表面粗糙度等级
- 格式:doc
- 大小:35.50 KB
- 文档页数:2
产品表面粗糙度等级产品表面粗糙度等级是评价产品表面质量的重要指标之一。
粗糙度是指表面上的微小不平整度,可以通过触觉感知或者利用测量仪器进行量化。
产品表面粗糙度的好坏直接影响到产品的外观质量、性能以及使用寿命。
在制造过程中,通过控制和改善产品表面粗糙度,可以提高产品质量、减少损耗以及提高客户满意度。
产品表面粗糙度等级按照国际标准一般分为六个等级,从最高等级到最低等级依次为:AA、A、B、C、D、E。
下面将对每个等级进行详细介绍。
AA等级是最高等级,要求产品表面光洁度非常高,几乎没有任何瑕疵,可以在平板玻璃、高档厨具等领域应用。
该等级的产品通常需要经过精密加工、抛光、喷砂等工序,以获得如镜面般的光洁表面。
A等级是高等级,要求产品表面平整度高,没有明显的凹凸和明显的划伤,适用于需要较高外观质量的产品,如手机外壳、电子产品等。
B等级是中等等级,要求产品表面平整度好,允许有少量微小的瑕疵和凹凸感,适用于一般的电器产品和机械零件。
C等级是较低等级,要求产品表面相对平整,但允许有一定的瑕疵、划痕或轻微的凹凸感,适用于一些不要求太高外观质量的产品,比如零部件和机械配件。
D等级是低等级,产品表面不要求太平整,允许一定的瑕疵、凹凸和划痕,适用于不重视外观质量的一些工业设备和零件。
E等级是最低等级,要求最低,产品表面可以存在大量的瑕疵、凹凸和划痕,适用于一些质量要求非常低的产品,比如垃圾桶等。
除了以上六个等级,还有一些特殊要求的粗糙度等级,例如汽车车厢内饰部件需要更高的粗糙度等级,以增加抗滑性能。
为了实现对产品表面粗糙度的控制,通常采用一些表面处理方法,如抛光、研磨、喷砂、电化学抛光等。
这些方法可以去除表面的凹凸不平,提高产品的表面质量。
总而言之,产品表面粗糙度等级是评价产品外观质量的重要指标之一。
不同等级的表面粗糙度适用于不同的领域和产品。
通过控制和改善产品表面粗糙度,可以提高产品质量、增加产品的使用寿命,并提高客户的满意度。
表面粗糙度等级表面粗糙度等级1、常见8级表面粗糙度等级:①参考抛光度等级(Ra):(1)Ra≤0.4 μm;(2)0.4 μm<Ra≤0.8 μm;(3)0.8 μm<Ra≤1.6 μm;(4)1.6 μm<Ra≤3.2 μm;(5)3.2 μm<Ra≤6.3 μm;(6)6.3 μm<Ra≤12.5 μm;(7)12.5 μm<Ra≤25 μm;(8)25 μm<Ra≤50 μm。
