,粗糙度高为粗)车削表面粗糙度=每转进给的平方 *1000/(刀尖R乘8)以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。
但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点:1:进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。
1、问题的提出
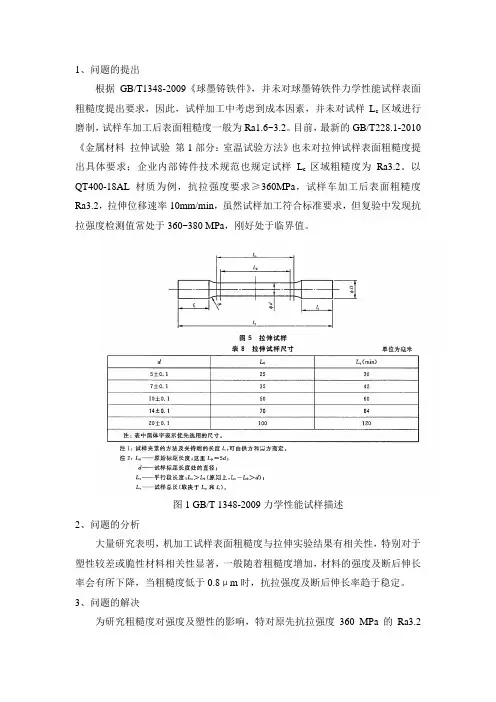
根据GB/T1348-2009《球墨铸铁件》,并未对球墨铸铁件力学性能试样表面粗糙度提出要求,因此,试样加工中考虑到成本因素,并未对试样L c区域进行磨制,试样车加工后表面粗糙度一般为Ra1.6~3.2。
目前,最新的GB/T228.1-2010《金属材料拉伸试验第1部分:室温试验方法》也未对拉伸试样表面粗糙度提出具体要求;企业内部铸件技术规范也规定试样L c区域粗糙度为Ra3.2。
以QT400-18AL材质为例,抗拉强度要求≥360MPa,试样车加工后表面粗糙度Ra3.2,拉伸位移速率10mm/min,虽然试样加工符合标准要求,但复验中发现抗拉强度检测值常处于360~380 MPa,刚好处于临界值。
图1 GB/T 1348-2009力学性能试样描述
2、问题的分析
大量研究表明,机加工试样表面粗糙度与拉伸实验结果有相关性,特别对于塑性较差或脆性材料相关性显著,一般随着粗糙度增加,材料的强度及断后伸长率会有所下降,当粗糙度低于0.8μm时,抗拉强度及断后伸长率趋于稳定。
3、问题的解决
为研究粗糙度对强度及塑性的影响,特对原先抗拉强度360 MPa的Ra3.2
样坯重新取样,试样L c区域进行磨制,粗糙度为Ra0.8,拉伸位移速率采用10mm/min,检测数据见图2~3、表1。
图2 Ra3.2拉伸曲线图3 Ra0.8拉伸曲线
表1 拉伸数据
根据实验结果,后对拉伸试样表面粗糙度要求达到Ra0.8,大量检测数据表明,QT400-18AL材质抗拉强度普遍提高至370~395MPa,Ra0.8相对于Ra3.2抗拉强度提高近20 MPa,试样L c区域Ra0.8时所测性能更能符合材质实际性能。

铸钢车桥铸件技术规范铸钢车桥铸件技术规范一、铸件第一次抛丸1、铸件经第一次抛丸,粘砂90%以上基本抛干净,允许拐角有不超过2毫米厚的粘砂。
2、浇冒口切割线的粘砂要彻底清除干净。
二、表面质量1、非加工面1.1表面粗糙度:连片和单个小刺高于基面1.5毫米要磨除1.2浇冒口痕迹、披缝、多肉、粘砂、氧化皮必须清除1.3冷隔凹陷的痕迹长小于40毫米,深小于1毫米不焊补。
长大于40毫米一律焊补。
1.4错箱值不大于2毫米。
1.5铸件弯曲变形量不影响整体机械加工。
1.6热处理后铸件焊补可不进行二次热处理2、加工面2.1浇口、冒口痕迹、披缝、多肉长度小于80毫米,凸出要小于3毫米;长度大于80毫米,凸出要小于5毫米。
2.2 凹陷不超过所在平面加工余量2/3.2.3 热处理后再焊补要进行二次低温热处理。
三、不允许存在的缺陷1、铸件不得有未经修补、影响使用寿命的裂纹、冷隔、缩松,夹砂等缺陷。
2、铸件不得有较大连片密集气孔、缩孔、砂眼和铁豆;3、铸件不得有危及与该铸件直接配合的零件寿命的任何铸造缺陷;4、铸件不得有不符合图样和技术要求的其他缺陷。
四、允许存在无须修补的缺陷1 在非加工面上:1.1单个缺陷(砂眼、气孔)小于5毫米,深度小于壁厚的1/4,在直径100毫米圆内小于5个,一般一个独立表面总数不多于12个,间距大于10毫米1.2 缩孔、缩松不大于该处热节圆1/42 在加工后存在的缺陷:2.1非主要工作面上孤立的圆滑的凹孔、非裂纹式沟槽,缺陷不大于5毫米。
深度小于该壁厚的1/4,数量在直径100毫米圆内小于4个,一个独立表面上不多于10个,间隙大于40毫米。
2.2 主要工作面上孤立的圆滑的凹孔、非裂纹式沟槽,缺陷不大于3毫米,深度小于3毫米,总面积不超出所在面的1%,间隔大于40毫米。
注:以上凹陷的缺陷,也可以用金属修补胶进行修补。
五、铸件尺寸公差应符合图纸的技术要求六、铸件重量公差±3%七、铸件化学成分和力学性能、金相组织、硬度7.1 化学成分(%)①残余元素总量不超过1%② ZG35Mn为广西方盛厂家专用的材质7.2 机械性能注:⑴ZG270—500,适用于厚度小于等于100mm的铸件,当铸件厚度超过100mm时,表中的σ0.2仅供设计使用。

铸钢件表面质量标准
铸钢件是工业生产中常见的零部件,其表面质量直接关系到零部件的使用寿命
和性能。
因此,对铸钢件表面质量的标准化要求非常严格。
本文将对铸钢件表面质量标准进行详细介绍,以便于大家更好地了解和掌握相关知识。
首先,铸钢件表面质量标准包括表面粗糙度、表面缺陷和表面涂装等多个方面。
表面粗糙度是指铸钢件表面的不平整程度,通常通过表面粗糙度仪进行测量。
根据不同的使用要求,铸钢件的表面粗糙度标准也有所不同。
一般来说,表面粗糙度越小,零部件的使用寿命和性能就越好。
其次,表面缺陷是指铸钢件表面的瑕疵和缺陷,包括气孔、夹渣、裂纹等。
这
些表面缺陷会严重影响铸钢件的使用性能,甚至导致零部件的失效。
因此,在生产过程中,必须严格控制铸钢件表面缺陷的产生,确保零部件的表面质量符合标准要求。
此外,表面涂装也是铸钢件表面质量标准中的重要内容。
表面涂装不仅可以美
化零部件的外观,还可以提高零部件的耐腐蚀性能和耐磨性能。
因此,在进行表面涂装时,必须严格按照相关标准进行操作,确保涂装质量符合要求。
总的来说,铸钢件表面质量标准是保证零部件质量的重要保障。
只有严格按照
标准要求进行生产和检测,才能确保铸钢件的表面质量达到标准,从而保证零部件的使用寿命和性能。
希望通过本文的介绍,大家能够更加深入地了解铸钢件表面质量标准的重要性,为生产实践提供参考。