螺纹_表面粗糙度_205107873
- 格式:ppt
- 大小:1.78 MB
- 文档页数:41


普通螺纹丝锥标准介绍1 概述丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。
对于小尺寸的内螺纹来说,丝维几乎是唯一的加工刀具。
丝维的种类有:手用丝维、机用丝锥、螺母丝锥、挤压丝锥等。
2 丝锥的结构尽管丝锥的种类很多,但它的结构基本上是相同的。
工作部分是由切削部分和校准部分组成。
切削部分齿形是不完整的,后一刀齿比前一刀齿高,当丝锥作螺旋运动时,每一个刀齿都切下一层金属,丝锥主要的切屑工作是由切削部分担负。
校准部分的齿形是完整的,它主要用来校准及修光螺纹廓形,并起导向作用。
柄部是用来传递扭矩的,其结构形式则视丝锥的用途及规格大小而定。
3 检验标准4 检验项目、技术要求1.外观:丝锥表面不得有裂纹、刻痕、锈迹以及磨削烧伤等影响使用性能的缺陷。
2.丝锥表面粗糙度的最大允许值按表2的规定。
3.丝锥螺纹牙型和尺寸极限偏差:1.丝锥螺纹公差、牙型半角偏差及大径、中径、小径偏差应符合GB/T968的规定。
2.中径的检查部位规定如下:手用和机用丝锥:在校准部分起点检查。
螺母丝锥:在切削部分中点向校准部分移动1-2牙处检查。
手用丝锥的校准部分起点距前端不足4牙时,中径在距前端4牙处检查。
4.丝锥螺纹部分和柄部的圆跳动,其值应不大于下表3中的规定。
5.丝锥螺纹部分应有倒锥度。
6.螺纹公称直径大于或等于3mm的高性能机用丝锥螺纹牙型应进行铲磨;螺纹公称直径大于或等于8mm的普通机用丝锥和螺母丝锥的螺纹牙型也应进行铲磨。
7.柄部直径公差见下表4。
8.丝锥方头的形状误差及其对柄部轴线的位置误差:高性能机用丝锥方头尺寸a的公差按GB/T4267的规定;普通机用丝锥和螺母丝锥方头尺寸a的公差为h12,方头对柄部轴线的对称度应不超过其尺寸公差的二分之一;手用丝锥和H4螺母丝锥方头尺寸a的公差为h12。
9.丝锥总长L的公差为h16。
螺纹部分长度L的公差按表5中的规定。
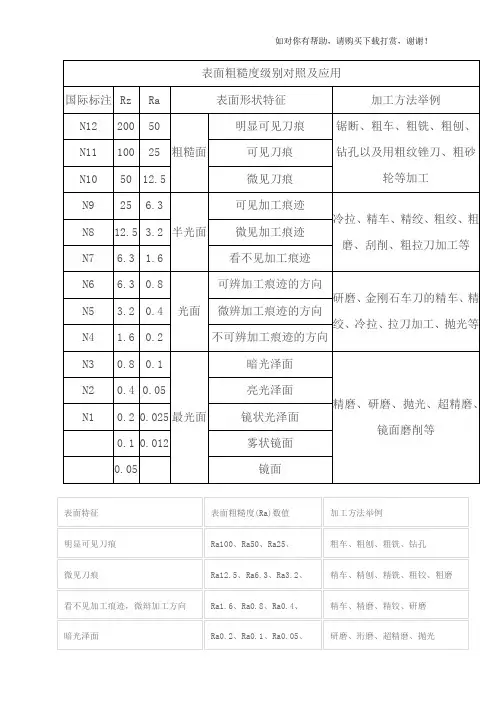
镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。

螺纹表面粗糙度
螺纹表面粗糙度是指螺纹表面之间的不规则性和不均匀性程度。
它通常是通过测量螺纹表面的表面粗糙度指标来确定的,如Ra和Rz等。
表面粗糙度是表面特征的一个重要参数,可以影响螺纹的密封性、摩擦力和耐磨性等性能。
螺纹表面的粗糙度取决于制造工艺和用途要求等因素。
一般来说,高质量的螺纹表面应该具有较低的表面粗糙度,以确保良好的密封性和摩擦性能。
常用的螺纹表面处理方法包括研磨、抛光和电化学抛光等。
在实际应用中,螺纹表面粗糙度的要求可以根据不同的需求进行调整。
例如,在高密封性要求的应用中,螺纹表面应该尽可能光滑,以确保密封性能。
而在需要更好的防滑性能的应用中,螺纹表面应该具有更高的粗糙度。
总之,螺纹表面粗糙度是螺纹质量的一个重要指标,对于螺纹的性能和应用具有重要影响。
镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。