②参考抛光形貌等级:(1)细致光滑;(2)细腻温和;(3)粗糙温和;(4)细节清晰;(5)粗糙清晰;(6)粗糙粗糙;(7)明显粗糙;(8)粗糙凹凸。
2、ISO表面粗糙度等级:①参考抛光度等级(Ra):(1)Ra≤1.6 μm;(2)1.6 μm<Ra≤3.2 μm;(3)3.2 μm<Ra≤6.3 μm;(4)6.3 μm<Ra≤12.5 μm;(5)12.5 μm<Ra≤25μm;(6)25 μm<Ra≤40 μm;(7)40 μm<Ra≤63 μm;(8)63 μm<Ra≤125 125 μm。
②参考抛光形貌等级:(1)光滑光滑;(2)细腻柔和;(3)粗糙柔和;(4)细节清晰;(5)粗糙清晰;(6)粗糙混乱;(7)显著粗糙;(8)粗糙凹凸。
3、JIS表面粗糙度等级:①参考抛光度等级(Ra):(1)Ra≤1.6 μm;(2)1.6 μm<Ra≤3.2 μm;(3)3.2 um<Ra≤6.3 μm;(4)6.3 μm<Ra≤12.5 μm;(5)12.5 μm<Ra≤25μm;(6)25 μm<Ra≤50 μm;(7)50 μm<Ra≤100 μm;(8)100 μm<Ra≤500 μm。
②参考抛光形貌等级:(1)极高光滑;(2)高光滑;(3)细腻柔和;(4)柔和细节;(5)柔和粗糙;(6)粗糙重叠;(7)粗糙凹凸;(8)明显粗糙。
以上就是关于常见8级表面粗糙度等级的介绍,我们可以通过上述表面粗糙度等级来参考我们的加工表面,从而实现加工表面的合理要素。
表面粗糙度等级划分
表面粗糙度等级是根据物体表面的光滑程度或凹凸程度来划分的。
通常,表面粗糙度等级分为以下几个等级:
1. 非常光滑:表面非常平滑,没有观察到任何凹凸或起伏。
2. 光滑:表面光滑,但可能有些微小的凹凸或起伏。
3. 一般:表面有明显的凹凸或起伏,但不十分粗糙。
4. 粗糙:表面十分粗糙,有明显的凹凸,容易触摸到。
5. 非常粗糙:表面异常粗糙,凹凸极为明显,难以触摸。
在实际应用中,表面粗糙度等级常常用数值或符号进行表示,例如Ra、Rz等。
这些数值或符号表示物体表面的粗糙度程度,数值越大表示表面越粗糙。
同时,还有国际标准(如ISO标准)来规定不同等级的表面粗糙度对应的数值范围,使得粗糙度的评估更加具体和准确。
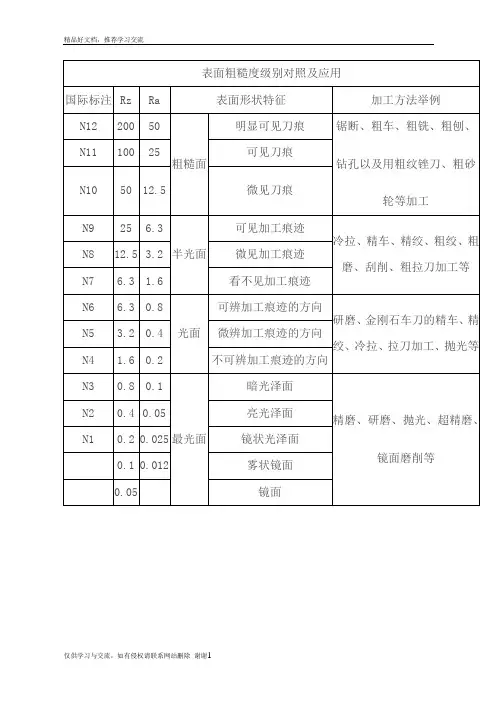
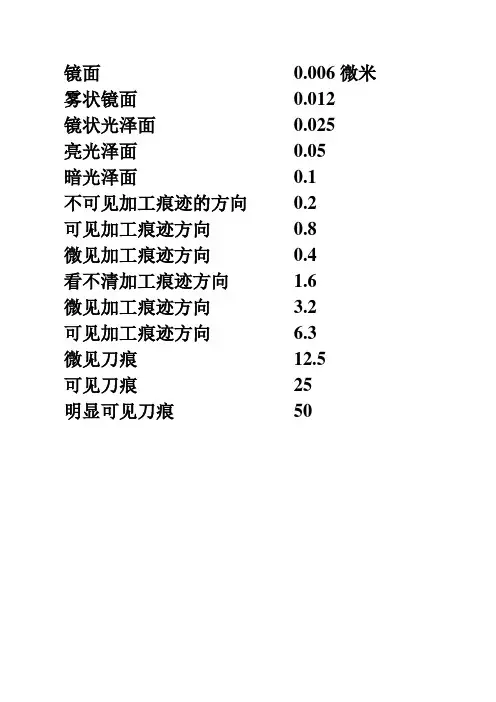
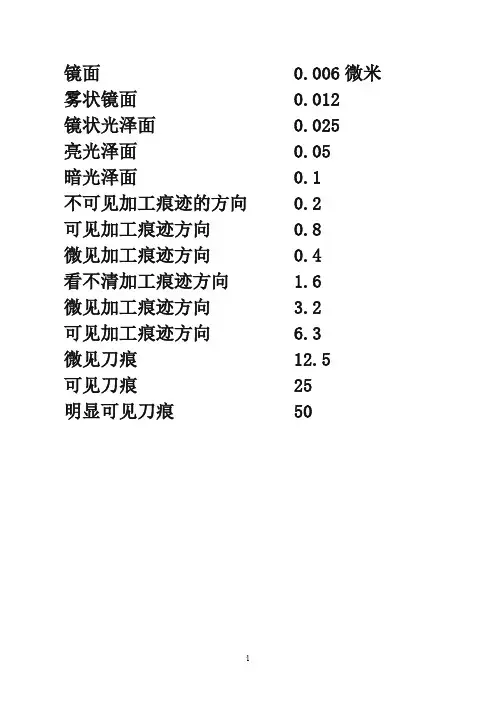
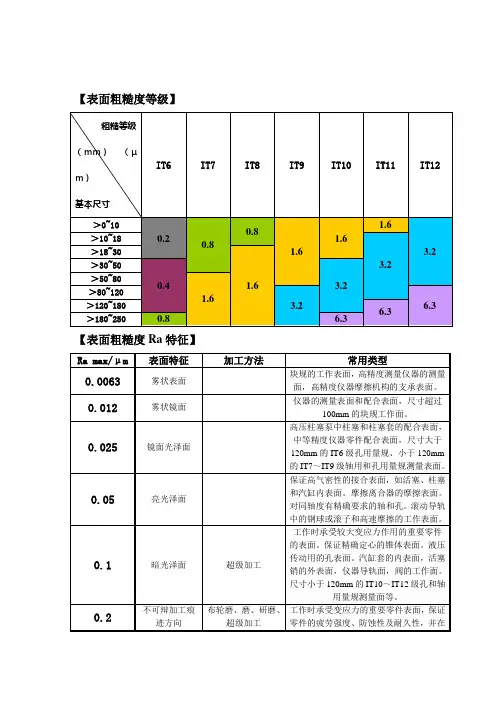
镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
机加工表面粗糙度标准等级
机加工表面粗糙度是指机器加工后的表面质量,通常用来描述表面的光洁度和平整度。
粗糙度标准等级是机加工表面质量的重要指标,它能够反映出机加工工艺的水平和产品质量的好坏。
下面我们来详细了解一下机加工表面粗糙度标准等级。
机加工表面粗糙度标准等级分为ISO、ANSI、JIS、DIN等多
种标准,其中ISO是国际标准,也是最为广泛使用的标准。
ISO标准将表面粗糙度分为六个等级,分别是Ra0.1、Ra0.2、Ra0.4、Ra0.8、Ra1.6和Ra3.2。
其中,Ra0.1是最为光滑的表面,Ra3.2则是最为粗糙的表面。
ANSI标准将表面粗糙度分为四个等级,分别是AA、A、B和C。
其中,AA是最为光滑的表面,C则是最为粗糙的表面。
JIS标准将表面粗糙度分为十个等级,从0级到9级,数字越
小表示表面越光滑。
DIN标准将表面粗糙度分为三个等级,分别是Rz、Ry和Ra。
在实际生产中,不同的产品对表面粗糙度的要求也不同。
例如,对于高精密度的零件加工,要求表面光洁度高,因此需要选择较高的粗糙度标准等级。
而对于一些机械设备的外壳加工,则对表面粗糙度的要求较低。
在进行机加工时,要根据产品的要求选择合适的粗糙度标准等级,并控制好加工参数,以保证加工出来的产品符合要求。
同时,在进行检测时也需要使用相应的检测仪器,例如表面粗糙度仪、光学显微镜等。
总之,机加工表面粗糙度标准等级是机器加工后的表面质量的重要指标,不同的产品对表面粗糙度有不同的要求,因此在进行机加工时需要选择合适的粗糙度标准等级,并控制好加工参数,以保证加工出来的产品符合要求。
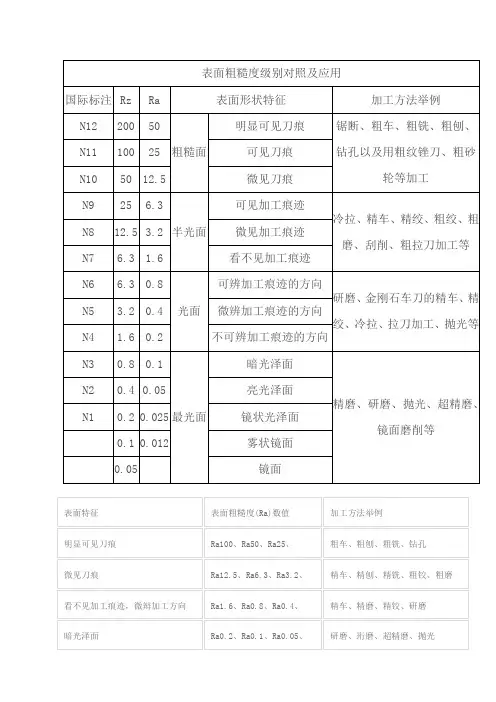
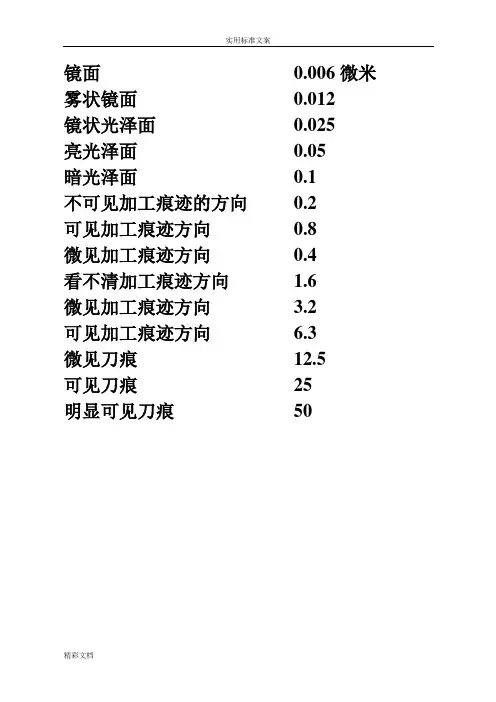
镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。